



1.位置检测故障形式
当位置控制出现故障时,往往在CRT上显示报警号及报警信息。在大多数情况下,若正在运动的轴实际位置误差超过机床参数所设定的允差值,则产生轮廓误差监视报警;若机床坐标轴定位时的实际位置与给定位置之差超过机床参数设定的允差值,则产生静态误差监视报警;若位置测量硬件有故障,则产生测量装置监控报警等。
2.位置检测装置的故障诊断
1)输出信号。增量式旋转测量装置或直线测量装置的输出信号有两种形式:一是电压或电流正弦信号,其中EXE为脉冲整形插值器;二是TTL电平信号。机床在运动过程中,从扫描单元输出三组信号:两组增量信号由四个光电池产生。把两个相差180°的光电池接在一起,它们的推挽就形成了相位差90°、幅值为11μA左右的Ie1和Ie2两组近似正弦波。一组基准信号也由两个相差180°的光电池接成推挽形式,输出为一尖峰信号Ie0。其有效分量约为5.5μA。此信号只有经过基准标志时才产生。所谓基准标志,是在光栅尺身外壳上装有一块磁铁,在扫描单元上装有一只干簧管,在接近磁铁时,干簧管接通,基准信号才能输出。
两组增量信号Ie1、Ie2经传输电缆和插接件进入EXE,经放大、整形后,输出两路相位差90°的方波信号Ua1、Ua2及参考信号Ua0。这些信号经适当组合处理,即可在一个信号周期内产生五个脉冲,即5倍频处理,经连接器送至CNC位控模块,如图8-11所示。
2)EXE信号处理。脉冲整形插值器(EXE)的作用是将光栅尺或编码器输出的增量信号Ie1、Ie2和Ie3进行放大、整形、倍频和报警处理,输出至CNC进行位置控制。EXE由基本电路和细分电路组成,如图8-12所示。
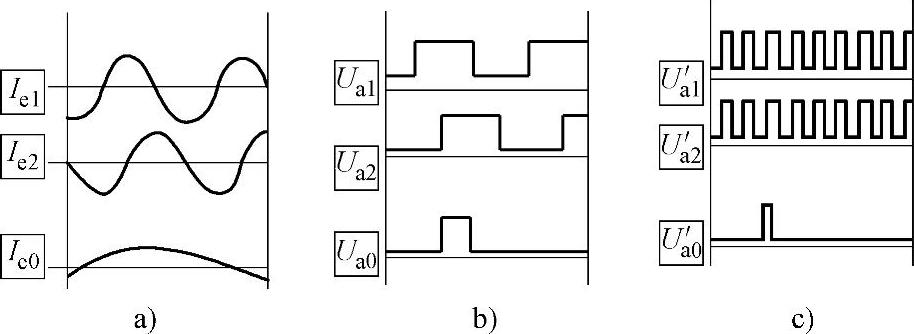
图8-11 EXE信号处理
a)正弦测量信号 b)数字化后的测量信号 c)5倍频后的测量信号
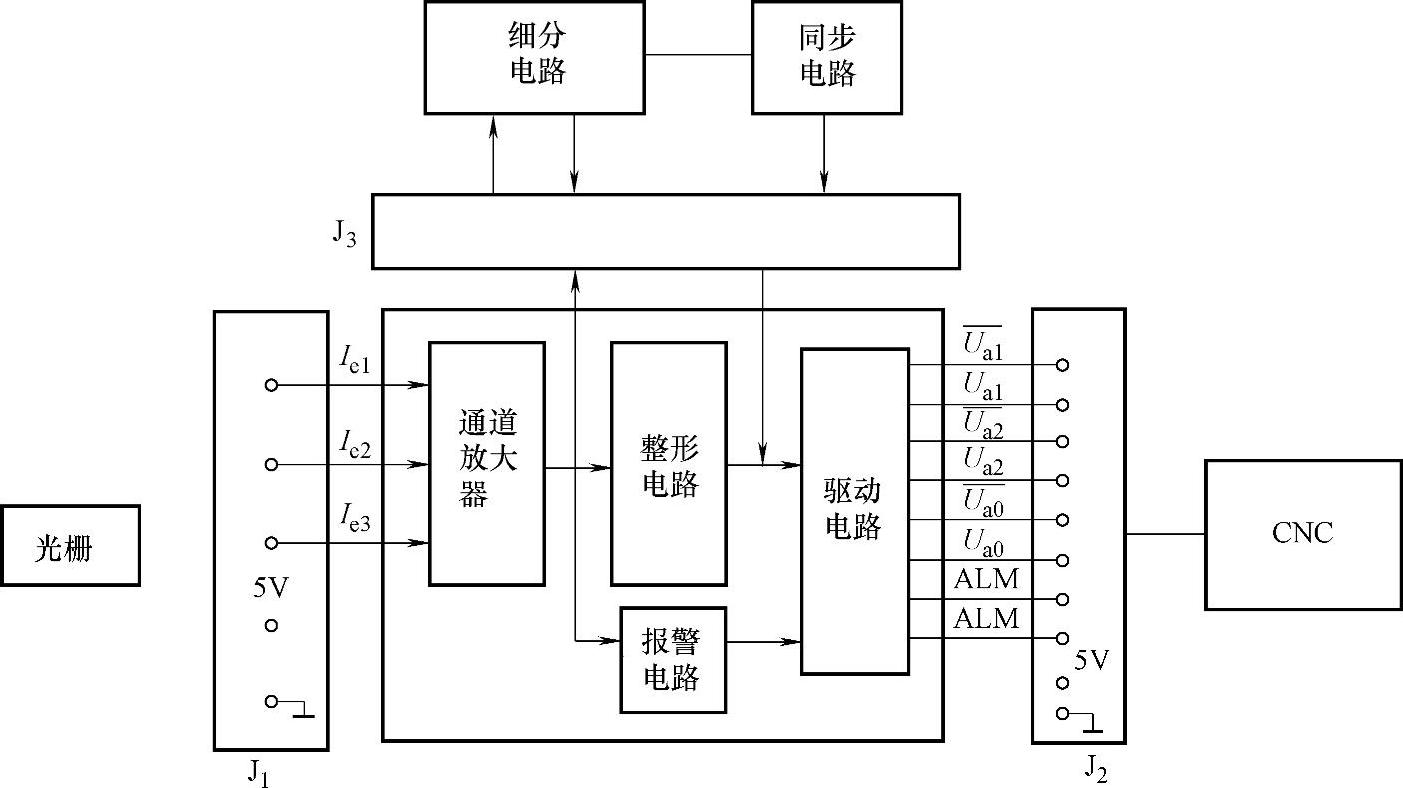
图8-12 EXE电路组成(https://www.xing528.com)
基本电路印制电路板内含通道放大器、整形电路、驱动和报警电路等,细分电路作为一种任选功能单独制成一块电路板,两板之间通过J3连接器连接。
①通道放大器。当光栅检测到产生正弦波电流信号Ie1、Ie2和Ie3后,经通道放大器,输出一定幅值的正弦电流电压。
②整形电路。在对Ie1、Ie2和Ie3放大的基础上,经整形电路转换成与之相对应的三路方波信号Ua1、Ua2及Ua0,其TTL高电平大于或等于2.5V,低电平小于或等于0.5V。
③报警电路。当光栅由于输入电缆断裂、光栅污染或灯泡损坏等原因,造成通道放大器输出信号为零,这时报警信号经驱动电路驱动后,由连接器J2输出至CNC系统。
④细分电路。某些精度很高的数控机床,仅靠光栅尺本身的精度不能满足要求。例如:数控磨床的位置控制中,要求位置测量有较高的分辨力,为此必须采用细分电路来提高分辨力,以适应高精度机床的需求。基本电路通道放大器的输出信号经连接器J3接入细分电路,经细分电路处理后,又通过连接器J3输出在一个周期内两路相位差90°、占空比为1∶1的五细分方波信号。这两路方波信号经基本电路中的驱动电路驱动后,即为对应的Ua1和Ua2通道信号,由连接器J2输出至CNC系统。
另外,同步电路的目的是为了获得与Ua1和Ua2两路方波信号前、后沿精确对应的方波参考脉冲。
3)故障诊断。当出现位置环开环报警时,将J2连接器脱开,在CNC系统的一侧,把J2连接器上的5V线同报警线ALM连在一起,合上数控系统电源,根据报警是否再现,便可迅速判断出故障的部位是在测量装置还是在CNC系统的接口板上。若问题出现在测量装置,则可测J1连接器上有无信号输入,这样便可将故障定位在光栅尺或EXE脉冲整形电路上。
3.位置检测装置的故障诊断实例
【例8-1】某数控立铣,备配FANUC 3MA数控系统,位置检测装置为与伺服电动机同轴连接的编码器。在运行过程中,Z轴产生31号报警。查维修手册,31号报警为误差寄存器的内容大于规定值。根据31号报警提示,把误差设定值放大,将31号报警对应的机床参数由2000改为5000,然后用手摇脉冲发生器驱动Z轴,31号报警消除,但又产生了32号报警。32号报警表示为Z轴误差寄存器的内容超过±32767,或数模转换的命令值超出了-8192~8191的范围。为此将设定的机床参数由5000再改为3000,32号报警消除,但31号报警又出现,反复修改机床参数,均不能排除故障。
误差寄存器是用来存放指令值与位置反馈值之差的,当位置检测装置或位置控制单元发生故障时,就会引起误差寄存器的超差,为此,将故障定位在位置控制上。位置控制信号可以用诊断号800(X轴)、801(Y轴)和802(Z轴)来诊断。将三个诊断号调出,发现800号X轴的位置偏差在-1与-2间变化,801号Y轴的位置偏差在1与-1间变化,而802号的Z轴位置偏差为0,无任何变化,说明Z轴位置控制有故障。为进一步定位故障是在Z轴控制单元还是在编码器上,采用交换法,将Z轴和Y轴驱动装置和反馈信号同时互换,Z轴和Y轴伺服电动机不动,此时,诊断号801号数值变为0,802号数值有了变化。这说明Z轴位置控制单元没有问题,故障出在与Z轴伺服电动机同轴连接的编码器上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。