



由于伺服系统是由位置环和速度环组成的,当伺服系统出现故障时,为了快速定位故障的部位,可以采用如下两种方法:
1.模块交换法
数控机床有些进给轴的驱动单元具有相同的当量。例如:立式加工中心,X轴和Y轴的驱动单元往往是一致的,当其中的某一轴发生故障时,可以用另一轴来替代,观察故障的转移情况,快速确定故障的部位。图7-9为采用模块交换法故障诊断的方法。
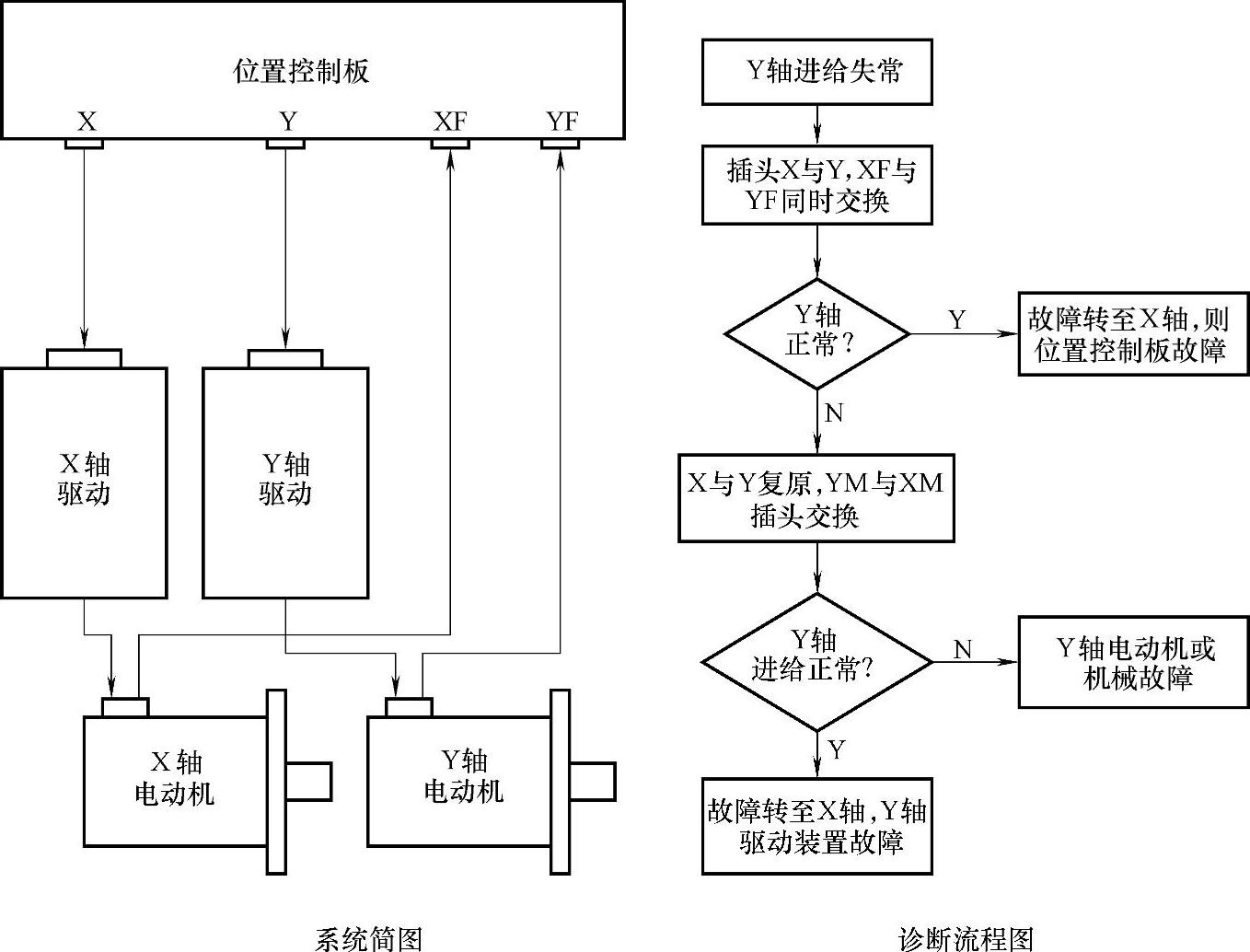
图7-9 模块交换法故障诊断

图7-10 进给驱动模块接线
其中,X和Y针型插座传递CNC系统位置控制模块至X轴和Y轴驱动模块的控制信号,包括速度控制信号和伺服使能信号等;XM和YM为伺服电动机动力线端子;XF和YF针型插座传递伺服电动机上检测装置的反馈信号。(https://www.xing528.com)
2.外接参考电压法
当某轴进给发生故障时,为了确定是否为驱动单元和伺服电动机的故障,可以脱开位置环,检查速度环。图7-10为SIMODRIVE611 A进给驱动模块接线图。
首先断开闭环控制模块上X331-56速度给定输入正端和X331-14速度给定值输入负端两接点,外加由9V干电池和电位器组成的直流回路;再短接该模块上X331-9使能电压24V和X331-65使能信号两接点;接通机床电源,启动数控系统,再短接电源和监控模块上X141-63脉冲使能和X141-9使能电压24V两接点、X141-64驱动使能和X141-9使能电压24V两接点。使能信号时序如图7-11所示。
从图7-11可知,只有当3个使能信号都有效时,电动机才能工作。当使能端子63无效时,驱动装置立即禁止所有进给轴运行,伺服电动机无制动地自然停止;当使能端子64无效时,驱动装置立即置所有进给轴的速度定值为零,伺服电动机进入制动状态,200ms后电动机停转;当使能端子65无效时,对应轴的速度给值立即置零,伺服电动机进入制动状态,200ms后电动机停转。在正常情况下,伺服电动机就在外加的参考电压控制下转动,调节电位器可控制电动机的转速,参考电压的正、负则决定电动机的旋转方向。这时,可判断驱动装置和伺服电动机是否正常,以判断故障是在位置环还是在速度环。

图7-11 使能信号时序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。