



就直流调速系统来说,现在广泛应用的有两类:可控硅(SCR)调速系统和大功率晶体管脉宽调速(PWM)系统。由于PWM系统具有更为突出的控制性能,所以它正在取代SCR调速系统。在位置环的调节方式上有模拟式和数字式,或者说有连续控制方式和离散控制方式。机床的数字调节系统是由计算机作为调节器,按采样方式工作的,因而属于离散控制方式。这类系统精度高,动态性能好,可充分利用计算机的快速运算功能和存储功能,使进给伺服系统始终处在最佳工作状态。另外,由于计算机作为调节器,因而调节系统具有很大的柔性。
1.SCR速度控制系统
根据数控机床的控制要求,对于直流伺服驱动,速度控制单元的主回路一般都采用三相全控桥式整流电路。SCR速度控制系统又有“无环流”和“有环流可逆”系统之分。“有环流可逆”系统具有反应迅速的优点,但其线路较复杂;而无流环可逆系统虽线路简单,却存在换向死区。为了提高快速性与精度,数控机床用的伺服驱动系统一般都采用图7-6所示的“逻辑无环流可逆系统”。这是一种既有速度环又有电流环的双环自动控制系统。
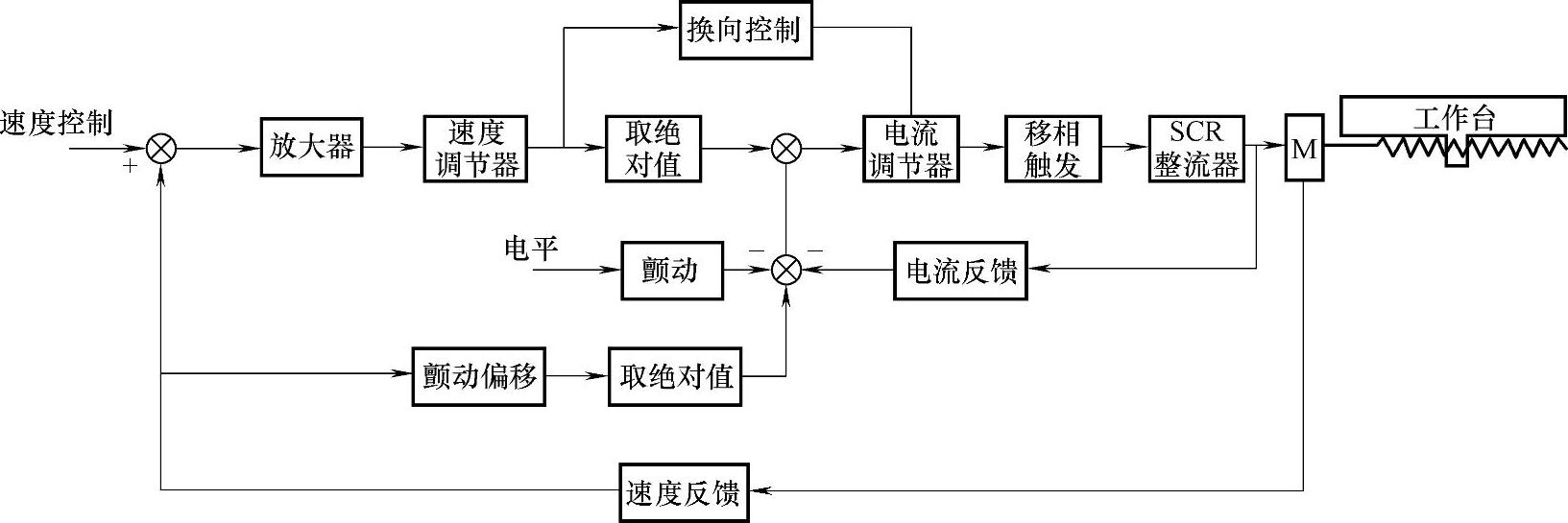
图7-6 双环调速系统的原理框图
系统的自动调节原理如下:
1)当系统的速度指令电压增大时,由于实际速度反馈信号不变,使速度误差信号增加,速度调节器的输出电压也随之加大,使触发器的触发脉冲前移,整流输出电压提高,电动机转速也随之上升。随着电动机转速的增加,测速发电机输出电压也逐渐增加,当它等于或接近于给定值时,系统达到新的平衡点,电动机就按要求的转速稳定旋转。
2)当系统受到外界干扰,例如负载突然增加时,电动机输出转速就下降,测速发电机的输出电压随之下降,使速度调节器的速度误差增大,速度调节器的输出电压增加,触发脉冲前移,晶闸管整流器的输出电压升高,使电动机转速上升并恢复到外界干扰前的转移值。
3)当电网电压突然降低时,整流器的输出电压也随之降低。在电动机转速由于惯性的原因尚未变化之前,首先引起主回路电流减小。在此同时,反映主回路电流的电流反馈信号也随之减小,使电流调节器输出增加,触发脉冲前移,又使整流器输出电压恢复到原来的值,因而抑制了主回路电流的变化。总之,具有速度外环、电流内环的双环调速系统具有良好的静态和动态指标,它可最大限度地利用电动机的过载能力,使过渡过程最短。
2.PWM速度控制系统
PWM速度控制系统是通过脉宽调制器对大功率晶体管的开关时间进行控制,将直流电压转换成某种频率的方波电压,并通过对脉冲宽度的控制,改变输出直流平均电压的自动调速系统。以脉冲编码器作为检测器件的常见PWM直流伺服系统的框图如图7-7所示。(https://www.xing528.com)
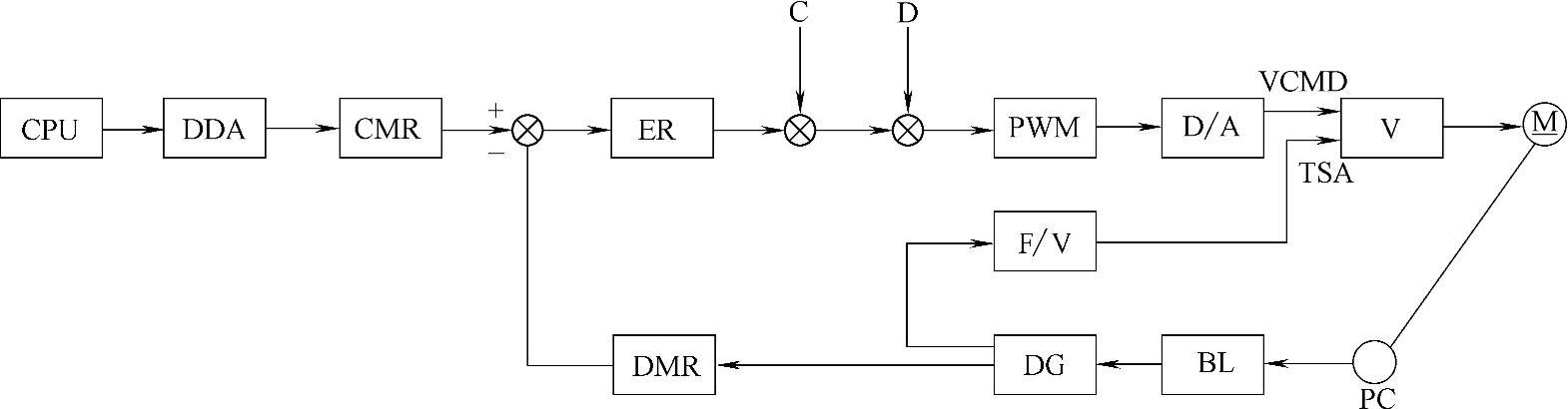
图7-7 PWM直流伺服系统的框图
其工作过程如下:数控装置CPU发出的指令信号,经过数值积分器DDA(即为插补器)转换后,输出一系列的均匀脉冲。为了使实际机床位置分辨率与指令脉冲相对应,系统中通常都需要通过指令倍乘器CMR,对指令脉冲进行倍频/分频变换。指令脉冲与位置反馈脉冲比较的差值,送到误差寄存器ER;误差寄存器的输出与位置增益(C)、偏移值补偿(D)运算合成后,送到脉宽调制器(PWM)进行脉宽调制。被调制的脉冲经过D/A转换器转换成模拟电压,作为速度控制单元(V)的指令电压VCMD输出。
电动机M旋转后,脉冲编码器(PC)发出的脉冲,经断线检查器(BL)确认无信号断线之后,送到鉴相器(DG),进行电动机的旋转方向的识别。鉴相器的输出分两路,一路经F/V转换器,将反馈脉冲变换成测速电压(TSA)。送速度控制单元,并与VCMD指令进行比较,从而实现速度的闭环控制。另一路输出到检测倍乘器DMR、经倍乘后送到比较器作为位置环的位置反馈输入。通过设置不同的CMR与DMR值,可以将指令脉冲的移动量和实际机床的脉冲移动量相一致,从而使控制系统能适合于各种场合。
PWM速度控制系统与SCR速度控制系统相比,具有如下优点:
1)能有效防止系统产生共振,提高了数控机床工作的稳定性。在SCR速度控制系统中,由于晶闸管的工作频率与电源频率相同,为50/60Hz,因此电枢电流脉动频率亦为50/60Hz,从而可能诱发机械系统的共振,影响数控机床的工作稳定性,进而影响被加工零件的表面精度。而在PWM控制方式中,由于晶体管工作频率很高(约2kHz),远远高于机械系统的固有频率,避免了系统可能产生的共振。
2)电枢电流脉动小,保证了机床在低速运动时仍能稳定地工作。在SCR速度控制系统中,整流波形差,特别是在低速、轻载时,电流断续严重。由于电枢电流的不连续,将影响到低速运行的稳定性,这也是SCR速度控制系统产生低速脉动的原因之一。在PWM速度控制系统中,由于开关频率很高,依靠电枢绕组的电感滤波作用就可获得脉动很小的直流电流,而且电枢电流也很容易连续,因此,机床在低速时仍然可以平滑、稳定地工作。
3)电动机损耗、发热小。由于PWM速度控制系统输出电流的纹波系数(电流有效值和平均值之比)只有1.001~1.03,而SCR速度控制系统的为1.05~1.6,所以电动机在同样的输出转矩(它与电流的平均值成正比)时,前者的电动机损耗和发热均较后者小,在数控机床上,它可以减少电动机发热,减小热变形,提高机床精度。
4)PWM速度控制系统的系统响应快。当PWM控制方式的速度控制单元与小惯量的电动机相匹配时,可以充分发挥系统的性能,使系统具有快的响应,因此,它适合于频繁起动、制动的场合。
5)动态特性好。由于PWM控制方式具有很宽的响应频率范围,因此整个系统的动态特性好,系统校正瞬态负载扰动的能力强。特别是在负载周期性变化的场合,机床仍平稳地工作,延长了刀具使用寿命,改善了被加工零件表面的精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。