



【例6-1】某加工中心主轴在运转时抖动,主轴箱噪声增大,影响加工质量。经检查,主轴箱和直流主轴电动机正常,为此,把检查项目转移到主轴电动机的控制系统上来。
经测试,速度指令信号正常,而速度反馈信号出现不应有的脉冲信号,问题出在速度检测元件即测速发电机上。当主轴电动机运转时,带动测速发电机转子一起运转,这样,测速发电机输出正比于主轴电动机转速的直流反馈电压。经检查,测速发电机碳刷完好,但换向器因碳粉堵塞,而造成一绕组断路,使得测速反馈信号出现规律性的脉冲,导致速度调节系统调节不平稳,使驱动系统输出的电流忽大忽小,从而造成电动机轴的抖动。用酒精清洗换向器,彻底消除碳粉,即可排除故障。
【例6-2】某加工中心采用直流主轴电动机逻辑无环流可逆调速系统。当用M03指令启动时,有“咔、咔”的冲击声,电动机换向片上有轻微的火花,起动后,无明显的异常现象;用M05指令使主轴停止运转时,换向片上出现强烈的火花,同时伴有“叭、叭”的放电声,随即交流回路的熔丝熔断。火花的强烈程度与电动机的转速有关,转速越高,火花越大,起动时的冲击声也越明显。用急停方式停止主轴,换向片上没有任何火花。
该机床的主轴电动机有两种制动方式:①电阻能耗制动,只用于急停。②回馈制动,用于正常停机(M05)。主轴直流电动机驱动系统是一个逻辑无环流可逆控制系统,任何时候不允许正、反两组晶闸管同时工作,制动过程为“本桥逆变—电流为零—他桥逆变制动”。根据故障特点,急停时无火花,而用M05时有火花,说明故障与逆变电路有关。他桥逆变时,电动机运行在发电机状态,导通的晶闸管始终承受着正向电压,这时,晶闸管触发控制电路必须在适当时刻使导通的晶闸管受到反压而被迫关断。若是漏发或延迟了触发脉冲,已导通的晶闸管就会因得不到反压而继续导通,并逐渐进入整流状态,其输出电压与电动势成顺极性串联,造成短路,引起换向片上出现火花、熔丝熔断的故障。同理,起动过程中的整流状态,若漏发触发脉冲,已导通的晶闸管会在经过自然换向点后自行关断,这将导致晶闸管输出断续,造成电动机起动时的冲击。因此,本故障是由晶闸管的触发电路故障引起的。
【例6-3】某CSK3163P数控车床主轴驱动故障的处理。
故障现象:该机床在接通电源后,在手动、手动数据输入和自动状态时起动主轴,出现主轴过流报警。
故障检查与分析:CSK3163P数控车床是我国沈阳第三机床厂的产品,它所用主轴驱动系统为湖北襄樊机床电气传动设备厂生产的KBS-Ⅲ-300A晶闸管调速系统。它的主要部分是由KB系列装置典型控制单元组合而成,是一逻辑无环流双环控制系统,用于将直流供给他励式直流电动机的电枢和磁场,从而实现四象限运行的控制。KB系列装置采用抽屉式结构,便于装配维修。
据操作者反映,该机床在工作中突然发现主轴电动机打火,同时主轴驱动柜的报警灯点亮,主回路电源跳闸。主轴报警的原因很多,诸如熔断器熔断、磁场没有电流、电流反馈回路断线、空气断路器跳闸、主轴电动机有问题、继电器动作不对、主轴驱动有问题等,都能导致主轴报警。
从主轴过流报警分析,产生过流的原因一般有电动机过流、短路外,还有晶闸管反向击穿、逆变失败、触发电路被封锁等。对以上产生过流报警的分析,采取从比较直观的部分入手,到比较复杂的部分。对所有的熔断器、强电电路及该机床的NC系统(FANUC 5T系统)进行检查,一切正常;测量电动机电枢绕组正常;拆下电动机电刷并进行处理,将电动机整流子用纯酒精清理干净;检查机械传动部分正常;将电动机装好,试车故障依旧;对BS-Ⅲ-300A晶闸管调速系统进行检查,拆下晶闸管后面的连接线,将装有晶闸管整流器同散热器、脉冲传输装置、阻容吸收装置的抽屉拔出,检查每个晶闸管元件无反向击穿现象;又对其分立元件进行检查,没有发现损坏现象;检查电流反馈回路连线正常。通过以上的检查,此故障可能出在触发器以前的电路中,封锁了触发脉冲,使得系统出现主轴过流报警。
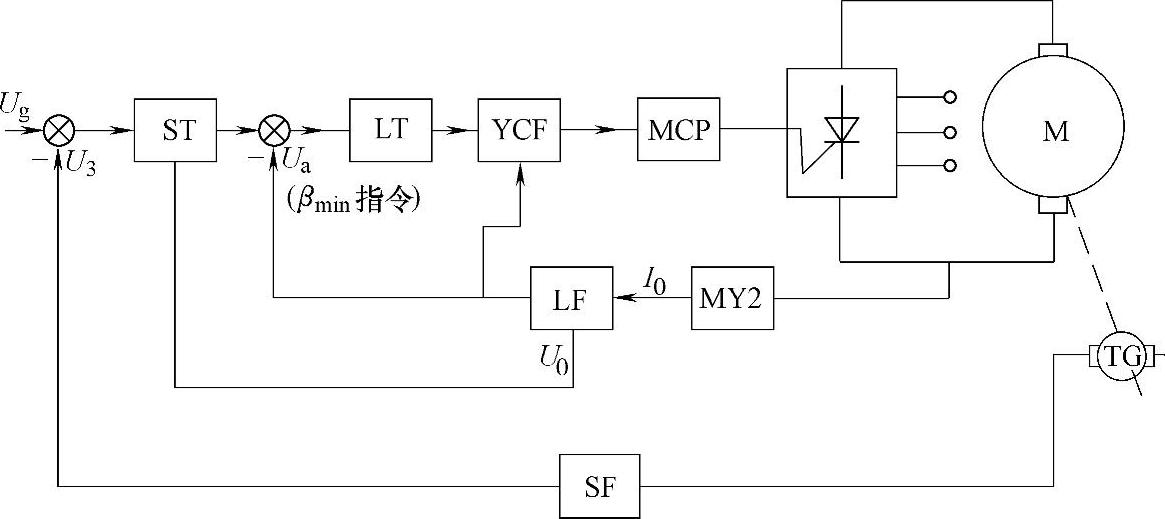
图6-6 主轴驱动结构
ST—速度调节器 LT—电流调节器 YCF—移相触发器 MCP—脉冲分配器 LF—电流反馈 SF—速度反馈 TG—测速发电机 MY2—电流检测整流桥
主轴驱动结构如图6-6所示。
以结构图为依据进行故障分析。主轴过流时,I0增大,U0增大,加于电流调节器LT输入部分,以封锁主回路控制通道。这时电流调节器LT输出负向限幅值,并封锁触发脉冲;同时使保护继电器JJ动作,接通能耗制动,使主回路电源跳闸,并将过流信号送到自饱和电路,点亮主轴过流报警灯。根据以上分析,初步判定电流反馈电路有问题。电流反馈电路是由切换逻辑开关LKⅠ(电压极性鉴别器)和逻辑开关LKⅡ(电流极性鉴别器)组成,它的作用是在无环流控制可逆线路中切换正、反组晶闸管桥,其输入信号(见图6-6)有两个:①极性输入信号U0,它取自速度调节器的3脚,并输入到LKⅠ插脚2;②零电流输入信号I0,它取自MY2单元电流检测整流桥输出电路的二极管VD18两端,输入到LKⅡ的插脚19。(https://www.xing528.com)
切换逻辑就是根据这两个信号控制正、反组晶闸管的通断,而实现可逆运转和再生制动的。切换逻辑的输出有3个(见图6-6结构):正组触发脉冲通断电子开关(LKⅡ中的BG19);反组触发脉冲通断电子开关(LKⅡ中的BG17);βmin指令A,即主回路控制通道封锁信号Ua,此信号由LKⅠ的端子19输出。
LKⅠ还附有软换向装置,以减少电动机在起制动时带来的机械冲击。软换向对减小电动机打火有一定作用。软换向指令信号由LKⅠ4脚输出,软换向电流波形的高度由4W调节,其宽度由2W、3W调节,并且2W、3W、4W均位于LKⅠ抽屉的面板上。
故障处理:通过以上分析,借助于示波器观察其移相触发器的波形,试调4W,试车,观察到电动机打火明显减少;对4W、3W、2W进行重新调整,使移相触发器YCF的波形
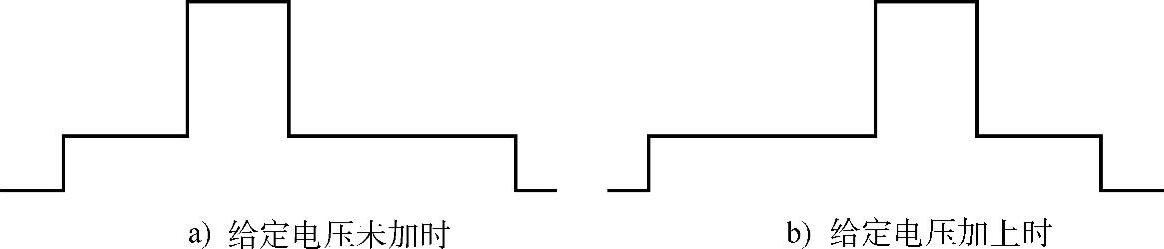
图6-7 移相触发器YCF的波形
达到如图6-7所示波形,再试车,故障排除。
说明:对于任何设备,合理的维护和检修是保证长期可靠运行的基本因素之一。晶闸管调速装置也不例外,CSK3163P已使用多年,尽管制造厂采取了过滤等措施,但少量灰尘的逐日积累,由少到多,日子长久,积沉下来的灰尘还是相当可观的。这种故障就是因为环境灰尘多,机床工作时间长,温度较高,使得主轴驱动线路板上的某些元件参数漂移所至。这说明,设备的定期清扫是完全必要的。
【例6-4】某数控车床,主轴转速不稳。
数控系统:FANUC OTC系统。
故障现象:在机床切削加工过程中,主轴转速不稳定。
故障分析与检查:利用MDI方式起动主轴时,发现主轴稳定旋转没有问题;而自动切削加工时,经常出现转速不稳的问题。在加工时仔细观察屏幕,除了主轴实际转速变化外,主轴速度的倍率数值也在变化;检查主轴转速倍率设定开关,没有问题;对电气连线进行检查,发现主轴倍率开关的电源连线开焊,由于加工振动,导致电源线接触不良,有时能够接触上,有时接触不上,造成主轴转速不稳;而在MDI方式,没有进行加工,没有振动,所以电源线连接上了,倍率没有变化,主轴转速也就是稳定的。
故障处理:将该开关上的电源线焊好后,主轴转速恢复稳定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。