



数控机床中,输入输出信号的传递一般都要通过PLC接口来实现,因此,许多故障都会在PLC的I/O接口这个通道反映出来。数控机床的这个特点为故障诊断提供了方便,不用万用表就可以知道信号的状态,但要求熟悉有关控制对象的正常状态和故障状态。
【例5-6】某FANUC 3T-A系统“NOT READY”故障的处理。
故障现象:在加工一产品零件时,机床发出报警信号,CRT显示“NOT READY”,机床不能工作。
故障检查与分析:CK7815/1型数控车床采用日本FANUC公司的3 T-A闭环CNC控制系统。进给伺服机构采用FANUC-BESK直流伺服电动机(FB-15型)。主轴驱动采用FAN UC-BESK直流主轴电动机,可在宽范围内实现无级调速和恒速切削。机床顺序控制由3T-A系统内装的可编程序控制器(PC-D)来实现。

图5-29 机床PLC梯形图(部分)
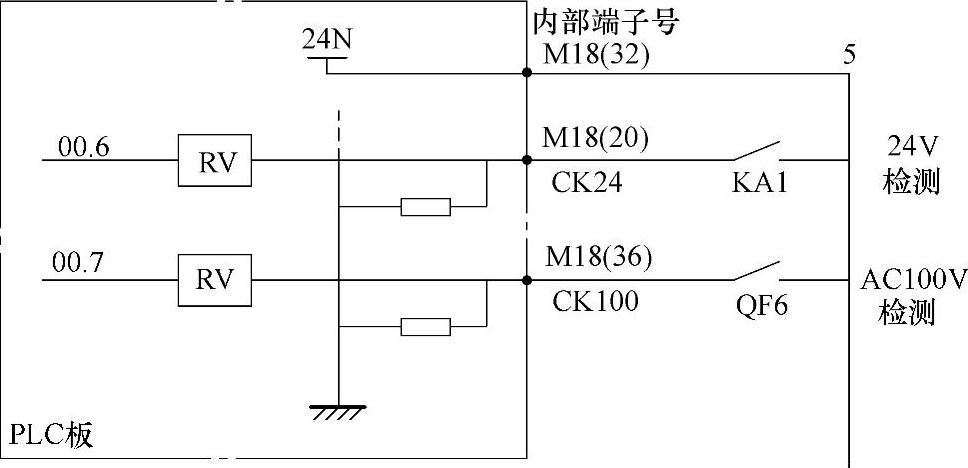
图5-30 机床PLC输入/输出接口图(部分)
出现上述故障时,调故障自诊断程序。按下[ALARM]键,CRT上没有显示报警内容,这说明控制单元或伺服系统中有一个没有准备好。检查机床PLC的梯形图(图5-29),发现机床没有准备好信号输出,由此可以针对信号CK24、CK100、MRDY-M进行检测。调PLC的输入/输出接口图(图5-30),检查输出地址号00.7无信号,即系统没有检测到AC 100V电压信号,故伺服系统不工作,产生“NOT READY”报警。检查提供交流100V电源,(图5-31)在300和301、300和302、300和303两端用万用表测得100V交流电压,再检查PLC板上端子M18(36),测出直流24V电压。至此,机床AC 100V信号已进入PLC板的输入接口,可是地址00.7却没有信号,说明这一路RV损坏。
故障排除:解决办法有三种:①更换PLC板,这样最简单,但是不经济;②更换损坏这路回所在的集成元件;③更改检测AC 100V信号的地址。
【例5-7】某台CK7815/1型数控车床采用日本FANUC公司的3T-A闭环CNC控制系统,CRT无显示故障。

图5-31 交流电源电路
故障现象:在调试一零件程序过程中,将机床锁住进行空运行时,按下启动按钮,显示器无任何显示,也无光栅。
故障检查与分析:进给伺服机构采用FANUC-BESK直流伺服电动机(FB-15型);主轴驱动采用FANUC-BESK直流主轴电动机,可在宽范围内实现无级调速和恒速切削;机床顺序控制由3T-A系统内装的可编程序控制器(PC-D)来实现。(https://www.xing528.com)
检查NC柜中电源板无24V直流电压输出,关掉机床电源,将PCB主板上与直流24V电源相连的接插件PC3拔下,然后给机床上电,电源板有直流24V电压,此时CRT有光栅,这说明在PCB主板或与其相连的插口及印制线路板中有短路的地方。关掉电源,试将与PCB连接的输入/输出接口M1、M2和M18拔下,把PC3插口恢复,通电试车,CRT显示正常。关掉电源,逐一连接M1、M2和M18,查出输入接口M1和与PLC板连接的M18中均有短路的地方,至此,排除了PCB主板和PLC板,说明故障出现在机床侧。检查M1和M18中的32P均与地短路,查32P所接线,都是5号(即系统直流24V电源),通过分线盒与强电柜中的5号端子相连,将5号端子上的信号线逐一用万用表测量,有一条线与地短路,顺此线查明故障发生在刀盘接线盒内的刀位开关上,重新调整刀位开关和接线,故障排除,机床恢复正常工作。
【例5-8】某台数控车床X轴运动出现报警1160 X axis contour monitoring(轮廓监控)。
数控系统:西门子840C系统。
故障现象:这台机床开机X轴回参考点时出现1160报警,并且X轴滑台没有动。
故障分析与检查:手动移动X轴也出现1160报警,根据故障现象和报警信息,机床的X轴得到运动指令后,实际上并没有移动,所以产生1160报警。因为X轴滑台没有动,所以首先检查X轴伺服电动机的驱动电压,在让X轴运动时,伺服电动机没有驱动电压,说明伺服电动机没有问题。
这台机床的伺服控制采用德国INDRAMAT交流模拟伺服驱动装置。在起动X轴运动时,检测X轴伺服控制装置端子1、2之间的给定电压,有电压输入,说明数控系统已经输出了运动指令值,但检查7号端子的使能信号时,却发现没有使能信号。
查看这台机床的电气图样,分析使能的给定原理,这台机床除了系统给出使能外,PLC也给出了使能信号,如图5-32所示。其使能信号连接如图5-33所示。
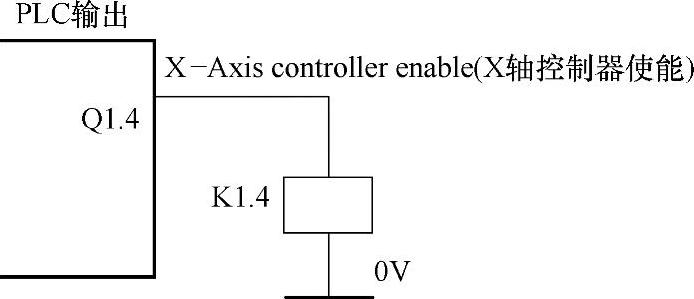
图5-32 PLC X轴伺服使能输出信号

图5-33 X轴伺服使能连接
首先检查PLC的X轴使能信号Q1.4为“1”,没有问题,继电器K1.4的触点也闭合了。根据图5-33所示的连接图进行逐个检测,840C测量模块X轴伺服使能信号没有问题,X轴伺服控制器准备好信号也正常,只是发现刀塔噪声监测仪的触点没有闭合,发现该监测仪有报警信号。
故障处理:复位刀塔噪声监测仪的故障信号,这时机床X轴进给运动恢复正常。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。