



数控机床的PLC程序是按照控制对象的工作原理来设计的,通过对控制对象的工作原理的分析,结合PLC的I/O状态,是故障诊断很有效的方法。
【例5-4】配备FANUC 0T系统的某数控车床,其尾座套筒的PLC输入开关如图5-26所示。
故障现象:当脚踏尾座开关使套筒顶尖顶进工件时,系统产生报警。
故障诊断:在系统诊断状态下,调出PLC输入信号,发现脚踏开关输入X04.2为“1”尾座套筒转换开关X17.3为“1”,润滑油液面开关X17.6为“1”。调出PLC输出信号,当脚踏向前开关时,输出Y49.0为“1”,同时电磁阀也得电。这说明系统PLC输入/输出状态均正常,分析尾座套筒液压系统如图5-27所示。
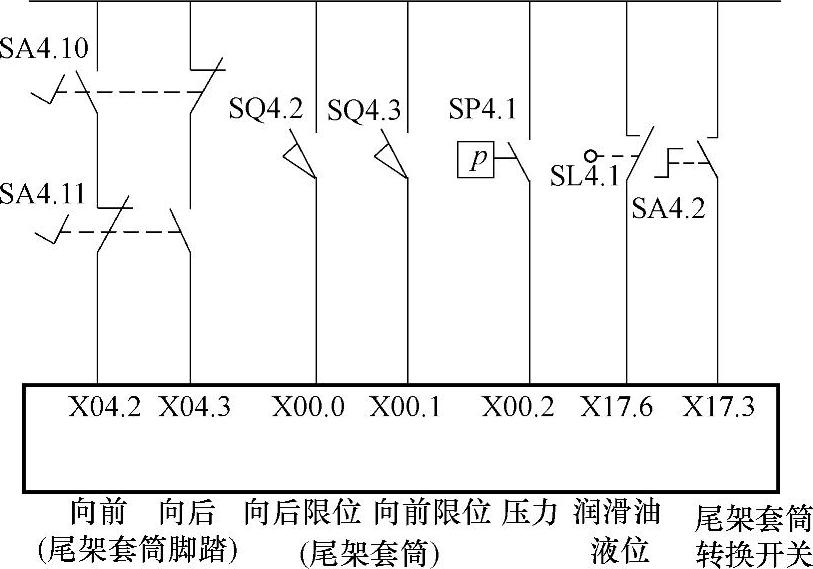
图5-26 尾座套筒的PLC输入开关
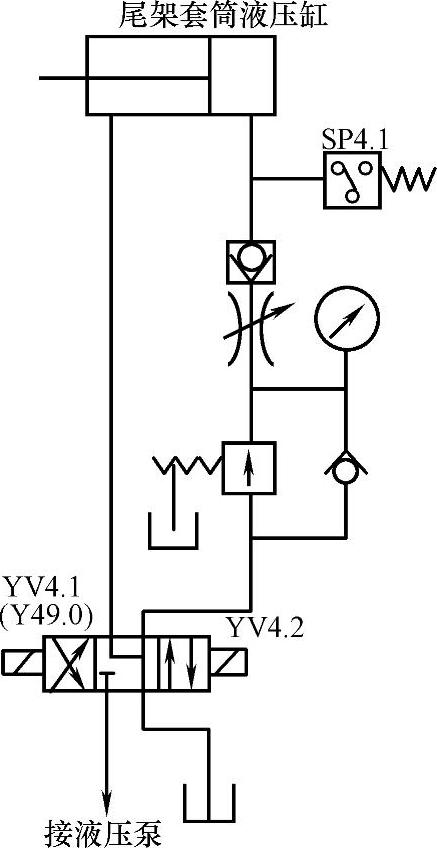
图5-27 尾座套筒液压系统(https://www.xing528.com)
当电磁阀YV4.1得电后,液压油经溢流阀、流量控制阀和单向阀进入尾座套筒液压缸,使其向前顶紧工件。松开脚踏开关后,电磁换向阀处于中间位置,油路停止供油,由于单向阀的作用,尾座套筒向前时的油压得到保持,该油压使压力继电器常开触点接通,在系统PLC输入信号中X00.2为“1”,但检查系统PLC输入信号X00.2为“0”,说明压力继电器有问题,经进一步检查发现其触点开关损坏。
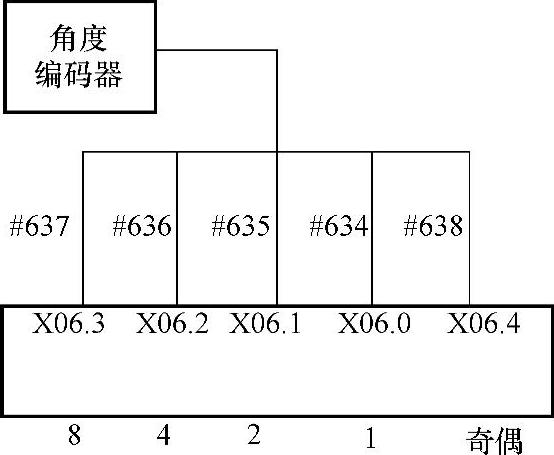
图5-28 刀架PLC控制信号
【例5-5】配备FANUC 0T系统的某数控车床,产生刀架奇偶报警,奇数位刀可以定位,而偶数位刀不能定位。图5-28所示为刀架PLC控制信号。
故障现象及诊断:从机床侧输入的PLC信号中,刀架位置编码器有5根线,这是一个二进制的8421编码,它们对应的输入信号为:X06.0、X06.1、X06.2、X06.3、X06.40。在刀架的转换过程中,这5个信号根据刀架的变化而进行组合,从而输出刀架的各个位置的编码。
根据故障现象分析,若刀架的位置编码最低位#634线信号始终为“1”时,即在二进制中第0位恒为“1”时,则刀架信号将恒为奇数,而无偶数信号,从而产生奇偶报警。
根据上述分析,将PLC的输入参数从CRT上调出来观察,刀架转动时,X06.0恒为“1”,而其余4个信号在“0”和“1”之间变化,从而证实刀架位置编码器发生故障。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。