



1.数控机床主轴的运动控制
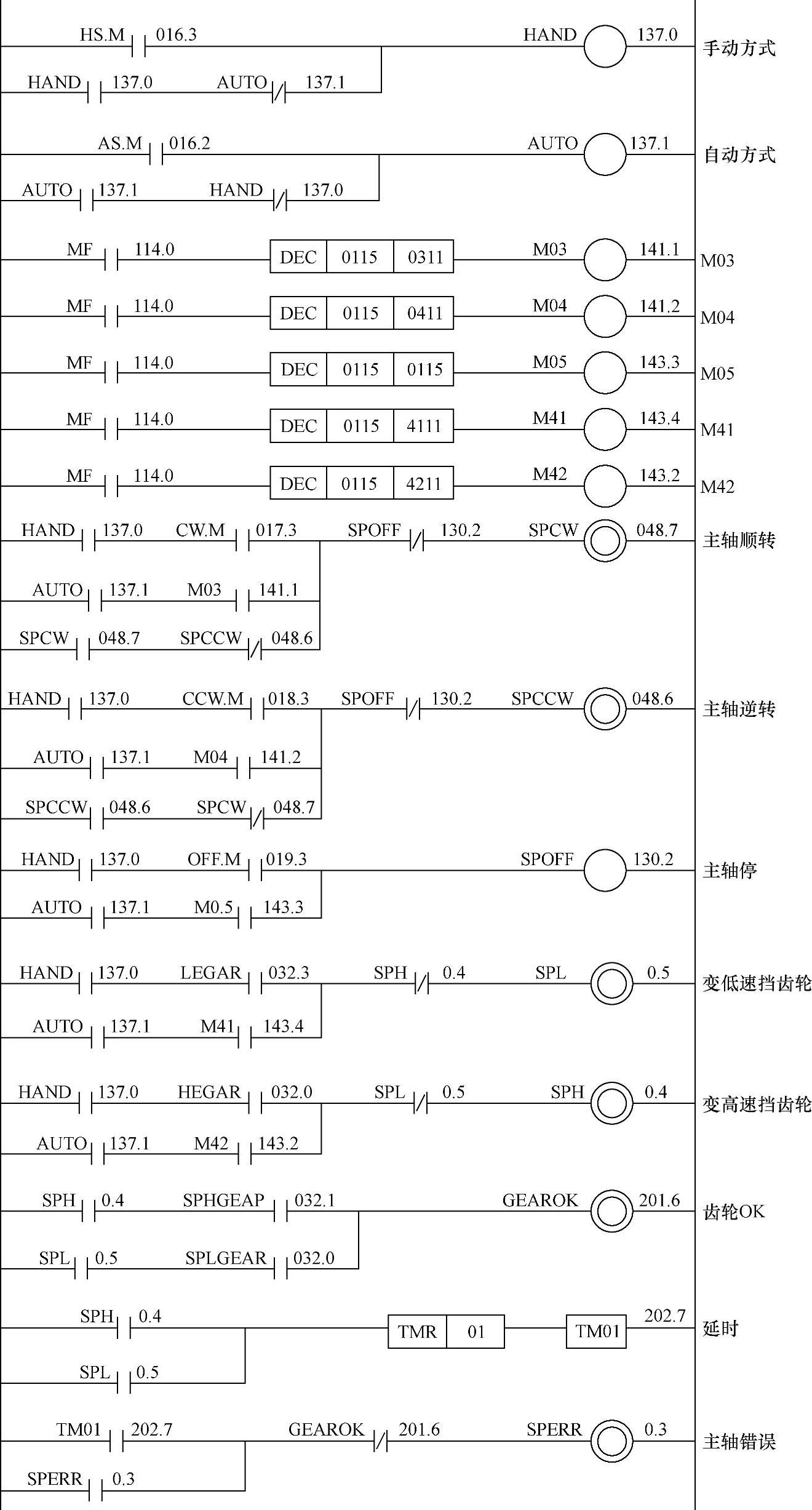
数控机床控制主轴运动的局部梯形图,如图5-12所示。这是用PLC控制系统代替主轴运动的继电器控制系统的实例。图中包括主轴旋转方向控制(顺时针旋转或逆时针旋转)、主轴齿轮换挡控制(低速挡或高速挡)。控制方式分手动和自动两种工作方式。当数控机床操作面板上的工作方式开关选在手动时,HS.M信号为1。此时,自动工作方式信号AUTO为1(梯级1的AUTO常闭软接点为“1”)。由于HS.M为1,软继电器HAND线圈接通,使梯级1中的HAND常开软接点闭合,线路自保,从而处于手动工作方式。
在“主轴顺时针旋转”梯级中,HAND=“1”;当主轴旋转方向旋钮置于主轴顺时针旋转位置时,CW.M(顺转开关信号)=“1”;又由于主轴停止旋钮开关OFF.M未接通,SPOFF常闭接点为“1”,使主轴实现手动控制顺时针旋转。
当逆时针旋钮开关置于接通状态时,和顺时针旋转分析方法相同,使主轴逆时针旋转。由于主轴顺转和逆转继电器的常闭触点SPCW和SPCCW互相接在对方的自保线路中,再加上各自的常开触点接通,使之自保并互锁。同时CW.M和CCW.M是一个旋钮的两个位置也起互锁作用。
在“主轴停”梯级中,如果把主轴旋钮开关接通(即OFF.M=“1”),使主轴停软继电器线圈通电,它的常闭软触点(分别接在主轴顺转和主轴逆转梯级中)断开,从而停止主轴转动(正转和逆转)。
在机床运行的顺序程序中,需执行主轴齿轮换挡时,零件加工程序上应给出换挡指令。M41代码为主轴齿轮低速挡指令,M42代码为主轴齿轮高速挡指令。
带有M41代码的程序输入执行,经过延时,MF=1,DEC译码功能指令执行,译出M41后,使M41软继电器接通,其接在“变低速挡齿轮”梯级中的软常开触点M41闭合,从而使继电器SPL接通,齿轮箱齿轮换在低速挡。SPL的常开触点接在延时梯级中,此时闭合,定时器TMR开始工作。经过定时器设定的延时时间后,如果发出齿轮换挡到“主轴停”梯级中,把主轴停止旋钮开关接通(即OFF.M=“1”),使主轴停软继电器线圈通电,常闭软触点(分别接在主轴顺转和主轴逆转梯级中)断开,从而主轴停止转动(正转或逆转)。
工作方式开关选在自动位置时,此时AS.M=“1”,使系统处于自动方式(分析方法和主轴手动方式同)。由于手动、自动方式梯级中软继电器的常闭触点互相接在对方线路中,使手动、自动工作方式互锁。
在自动方式下,通过程序给出主轴顺时针旋转指令M03,或逆时针旋转指令M04,或主轴停止旋转指令M05,分别控制主轴的旋转方向和停止。图5-12中DEC为译码功能指令。当零件加工程序中有M03指令,在输入执行时,经过一段时间延时(约几十毫秒),NT=“1”,开始执行DEC指令,译码确认为M03指令后,M03软继电器接通,其接在“主轴顺转”梯级中的M03软常开触点闭合,使继电器SPCW接通(即为“1”),主轴顺时针(在自动控制方式下)旋转。若程序上有M04指令或M05指令,控制过程与M03指令类似。
挡位开关信号,即SPLGEAR=“1”,说明换挡成功。软继电器GEAROK接通(即为“1”),SPERR为“0”,即SPERR软继电器断开,没有主轴换挡错误。当主轴齿轮换挡不顺利或出现卡住现象时,SPLGEAR为“0”,则GEAROK为“0”,经过TMR延时后,延时常开触点闭合,使“主轴错误”继电器接通,通过常开触点保持闭合,发出错误信号,表示主轴换挡出错。
处于手动工作方式时,也可以进行手动主轴齿轮换挡。此时,把机床操作面板上的选择开关LGEAR置1(手动换低速齿轮挡开关),就可手动将主轴齿轮换为低速挡;同样,也可由主轴出错显示来表明齿轮换挡是否成功。
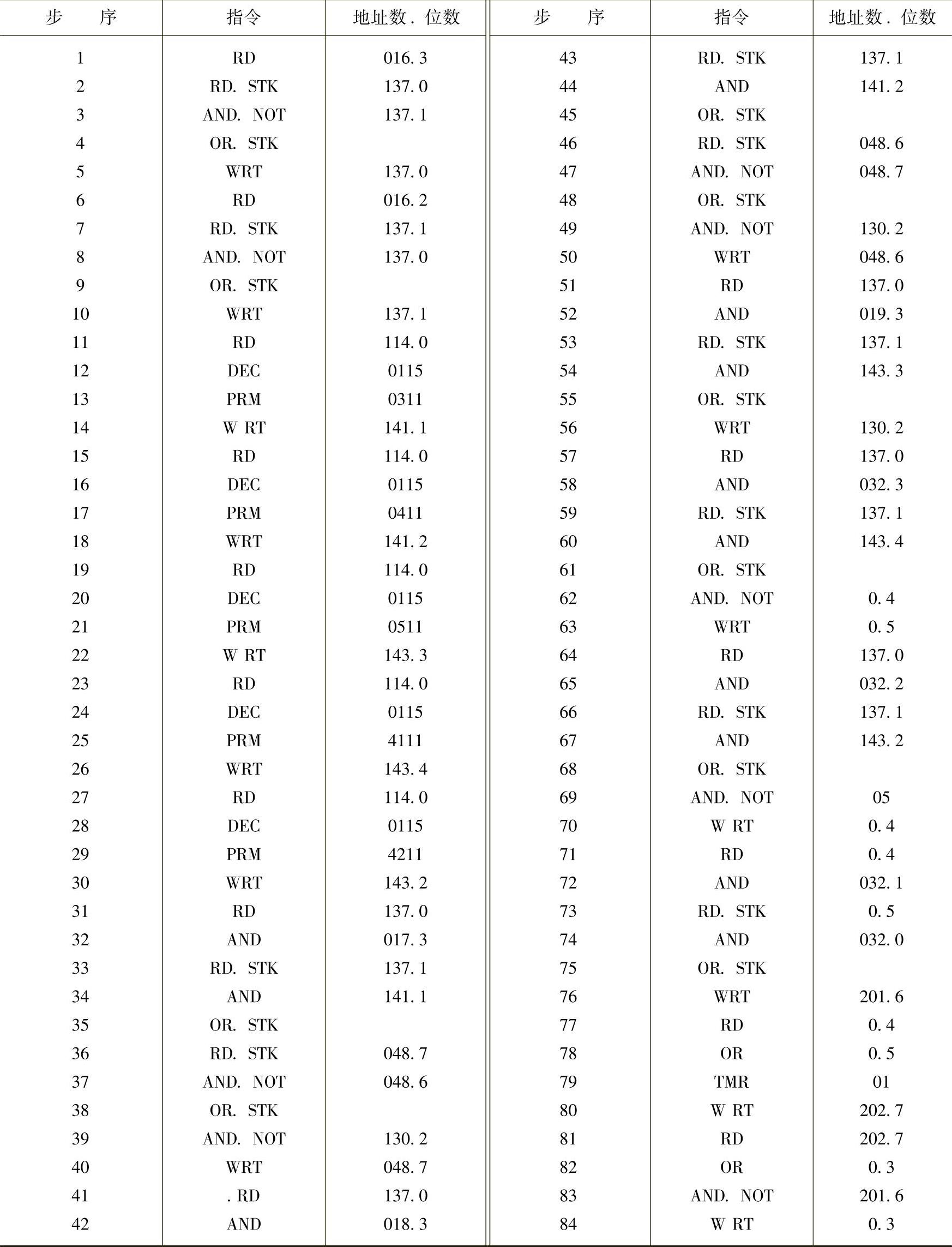
在CNC系统中,PLC控制主轴运动的局部梯形图的程序编码如表5-1所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-12 数控机床控制主轴运动的局部梯形图
表5-1 PLC控制主轴运动的局部梯形图的程序编码
2.数控机床主轴的定向控制
在数控机床上进行工件自动加工时,自动交换刀具或镗孔时,有时就要用到主轴定向功能。其控制梯形图如图5-13所示。
在图5-13中,M06是换刀指令,M19是主轴定向指令,这两个信号并联做主轴定向控制的主指令信号。AU-TO为自动工作状态信号,手动时AU-TO为“0”,自动时为“1”,RST为CNC系统的复位信号。ORCM为主轴定向继电器,其触点输出到机床控制主轴定向。ORAR为从数控机床侧输入的“定向到位”信号。
在CNC装置中,为了检测主轴定向是否在规定时间内完成,设置了定时器TMR功能。整定时限为4.5s(视需要而定)。当在4.5s内不能完成定向控制时,将发出报警信号。R1为报警继电器。
在梯形图中应用了功能指令TMR进行定时操作。4.5s的延时数据可通过手动数据输入面板MDI在CRT上预先设定,并存入第203号数据存储单元TM01即1#定时继电器。
TMR定时器的定时数据设定以50ms为单位。将延时时间化为毫秒数再除以50,然后以二进制数写入选定的储存单元,本例延时4.5s,即4500ms,除以50得到90,将90以二进制数表示为01011010,存入203号单元,只占用16位的203单元中的低8位。
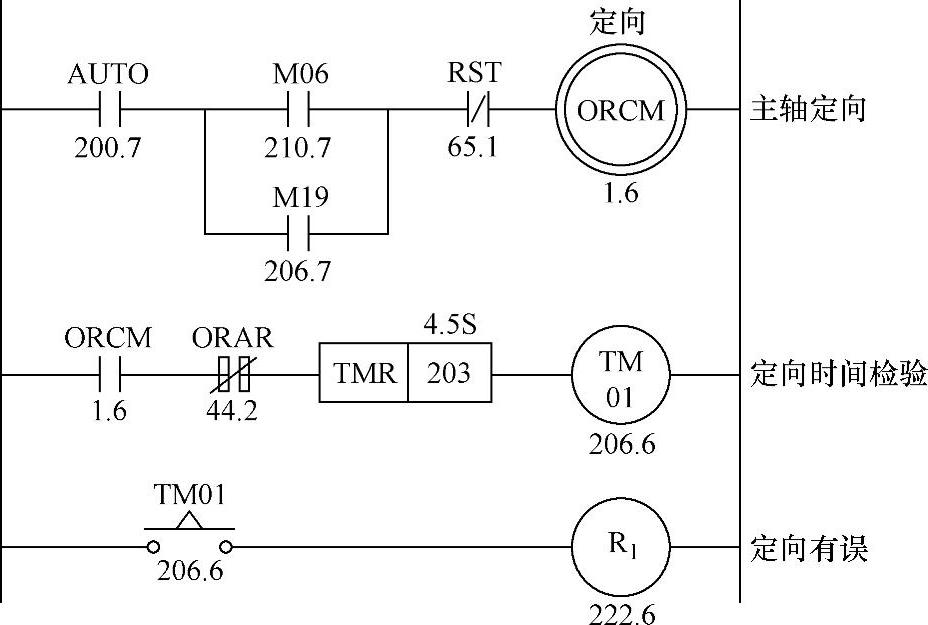
图5-13 数控机床主轴定向运动的控制梯形图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。