



数控机床运行的过程就是在数控软件的控制下机床的动作过程。完好的硬件和完善的软件以及正确的操作,是数控机床能够正常进行工作的必要条件。所以数控机床在出现故障之后,除了硬件控制系统故障之外,还可能是软件系统出现了问题。
①数控机床停机故障多数是由软件错误或操作不当引发的。
②优先检查软件可以避免因拆卸机床而引发的许多麻烦。
软件故障只要将软件内容恢复正常就可排除故障,所以软件故障也称为可恢复性故障。
1.软件配置
总的来说,数控系统软件包括三个部分:
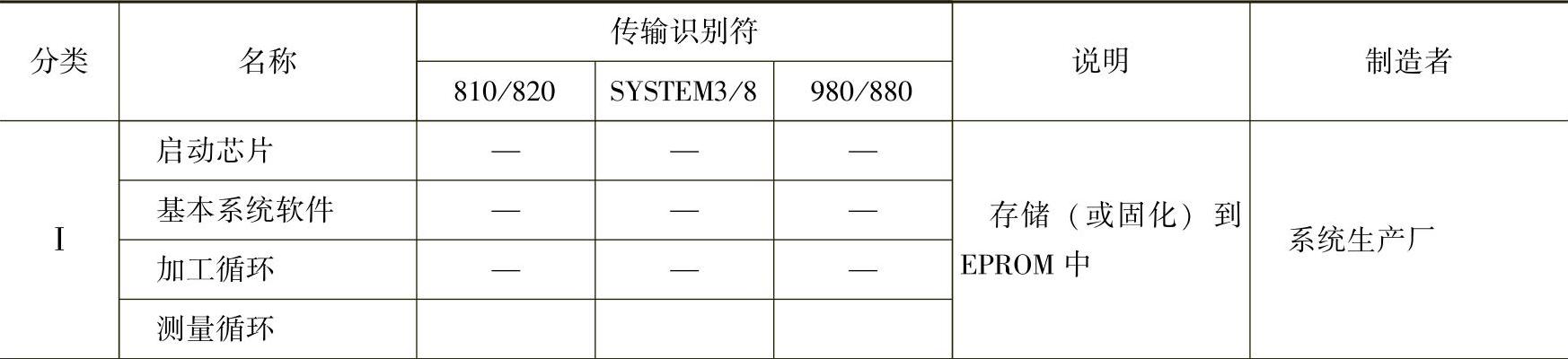
第一部分由数控系统的生产厂家研制的启动芯片、基本系统程序、加工循环、测量循环等组成。出于安全和保密的需要,这些程序出厂前被预先写入到EPROM中,构成了具体的系统。这部分软件对于机床生产厂和机床用户读出、复制和恢复都很难。如果因为意外破坏了该部分软件,应注意所使用的机床型号和所使用的软件版本号,及时与数控系统的生产厂家取得联系,要求更换或复制软件。
第二部分由机床制造厂编制的针对具体机床所用的数控机床数据、PLC机床数据、PLC报警文本、PLC用户程序等组成。PLC用户可以随时根据具体的使用要求和具体机床的性能对它进行修改。这部分软件是由机床的生产厂在出厂前分别写入到RAM和EPROM中,并且提供有技术资料加以说明。由于存储于RAM中的数据容易丢失,所以机床用户可以对这部分软件数据进行改写、清除。
第三部分由机床用户编制的加工主程序、加工子程序、刀具补偿参数、零点偏置参数、R参数等组成。这部分软件或参数被存储于RAM中,是与具体的加工密切相关的。因此,对它们的正确设置、更改是机床正确完成加工所必备的。
以上几部分软件均可通过多种存储介质(如软盘、硬盘、磁带、纸带等)进行备份,以便出现软件故障时进行核查或恢复。
以SIEMENS SINUMERIK系统为例可见表4-5。
表4-5 SIEMENS SINUMERIK系统
(续)

2.数控机床(CNC)的典型软件结构
CNC系统软件由管理软件和控制软件组成。管理软件包括I/O处理、显示、诊断等;控制软件包括译码、刀具补偿、插补运算、速度处理、位置控制等。数控系统的软件结构和硬件结构两者相互配合,共同完成数控系统的具体功能。早期数控装置的数控功能全部由硬件实现,而现代CNC的功能则由软件和硬件共同完成。
目前CNC系统的软件一般采用两种类型的结构:前后台型结构和中断型结构。
1)前后台型结构。所谓前后台型是指在一个定时采样周期中,前台任务开销一部分时间,后台任务开销剩余部分的时间,共同完成数控加工任务。定时采样周期的经典值为10ms,为一实时系统。前台任务一般设计成中断服务程序,主要实现插补、伺服控制、PLC功能和实时监控等;后台任务则包括数据输入、译码、数据处理、显示、通信及管理等实时性较差的一些功能,在结构上是一个循环程序。
2)中断型结构。CNC系统软件的各种功能子程序被安排在级别不同的中断服务程序中,整个数控软件是一个大的中断系统,通过各级中断程序之间的通信实现管理功能。
3.软件故障发生的原因
软件故障是由软件变化或丢失而形成的。软件故障形成的可能原因如下:(https://www.xing528.com)
1)误操作引起。在调试用户程序或修改机床参数时,操作者删除或更改了软件内容或参数,从而造成软件故障。
2)供电电池电压不足引起。机床软件一般存储于RAM中,为RAM供电的电池电压经过长时间的使用后,电池电压降低到额定值以下,或在停电情况下拔下为RAM供电的电池或电池电路断路或短路、接触不良等都会造成RAM得不到维持电压,从而使系统丢失软件及参数。
这里要特别注意以下几点:
①对长期闲置不用的数控机床应经常定期开机,以防电池长期得不到充电,造成机床软件的丢失。实际上,数控机床开机也是对电池充电的过程。
②为RAM供电的电池出现电量不足报警时,应及时更换新的电池,以防最后连报警都无法提供,出现软件和数据的丢失。
3)干扰信号引起。有时电源的波动及干扰脉冲会串入数控系统总线,引起时序错误或造成数控装置等停止运行。
4)软件死循环。运行复杂程序或进行大量计算时,有时会造成系统死循环引起系统中断,造成软件故障。
5)操作不规范。这里指操作者违反了机床的操作规程,从而造成机床报警或停机现象。如数控机床开机后没有进行回参考点操作,就进行加工零件的操作。
6)用户程序出错。由于用户程序中出现语法错误、非法数据、运行或输入中出现故障报警等现象。
4.软件故障的排除
软件故障排除的基本原则就是把出错的软件改过来。但查出问题、定位故障部位是不容易的,所以,有时解决故障的方法是消掉程序,重新输入。
1)对于软件丢失或变化造成的运行异常、程序中断、停机故障,可采取对数据、程序更改补充方法,也可采用清除、重新输入法。这类故障主要是指存储在RAM中的NC数据、设定数据、PLC机床程序、零件程序的丢失或出错。这些数据是确定系统功能的依据,是系统适配于机床所必需的,出错后造成系统故障或某些功能失效。PLC机床程序出错也可能造成机床停机,对于这种情况,找出出错位置或丢失的位置,更改补充之后,故障就可以排除。若出错较多,丢失较多,采用清除、重写入的方法来恢复更好一些。但要注意,许多系统在清除系统所有软件后会使报警消失,因此,执行清除前应有充分准备,必须把现行可能被清除的内容记录下来,以便清除后恢复它们。
2)对于机床程序和数据处理中发生了引起中断的运行结果而造成的故障停机,可采取硬件复位的方法,即关机后再开系统电源来排除。
NC Reset和PLC Reset分别可对系统NC、PLC复位,使后继操作重新开始,但它们不会破坏有关的软件及正常的中间处理结果。不管任何时候都允许这样做,以消除报警。也可采用清除法,但对NC和PLC采用清除时,可能会使数据和程序全部丢失,这时应注意保护不想清除的部分。
开关系统电源的作用与使用Reset法相类似。系统出现故障后,有必要这样做。
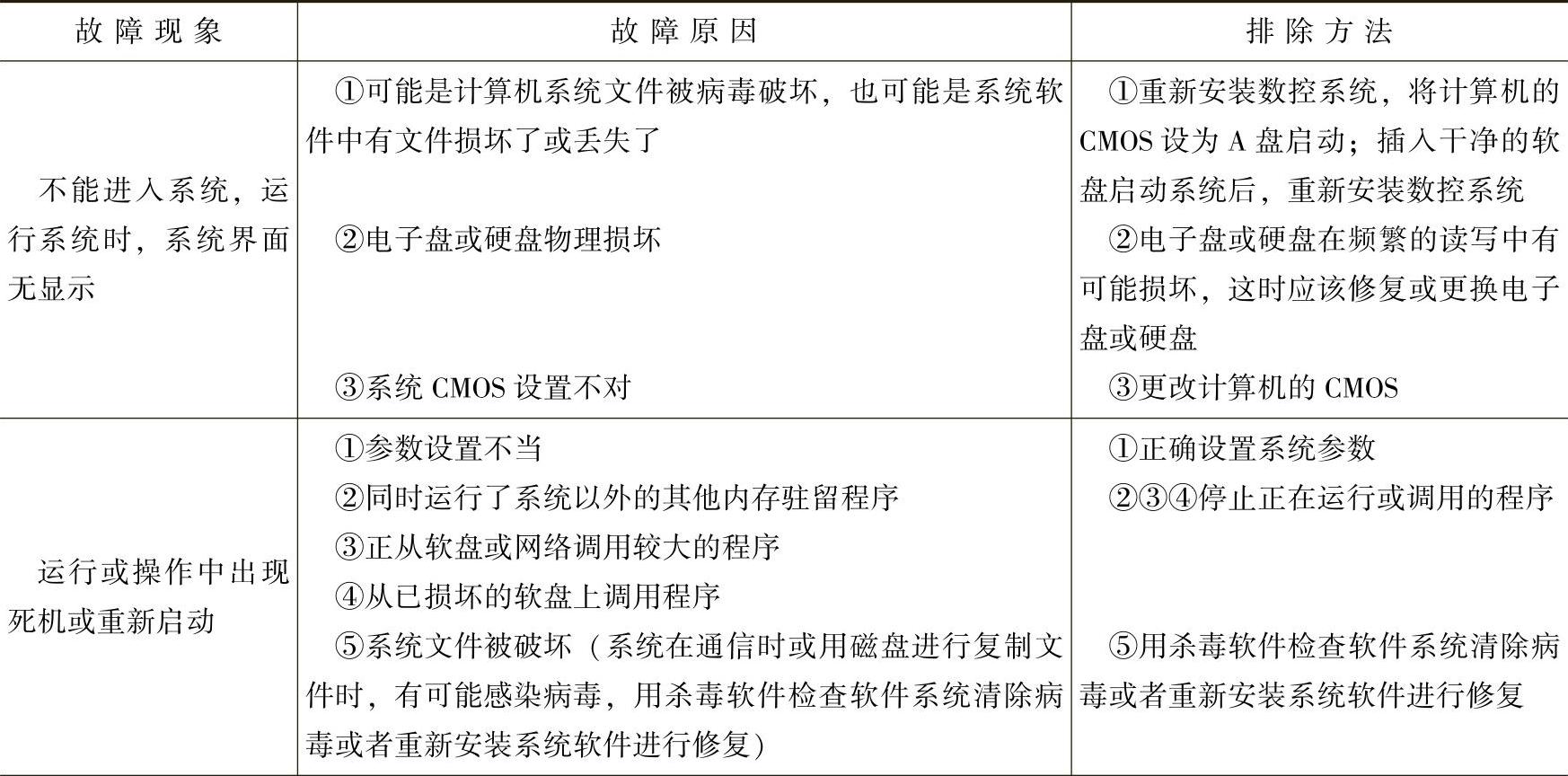
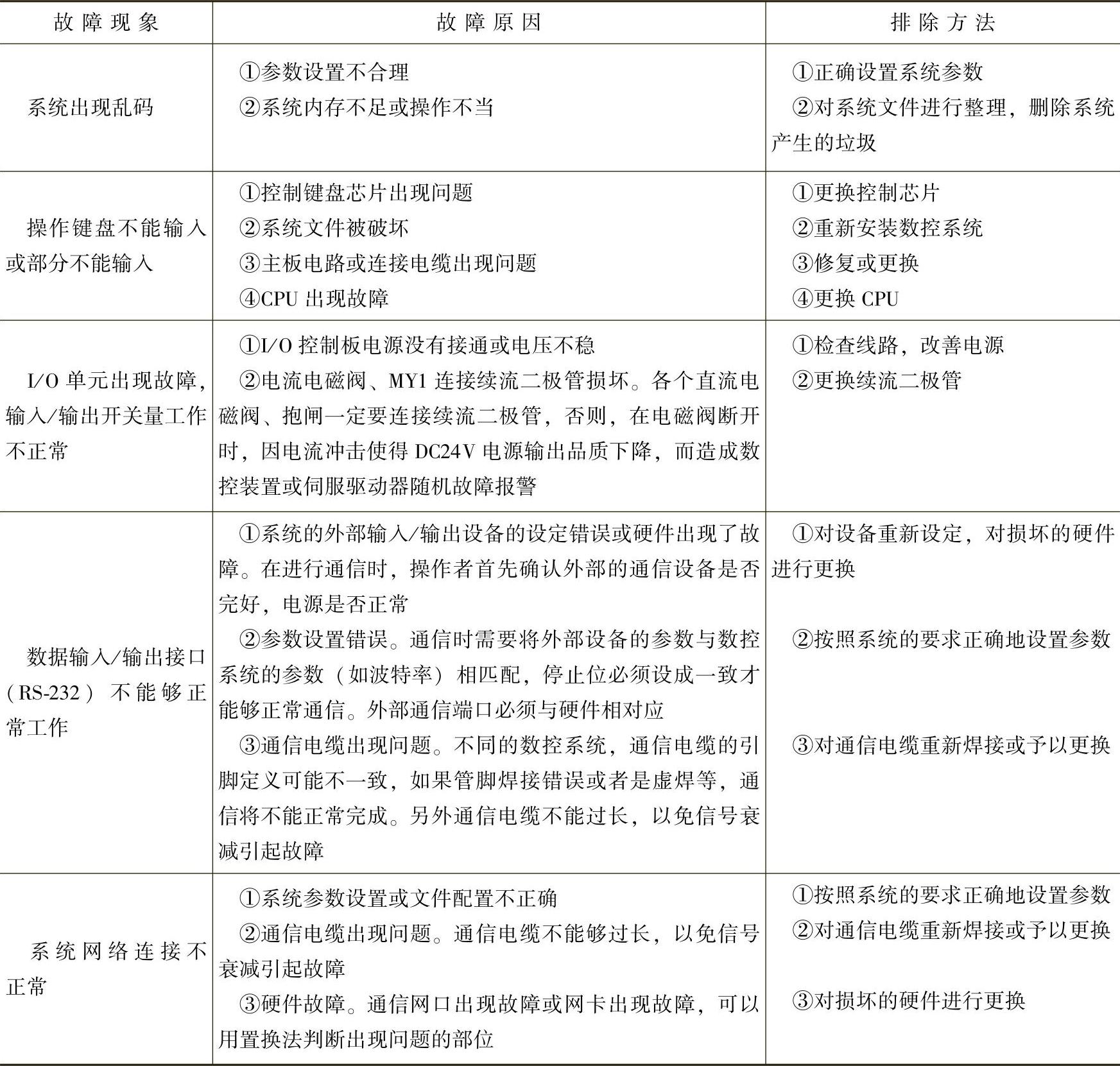
关于软件故障现象、原因及排除方法见表4-6。
表4-6 软件故障现象、原因及排除方法
(续)
例如:有一台TC1000型加工中心,故障现象是CRT显示混乱,重新输入机床数据,机床恢复正常,但停机断电后数小时再启动时,故障现象再一次出现。经检查是MS140电源板上的电池电压降到下限以下,换电池后重新输入数据,故障消失。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。