



机床数据(MD)是机床控制参数。SINUMERIK 840D的控制功能非常丰富,既可以控制数控车床,也可以控制镗铣床;既可以控制大转矩电动机,也可以控制小转矩电动机,这主要由相应的MD和PLC程序决定。下面介绍MD的安装与调试过程。
1.NCK内存的清除与标准机床数据的装载
先将S3拧到“1”按“Reset”键,这样可装入标准MD;然后再将S3拧到“0”正常工作状态,这时,系统已完成清内存,并将标准的机床数据装载到NCK内。标准机床数据是SIEMENS公司为用户搭建的一个简单的、小规模的机床数据平台。用户根据被控机床的特点,而在标准机床数据的基础上开发设置被控机床所需要的机床参数。
2.用户机床参数的设置
SINUMERIK 840D的机床参数很多,从类型来看,有以下几类:通用机床数据、特殊机床数据、主轴机床数据、进给轴机床数据等。
1)进入机床参数设置菜单。按软功能键菜单选择:【Diagnose】→【Start up】→【Set password】,输入密码“SUNRISE”(SUNRISE是SINUMERIK 840D出厂通用密码,机床制造厂或最终用户可以修改设置该密码),按软功能键【OK】,再按软功能键【Machine Data】,进入参数菜单。
2)系统设定数据。按软功能键【General】进行系统设定数据的设置。这时用【Display Option】取消过滤器(Filter)功能,使所有的机床数据都不被过滤。
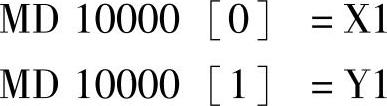
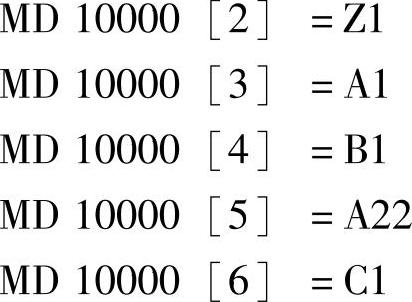
系统设定数据主要包括SINUMERIK 840D数控系统的一些运行参数,如轴名、系统时钟周期、位置控制周期、换刀时间等系统参数。TURBOMILI-1800叶片加工中心轴名设置共有X、Y、Z、A、B、C共6个轴。其中,X、Y、Z为3个直线轴:A、B为两个旋转轴,A1和A22为A轴的主从轴;C轴是主轴的定向轴。在同一通道内,轴名不能重复。
系统时钟周期、位置控制周期等系统参数一般在4~8ms,与NCU的种类和软件版本有关。
3)设置通道特殊机床数据。按软功能键【Channel Specific】,进入通道机床数据(MD)的设置。通道特殊机床数据主要说明本设备所处的通道号,以及轴号与轴名的对应关系。
MD20000号机床参数定义本机床使用的通道号:
4)按垂直软功能键的【NCK-Reset】。上述参数,都是在数控系统复位后才生效,按机床操作员面板OP031的垂直软功能【NCK-Reset】键,NCK复位,参数生效。
5)轴特殊机床参数的设置。按水平软功能键【Axis-specific】设置进给轴相关机床参数,主要包括驱动给定特性、动态特性、运动特性等。以X轴为例说明轴参数的设置:
MD30130=1:此参数设置坐标轴控制器输出类型:“1”为指令轴模式;“0”为模拟轴模式。
MD30200=1:此参数设置坐标轴编码器个数:“1”为半闭环结构,1FT6系列交流伺服电动机内置编码器既执行速度反馈,也执行位置反馈;如为“2”,一般为全闭环结构。1FT6系列交流伺服电动机内置编码器只执行速度反馈,第2测量系统直线光执行位置反馈。如果是旋转轴,那么,和回转中心同轴安装的编码器,则可作为第2测量系统。
MD30240=1:此参数设置坐标轴实际值反馈口,设“0”为模拟轴。
MD31030=20:此参数设置坐标轴滚珠丝杠螺距大小。
MD32000=40000:此参数设置坐标轴的最大工作速度,一般要小于可设的最大速度。例如:有一轴,电动机2000r/min,丝杠螺距20mm,电动机丝杠直接连接,则最大速度为40000mm/min,所以一般要处理好电动机转速、传动比、传动精度、丝杠螺距、坐标轴的最大工作速度的相互关系。
MD32010=5000:此参数设置坐标轴的点动(JOG)工作速度。例如:本坐标轴点动速度为5000mm/min,一般要小于可设的最大速度。
MD32020=10000:此参数设置坐标轴的点动快速(JOG RAPID)工作速度,通常要小于可设的最大速度,一般设置为点动速度的2倍。例如:本坐标轴点动快速速度为100000mm/min。
MD32260=2000:此参数设置坐标轴驱动电动机的额定转速。例如:本坐标轴驱动电动机额定转速为2000r/min。
此外,有关回参考点的一些参数也是重要的。
MD34000=1:“1”代表回参考点减速开关生效;若设置为“0”,代表回参考点减速开关未激活。(https://www.xing528.com)
MD34010=0:“0”代表回参考点减速开关的方向为负;若设置为“1”,代表回参考点减速开关的方向为正。
MD34020=10000:代表寻找减速开关的速度为10000mm/min。
MD34040=200:代表寻找零脉冲的速度为200mm/min。
按垂直软功能键的【Axis+】或者【Axis-】,选择各轴参数设置页面。尽管SINU- MERIK840D可控轴数有31个,只有通用数据定义的轴,才会在此时循环出现。
用同样方法,设置Y、Z、A、B轴特殊机床数据。
6)按垂直软功能键【NCK-Reset】,在机床参数中,一些参数例如一些动态参数能立即生效;一些参数在按垂直软功能键复位【RESET】键后生效;一些参数例如一些硬件配置参数必须按垂直软功能键NCK复位【NCK-Reset】使系统重新启动后才能生效。
7)利用IBN-Tool软件配置驱动及其参数。配置驱动系统,既能在MMC 103人机通信CPU上、也能在程编器PG(或PC)上装上IBN-Tool软件后完成下列选择驱动模块和电动机的工作。下面以在MMC 103人机通信CPU上完成为例,说明轴驱动系统及其参数的配置过程。
按水平软功能键【Driver Config】,进入驱动配置页面。表3-24是TURBOMILL-1800五联动叶片加工中心驱动模块布置表。
表3-24 TURBOMILL-1800五联动叶片加工中心驱动模块布置

按水平软功能键【Insert Model】,根据实际情况选1Axis或者2Axis,这里全选择单轴模块;再按【Select Power Section】根据定货号选择。表3-25是TURBOMILL-1800五联动叶片加工中心驱动模块配置表。按水平软功能键【Save】→【OK】→【NCK Reset】,未做驱动配置时,主轴驱动MSD(Main Spindle Driver)、进给驱动FDD(FeeD Driver)软功能键是浅灰色的,未被激活;驱动配置完成后,主轴驱动MSD(Main Spindle Driver)、进给驱动FDD(FeeD Driver)软功能键变得清晰,被激活。
表3-25 TURBOMILL-1800五联动叶片加工中心驱动配置

选电动机:按水平软功能键【FDD】→【Motor Controller】→【Motor Select】,按照电动机表牌选相应代号的电动机。用垂直软功能键【Driver+】或者【Driver-】选下一坐标轴电动机参数设置,直到X、Y、Z、A、A22、B等进给坐标轴电动机参数设置完后,进入主轴电动机参数设置。
再按水平软功能键【MSD】→【Motor Controller】→【Motor Select】,按照电动机表牌选相应代号的电动机。7个电动机全部选完后,按水平返回软功能键【Back】→【Boot File】→【Boot File/NCk rest】→【Save BootFile】→【Save All】。
垂直软功能键【NCK-Reset】上电成功后,611D各模块上的红色LED灯均灭,7个轴驱动配置成功。
8)主轴机床参数的设置。
①按水平软功能键【Start-up【Machine Date】→【Axis-Specific】,选择第6轴。
MD30300=1:第6轴为旋转轴。
MD30310=1:以360°为模。
MD30320=1:显示以360°为模。
MD35000=1:该轴为第1主轴。
②垂直软功能键【NCK-Reset】上电成功后,还需对主轴的机械每档的转速、总的转速范围等参数进行设置。
综上所述,PLC程序及SINUMERIK 840D机床参数的设置,这两者是应用数控系统的主旋律,在系统应用调试中要统筹兼顾,不能把两者截然分开。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。