



PLC是一个用于数控机床的可存储可编程的逻辑控制器,在SINUMERIK802C base line控制系统中设有独立硬件,其任务是控制机床相关功能的顺序。
PLC循环执行用户程序,并按刷新处理映像(输入、输出、用户接口、定时器相同的指令顺序)→处理通信(操作面板、PLC 802编程工具)→执行用户程序→处理报警→输出处理映像(输出、用户接口)相同顺序运行。
1.PLC的初始运行
在SINUMERIK 802SC base line工具盒的“PLC 802SC base line库”中存储有用于控制器组装后的第一次控制功能测试的模拟程序,是802 SC base line完整系统硬件的一部分。在没有数字输入和输出模块的情况下,模拟程序能使控制系统工作,处理所有定义的键和轴键盘的预定键。进给轴和主轴切换到模拟状态后,不执行实际轴运动,而将每个进给轴/主轴的使能信号置于禁止状态,使用户可利用该程序测试系统各部件的内部关系。
PLC初始运行时置MD20700为零,按下【诊断】→【调试开关】→【PLC】键选择模拟,通过【诊断】→【维修信息】→【版本/PLC应用】进行检查。
另外,控制系统带有一个通用的用户程序,可以通过设定PLC机床数据,选择加工类型(车床或铣床)。
2.PLC的启动方式(https://www.xing528.com)
PLC有两种启动方式,启动菜单如表3-10所示。
表3-10 PLC启动菜单
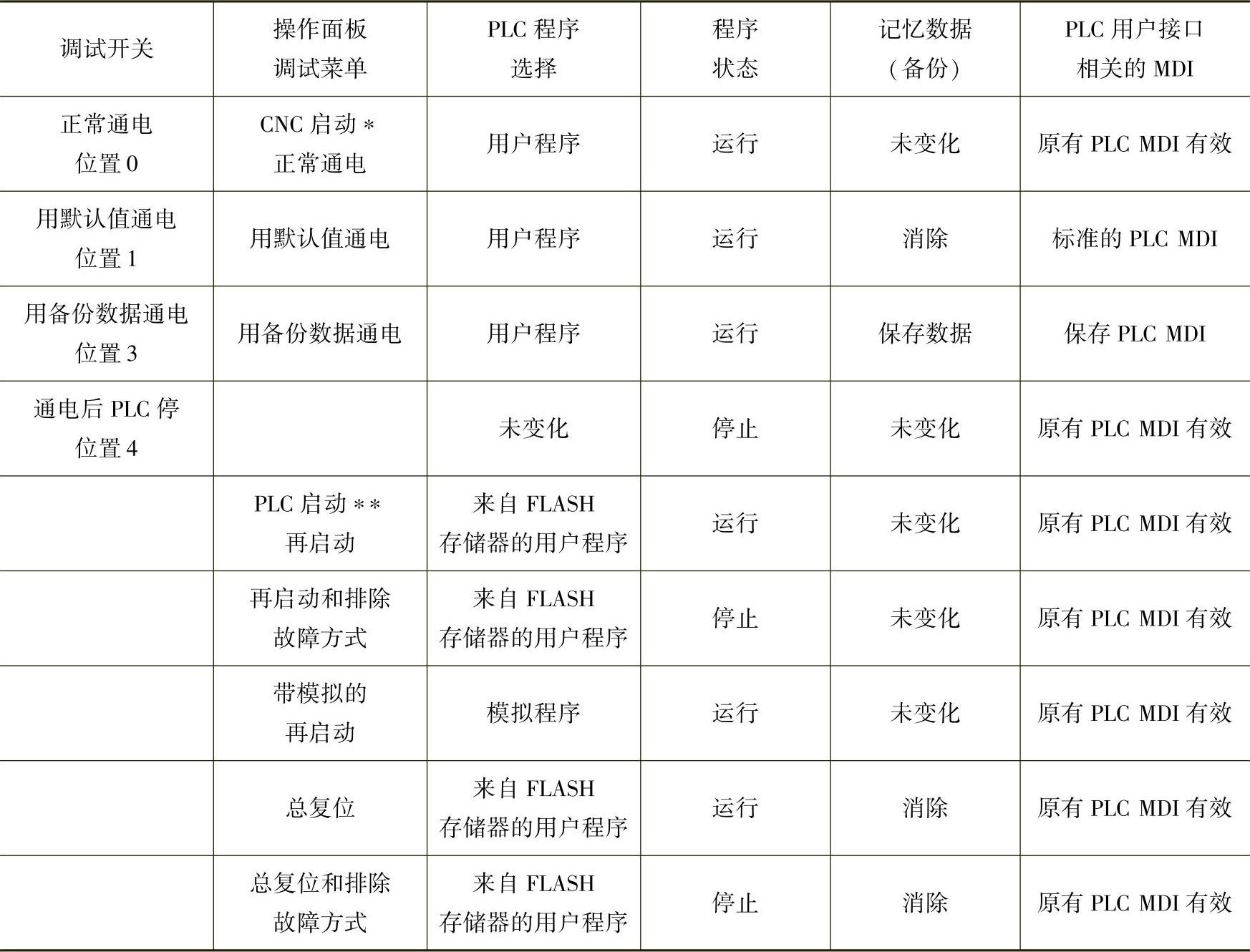
表(3-10)中,∗表示按【诊断】→【调试】→【调试开关】→【CNC】键操作;∗∗表示按【诊断】→【调试】→【调试开关】→【PLC】键操作。
无论控制系统处于工作还是通电状态,调试开关都可使PLC停止。无论是由软件还是由硬件调试开关设定的通电方式,都仅在下一次通电后才生效。硬件调试开关置于“PLC停”(位置4)会立即生效,而通过操作面板按键设定的通电方式的优先级高于硬件调试开关的优先级。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。