



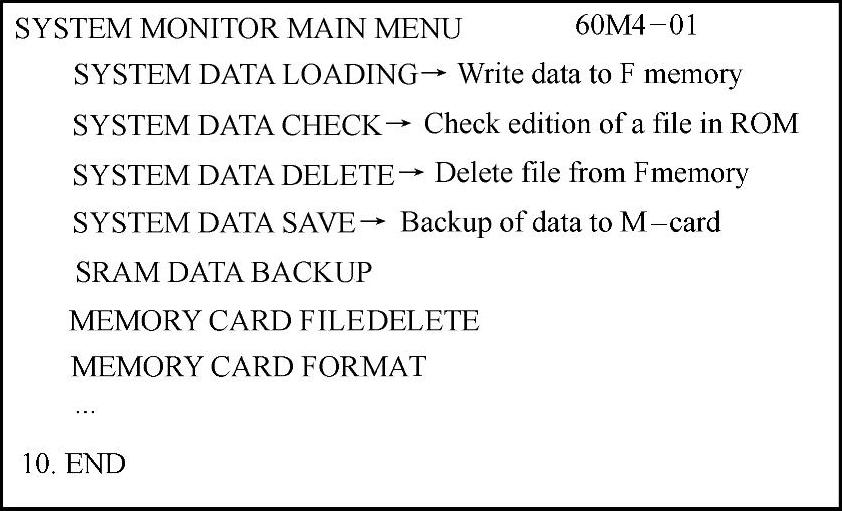
图3-11 系统引导页面
这一步骤看似与调试无关,却非常重要。当机床出现故障或数据丢失时,可以节省很多工作量,少走不必要的弯路,尽快恢复生产。
1.利用存储卡存CNC的数据
利用FANUC 0i的PCMCIA(Personal Computer Memory Card International Associa-tion)存储卡功能保存CNC的数据,例如参数、加工程序、刀偏量等。需要恢复时,将数据重新送入,同时按下CNC ON键和LCD屏幕右下角最右两个软键,直到出现系统引导(boot system)页面,如图3-11所示。按照页面上的英文提示操作即可。
在数控系统的Rash memory中存有两组文件:系统文件(system file)和用户文件(user file),由FANUC提供的CNC系统软件、伺服控制软件属于系统文件;PMC顺序程序、P-CODE宏程序和其他用户文件属于用户文件。在系统的SRAM区中存放机床参数、零件程序、刀具偏置量,由电池保持。经常做的是以上页面中显示的第五项:SRAM DATA BACK-UP(SRAM数据备份)。
2.利用PC保存CNC的数据
利用PC保存CNC参数的步骤如下:
1)选择EDIT(编辑)方式。
2)按SYSTEM键,再按PARAM软键,选择参数画面。
3)按(OPRT)软键,再按连续菜单扩展键。
4)启动计算机侧传输软件处于等待输入状态。
5)系统侧按PUNCH软键,再按EXEC软键,开始输出参数。同时画面下部的状态显示上的“OUTPUT”闪烁,直到参数输出停止,按RESET键可停止参数的输出。
3.利用PC恢复CNC的数据
利用PC恢复CNC参数的步骤如下:
1)进入急停状态。
2)按数次SETTING键,可显示设定画面。
3)确认(参数写入=1)。
4)按菜单扩展键。(https://www.xing528.com)
5)按READ软键,再按EXEC软键后,系统处于等待输入状态。
6)计算机侧找到相应数据,启动传输软件,执行输出,系统就开始输入参数。同时画面下部的状态显示上的“INPUT”闪烁,直到参数输入停止,按RESET键可停止参数的输入。
7)输入完参数后,关断一次电源,再打开。
4.输出零件程序
1)选择EDIT(编辑)方式。
2)按PROG键,再按(程序)键,显示程序内容。
3)先按(操作)键,再按扩展键。
4)用MDI输入要输出的程序号。要全部程序输出时,按键0~9999。
5)启动计算机侧传输软件使其处于等待输入状态。
6)按PUNCH键、EXEC键后,开始输出程序。同时画面下部的状态显示上的“OUT-PUT”闪烁,直到程序输出停止,按RESET键可停止程序的输出。
5.输入零件程序
1)选择EDIT(编辑)方式。
2)将程序保护开关置于ON位置。
3)按PROG键,再按软键(程序),选择程序内容显示画面。
4)按软键OPRT、连续菜单扩展键。
5)按软键READ,再按EXEC软键后,系统处于等待输入状态。
6)计算机侧找到相应程序,启动传输软件,执行输出,系统就开始输入程序。同时画面下部的状态显示上的“INPUT”闪烁,直到程序输入停止,按RESET键可停止程序的输入。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。