



调出伺服的调整画面,在该画面上检查位置误差、实际电流和实际速度。位置环增益是机床运动坐标自身性能优劣的直接表现而并非可以任意放大。数控系统的位置伺服系统一般可分为位置环和速度环,即系统中包含有位置反馈与速度反馈两个反馈回路,如图3-7所示。
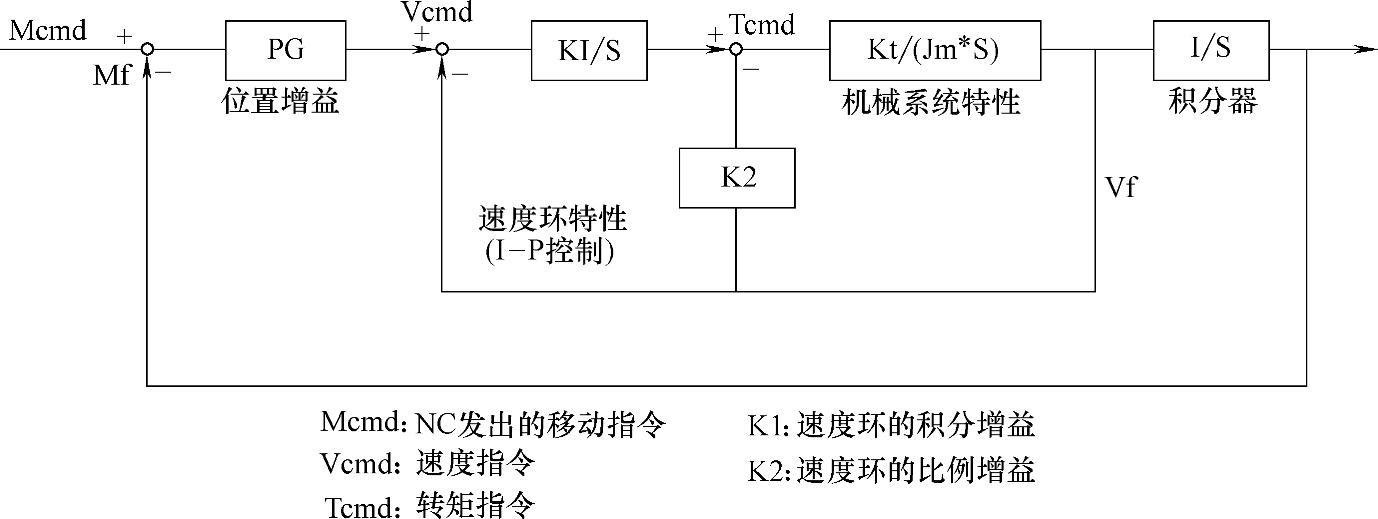
图3-7 伺服系统控制框图

图3-8 伺服调整画面
按下【SYSTEM】→【>】→【SV-TUV】,若无伺服设定画面显示,设定3111号参数bit0=1,设定好后,将CNC单元关机,然后再开机,伺服调整画面如图3-8所示。
伺服调整画面各项目对应的参数说明如下。
Func bit:功 能 位,在P1808中设定;
Loop gain:回 路 增 益,在P1825中设定。当回路增益增加时,位置控制的响应将会得到改善,但回路增益过大,就会导致伺服系统抖动;
Tuning at:调整开始位,用于自动调整功能;
Set period:设定周期,用于自动调整功能;
Int gain:积分增益,在P2043中设定;
Prop gain:比例增益,在P2044中设定;
Filter:滤波增益,在P2067中设定;
Veloe gain:速度增益,在P2021中设定。负载的惯量比按百分数显示,无负载的电动机,显示值为100%;
Alarm1:诊断号,对应诊断号200;
Alarm2:诊断号,对应诊断号201;
Alarm3:诊断号,对应诊断号202,可查看有关串行脉冲编码器的报警;
Alarm4:诊断号,对应诊断号203;
Alarm5:诊断号,对应诊断号204;
诊断号200:

OVL:发生过载报警。(详细内容显示在诊断号201上)。
LV:伺服放大器电压不足的报警。
OVC:在数字伺服内部,检查出过流报警。
HCA:检测出伺服放大器电流异常报警。(https://www.xing528.com)
HVA:检测出伺服放大器过电压报警。
DCA:伺服放大器再生放电电路报警。
FBA:发生了断线报警。
OFA:数字伺服内部发生了溢出报警。
诊断号201:

当诊断号200的OVL为1时:
ALD:1:电动机过热;
0:伺服放大器过热。
当诊断号200的FBA为1时:

诊断号203:

PRM:数字伺服侧检测到报警,参数设定值不正确。
诊断号204:

OFS:数字伺服电流值的A/D转换异常。
MCC:伺服电磁接触器的接点熔断了。
LDA:LED表明串行编码器异常。
PMS:由于反馈电缆异常导致的反馈脉冲错误。
Loop gain:回路增益,伺服闭环增益的实际值显示;
Pos error:位置误差诊断,在P3000中查看,显示位置误差的实际值。位置误差=进给率(mm/min)(最小增量单位×60×回路增益×0.01)(mm);
Current(%):电流值的百分比显示实际的电流值;
Speed(rpm):当前速度(prm)显示实际速度。
以上各项根据FANUC伺服电动机参数手册进行调整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。