



1.电源的检查
检查电源输入电压是否与机床设定相匹配,频率转换开关是否置于相应的位置;检查确认变压器的容量是否满足控制单元和伺服系统的电能消耗;检查电源电压波动范围是否在数控系统允许的范围内。日本的数控系统一般允许在电压额定值的±10%范围内波动,而欧美的一些数控系统要求较高一些,要求在±5%以内。
对于采用晶闸管控制元件的速度控制单元和主轴控制单元的供电电源,一定要检查相序。在相序不正确情况下接通电源,可能使速度控制单元的输入熔丝烧断,这是由于误导通造成的大电流引起的。相序检查方法有用相序表测量和示波器测量两种。当相序接法正确,即与表上的端子标记的相序相同时,相序表按顺时针方向旋转。用示波器测量两相之间的波形,两相比较就可确定各相序。
各种数控系统内部都有直流稳压电源单元,为系统提供5V、-5V、24V等直流电压。因此,在系统通电前,需要用万用表来确认直流电源单元电压输出端对地是否短路。
接通电源之后,首先应该检查数控柜内各风扇是否旋转,确认电源是否接通;各种直流电压是否在允许的范围内波动。一般来说,5V电源主要供给逻辑电路,它的电压要求较高,其波动应在±5%范围内;24V的电源应在±10%允许的波动范围之内,超出范围要进行调整,以免影响系统的稳定性。
对整体钣金件和所有的部件进行确认,检查是否有错误、划伤等问题出现,并对钣金件进行整理和清洁;检查并确认所有线槽、导轨、UK3N端子排、接地排在钣金件上的固定是否采用的是M4×16十字圆头螺钉并加平垫圈和弹性垫圈;主接触器、UK16N端子排、浪涌吸收器、整流器在钣金件上的固定是否采用了M5×16十字圆头螺钉并加平垫圈和弹性垫圈;各器件是否按照装配图要求安装在导轨上。
2.参数设定中短接棒的设定
数控系统内的印制电路板上有许多短路棒用来短路的设定点,这项设定已由机床制造厂完成,用户只需确认与记录一下。但对于单个购入的数控装置,因为数控装置出厂时,是按标准方式设定的,不一定适合于具体用户的要求,用户则必须根据需要,自行设定。设定确认的内容随数控系统而定,一般有以下三方面:
1)确认控制部分印制电路板上的设定。主要确认主板、ROM板、连接单元、附加轴控制板以及旋转变压器或感应同步器控制板上的设定。这些设定与机床返回基准点的方法、速度反馈的检测元件、检测增量调节及分度精度调节等有关。(https://www.xing528.com)
2)确认速度控制单元印制电路板上的设定。在直流速度控制单元和交流速度控制单元上都有许多的设定点,用于选择检测元件的种类、四路增益以及各种报警等。
3)确认主轴控制单元印制电路板上的设定。无论直流还是交流主轴控制单元上,均有一些用于选择主轴电动机电流极限和主轴转数的设定点。但数字式交流主轴控制单元上已用数字设定代替短路棒的设定,故只能在通电时才能进行设定与确认。
3.确认数控系统中各种参数的设定
设定系统参数的目的是当数控装置与机床相连接时,能使机床具有最佳的工作性能。即使是同一种数控系统,其参数设定也随机而异。随机附带的参数表是机床的重要技术资料,应妥善保管,不得遗失,否则将给机床的维修和恢复性能带来困难。
显示参数的方法,随各类数控机床而异,大多数厂家产品可通过MDI/CRT单元上的参数键来显示已存入系统存储器的参数。显示的参数内容应与机床安装调试完成后的参数表一致。
如果所用的进给和主轴控制是数字式的,那么它的参数设定也是用数字设定,而不用短路棒,须根据随机所带的说明书予以确认。
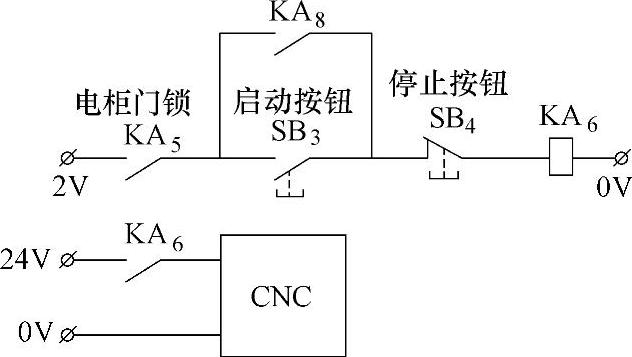
图2-24 CNC启动/停止电路
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。