



1.按刀柄的结构分
(1)整体式刀柄
如图2-6所示,这种刀柄直接夹住刀具,刚性好,但需针对不同的刀具分别配备,其规格、品种繁多,给管理和生产带来不便。
(2)模块式刀柄
如图2-7所示,模块式刀柄比整体式多出了中间连接部分,装配不同刀具时更换连接部分即可,克服了整体式刀柄的缺点,但对连接精度、刚性、强度等都有很高的要求。

图2-6 整体式刀柄

图2-7 模块式刀柄
2.按刀柄与主轴连接方式分
(1)一面约束
如图2-8所示的右半部,刀柄以锥面与主轴孔配合,但在端面部分有2mm左右间隙,此种连接方式刚性较差。
(2)二面约束
如图2-8所示的左半部,刀柄以锥面及端面同时与主轴孔配合,在高速、高精加工时,二面限位才能确保可靠。
3.按刀具夹紧方式分
(1)弹簧夹头刀柄
弹簧夹头刀柄主要用于装夹钻头、铣刀、丝锥、铰刀等,使用较多。采用ER型卡簧,适用于夹持直径16mm以下的铣刀进行铣削加工如图2-9所示;若采用C型卡簧,则称为强力夹头刀柄,可以提供较大夹紧力,适用于夹持直径16mm以上的铣刀进行强力铣削,如图2-10所示。
(2)侧固式刀柄
侧固式刀柄采用侧向夹紧,适用于切削力大的加工,但一种尺寸的刀具需对应配备一种刀柄,规格较多常用的侧固式刀柄如图2-11所示。

图2-8 刀柄一面约束与两面约束

图2-9 弹簧夹头刀柄与卡簧
a)ER型卡簧 b)弹簧夹头刀柄

图2-10 强力夹头刀柄与卡簧
a)C32型卡簧 b)强力夹头刀柄
(3)液压夹紧式刀柄
液压夹紧式刀柄采用液压夹紧,可提供较大夹紧力如图2-12所示。

图2-11 侧固式刀柄

图2-12 液压夹紧式刀柄
(4)热装刀柄
装刀时加热孔,靠冷却夹紧,使刀具和刀柄合二为一,在不经常换刀的场合使用如图2-13所示。

图2-13 热装刀柄
4.按允许转速分
(1)低速刀柄
低速刀柄主要指主轴转速在8000r/min以下的刀柄。
(2)高速刀柄
高速刀柄(即HSK刀柄)如图2-14所示,用于主轴转速8000r/min以上的高速加工,其上有平衡调整环,必须经过动平衡校验。

图2-14 HSK刀柄(https://www.xing528.com)
5.按所夹持的刀具分
(1)夹圆柱铣刀刀柄
夹圆柱铣刀刀柄用于夹持圆柱铣刀,如图2-15所示。

图2-15 夹圆柱铣刀刀柄
(2)面铣刀刀柄
面铣刀刀柄用于与面铣刀盘配套使用,如图2-16所示。
(3)莫氏锥柄刀柄
莫氏锥柄刀柄用于夹持带有莫氏锥度的钻头、铰刀等,刀柄上有扁尾槽及装卸槽,如图2-17所示。
(4)直柄钻头刀柄
直柄钻头刀柄用于装夹直径在13mm以下的中心钻、直柄麻花钻、铰刀等,如图2-18所示。

图2-16 面铣刀刀柄
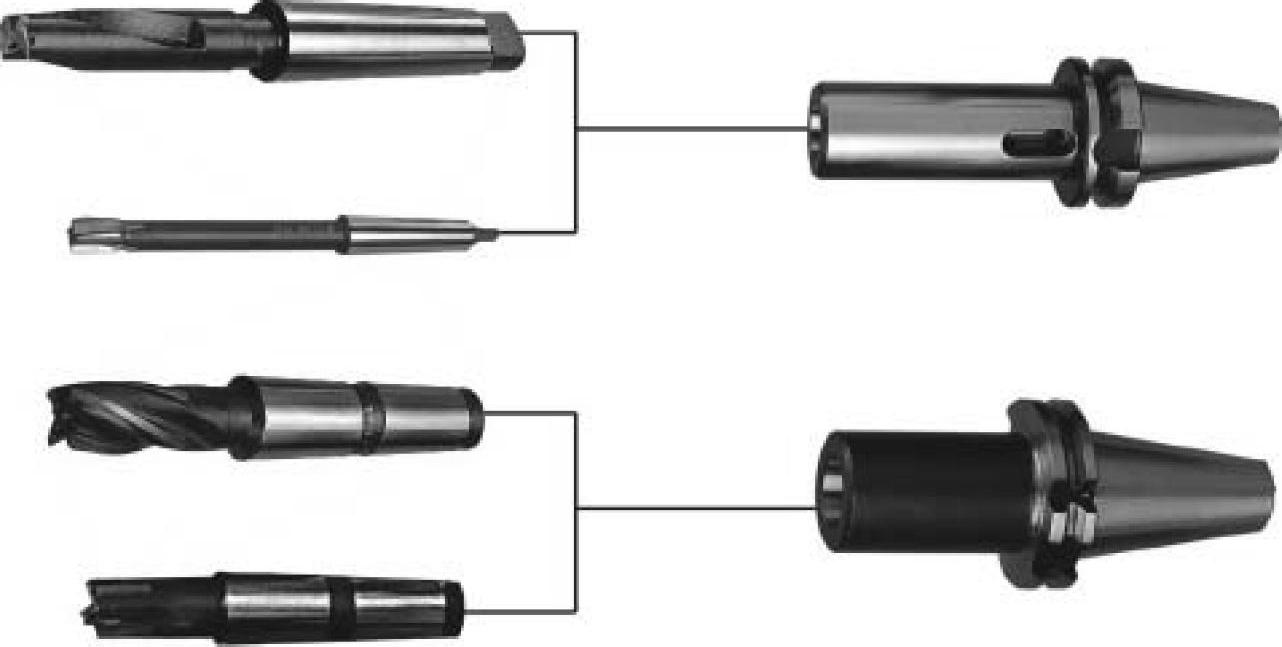
图2-17 莫氏锥柄刀柄

图2-18 直柄钻头刀柄
(5)镗刀刀柄
镗刀刀柄用于各种尺寸孔的镗削加工,有单刃、双刃以及重切削等类型,如图2-19所示。

图2-19 镗刀刀柄
(6)丝锥刀柄
丝锥刀柄用于自动攻螺纹时装夹丝锥,一般具有切削力限制功能,如图2-20所示。

图2-20 丝锥刀柄
6.其他刀柄
(1)增速刀柄
当加工所需的转速超过了机床主轴的最高转速时,可以采用增速刀柄将刀具转速增大4~5倍,扩大机床的加工范围,如图2-21所示。
(2)多轴刀柄
当同一方向的加工内容较多时,如位置相近的孔系,采用多轴刀柄可以有效地提高加工效率,如图2-22所示。

图2-21 增速刀柄

图2-22 多轴刀柄
(3)角度刀柄
除了使用回转工作台进行五面加工以外,还可以采用角度刀柄实现立、卧转换,达到同样的目的。转角一般有30°、45°、60°、90°等,如图2-23所示。
(4)中心冷却刀柄
中心冷却刀柄可以通过刀具中心第一时间将切削液输送到加工表面。为了改善切削液的冷却效果,特别是在孔加工时,采用这种刀柄可以将切削液从刀具中心喷入到切削区域,极大地提高了冷却效果,并有利于排屑。使用这种刀柄,要求机床具有相应的功能,如图2-24所示。

图2-23 角度刀柄

图2-24 中心冷却刀柄
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。