



【摘要】:数控铣床刀柄一般采用7∶24锥面与主轴锥孔配合定位,这种锥柄不自锁,换刀方便,与直柄相比有较高的定心精度和刚度。为了保证刀柄与主轴的配合与连接,刀柄及其尾部供主轴内拉刀机构使用的拉钉已实现标准化,应根据使用的数控铣床的具体要求来配备。在我国应用最为广泛的是BT40和BT50系列刀柄和拉钉。在满足加工要求的前提下,刀柄的长度应尽量选择短一些,以提高刀具加工的刚性。
切削刀具通过刀柄与数控铣床(加工中心)主轴连接,如图2-1所示。刀柄通过拉钉和主轴内的拉刀装置固定在主轴上,如图2-2所示。由刀柄夹持传递速度、转矩,刀柄的强度、刚度、耐磨性、制造精度以及夹紧力等对加工有直接的影响,进行高速铣削的刀柄还对动平衡、减振等有要求。数控铣床刀柄一般采用7∶24锥面与主轴锥孔配合定位,这种锥柄不自锁,换刀方便,与直柄相比有较高的定心精度和刚度。为了保证刀柄与主轴的配合与连接,刀柄及其尾部供主轴内拉刀机构使用的拉钉已实现标准化,应根据使用的数控铣床的具体要求来配备。常用的刀柄规格有BT30、BT40、BT50或者JT30、JT40、JT50,如图2-3所示。在高速加工中心则使用HSK刀柄,如图2-4所示。在我国应用最为广泛的是BT40(见图2-5)和BT50系列刀柄和拉钉。其中,BT表示采用日本标准MAS403的刀柄,其后数字为相应的ISO锥度号,如50和40分别代表大端直径69.85和44.45的7∶42锥度。在满足加工要求的前提下,刀柄的长度应尽量选择短一些,以提高刀具加工的刚性。
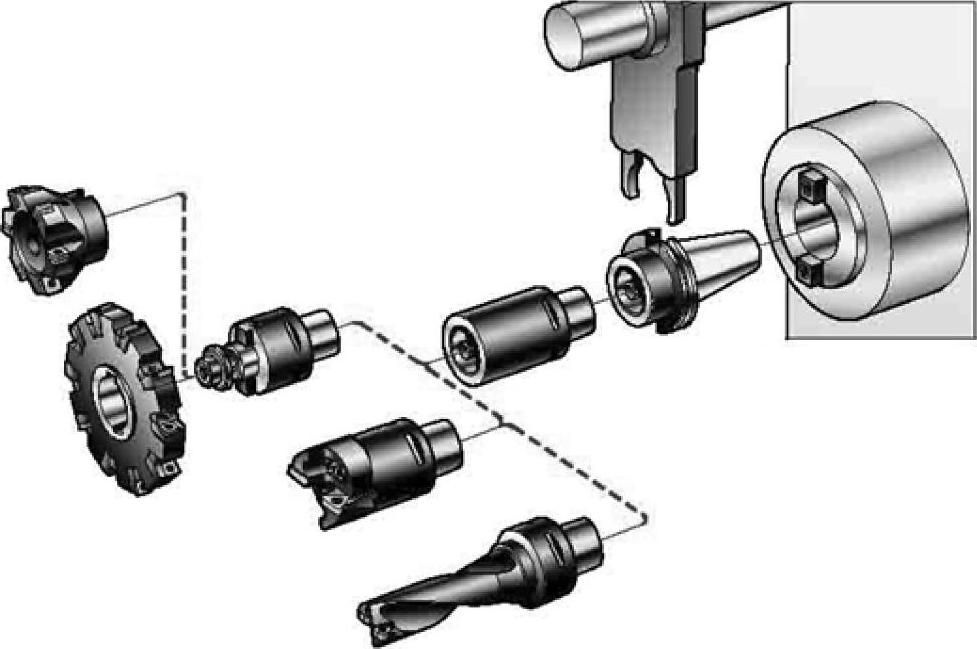
图2-1 刀柄与主轴连接
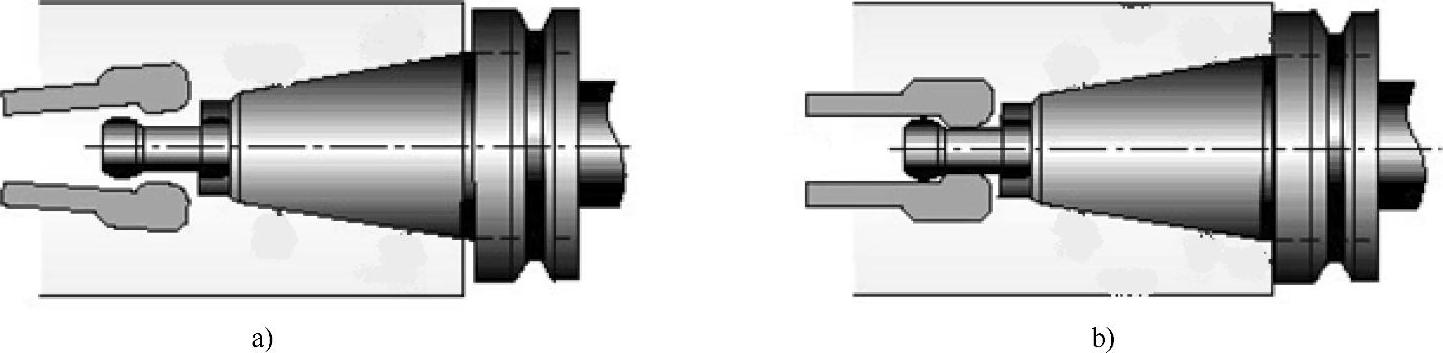
图2-2 拉钉和拉刀装置
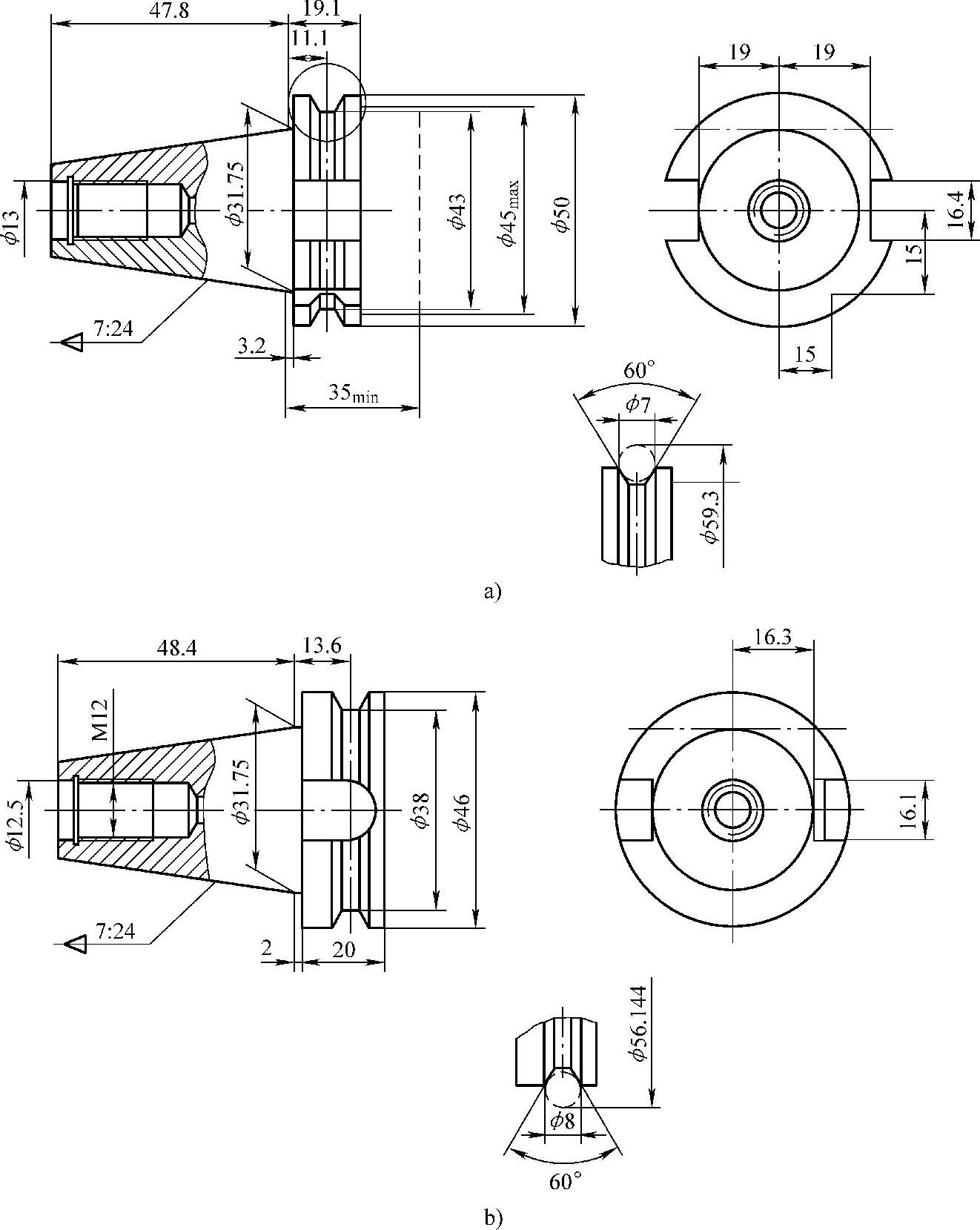
图2-3 常用JT、BT系列刀柄
a)JT30刀柄 b)BT30刀柄
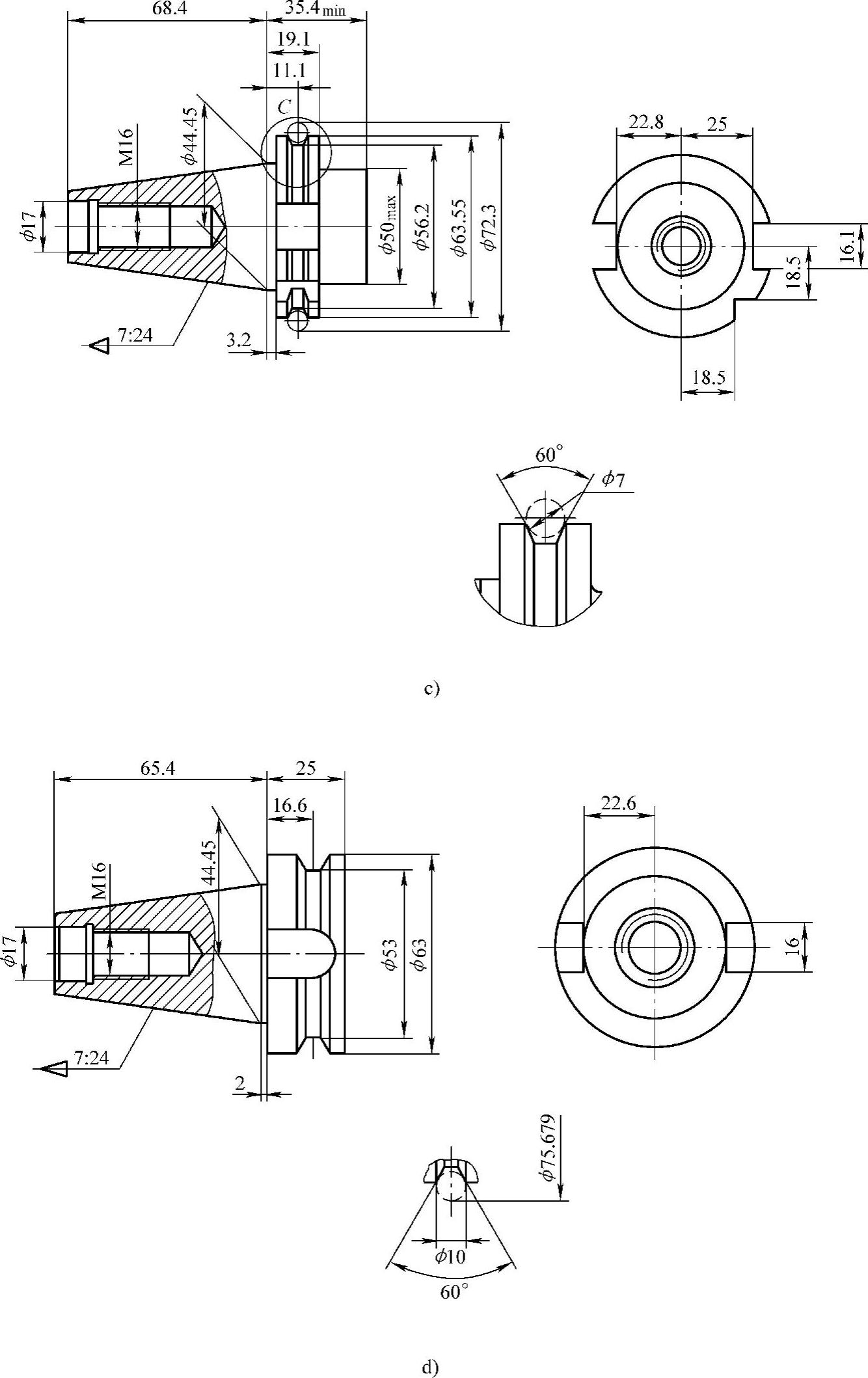
图2-3 常用JT、BT系列刀柄(续)(https://www.xing528.com)
c)JT40刀柄 d)BT40刀柄
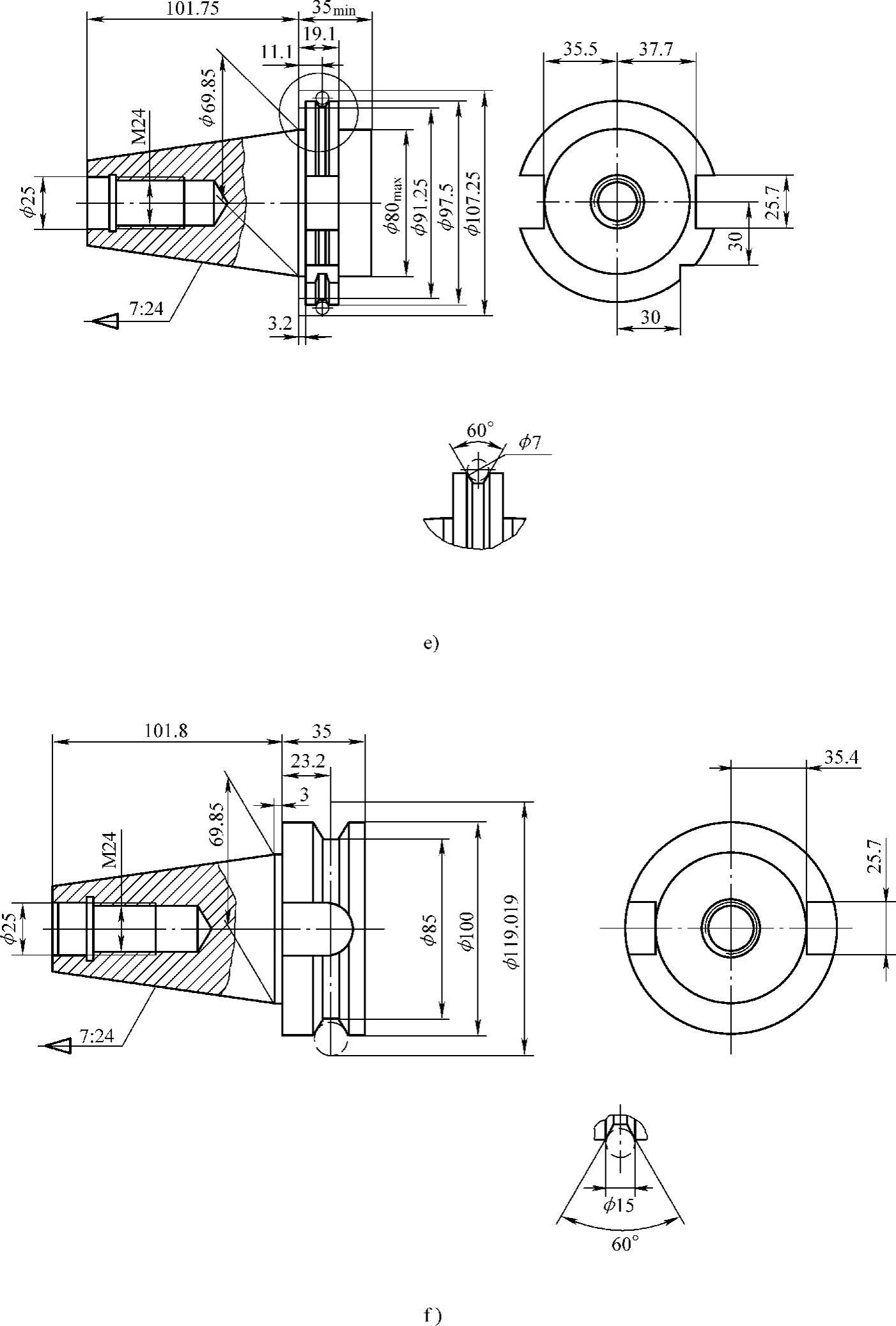
图2-3 常用JT、BT系列刀柄(续)
e)JT50刀柄 f)BT50刀柄
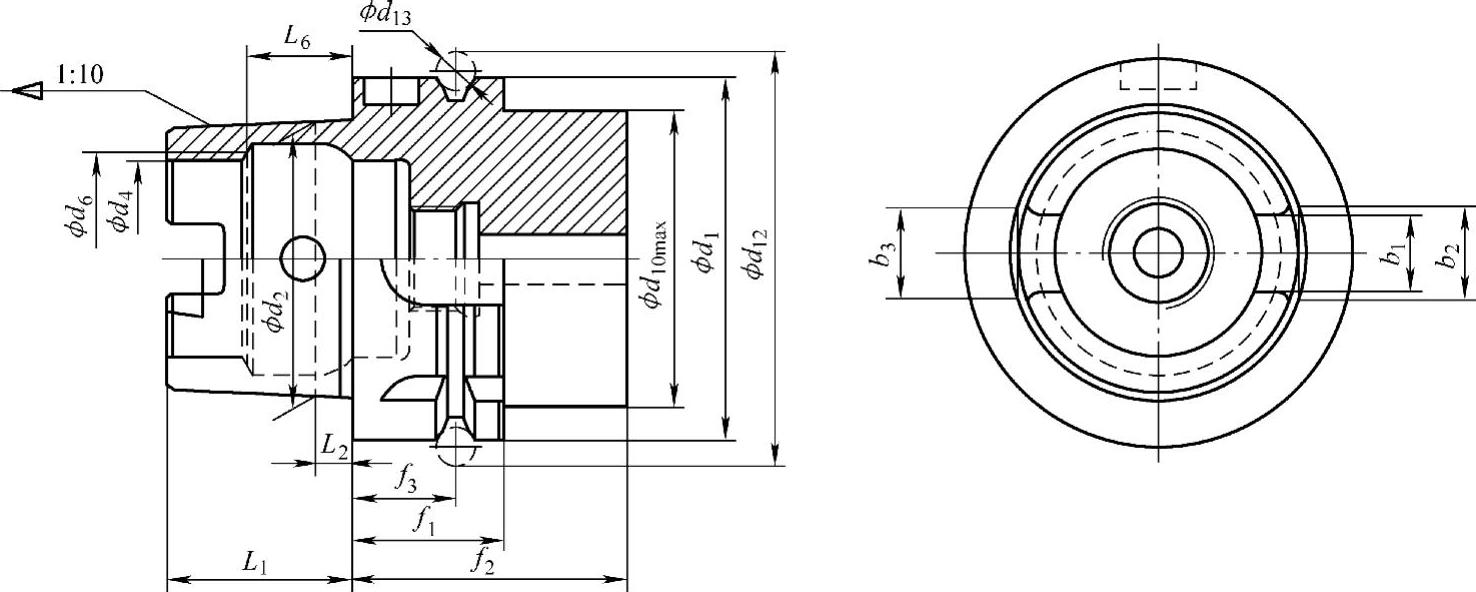
图2-4 HSK高速刀柄
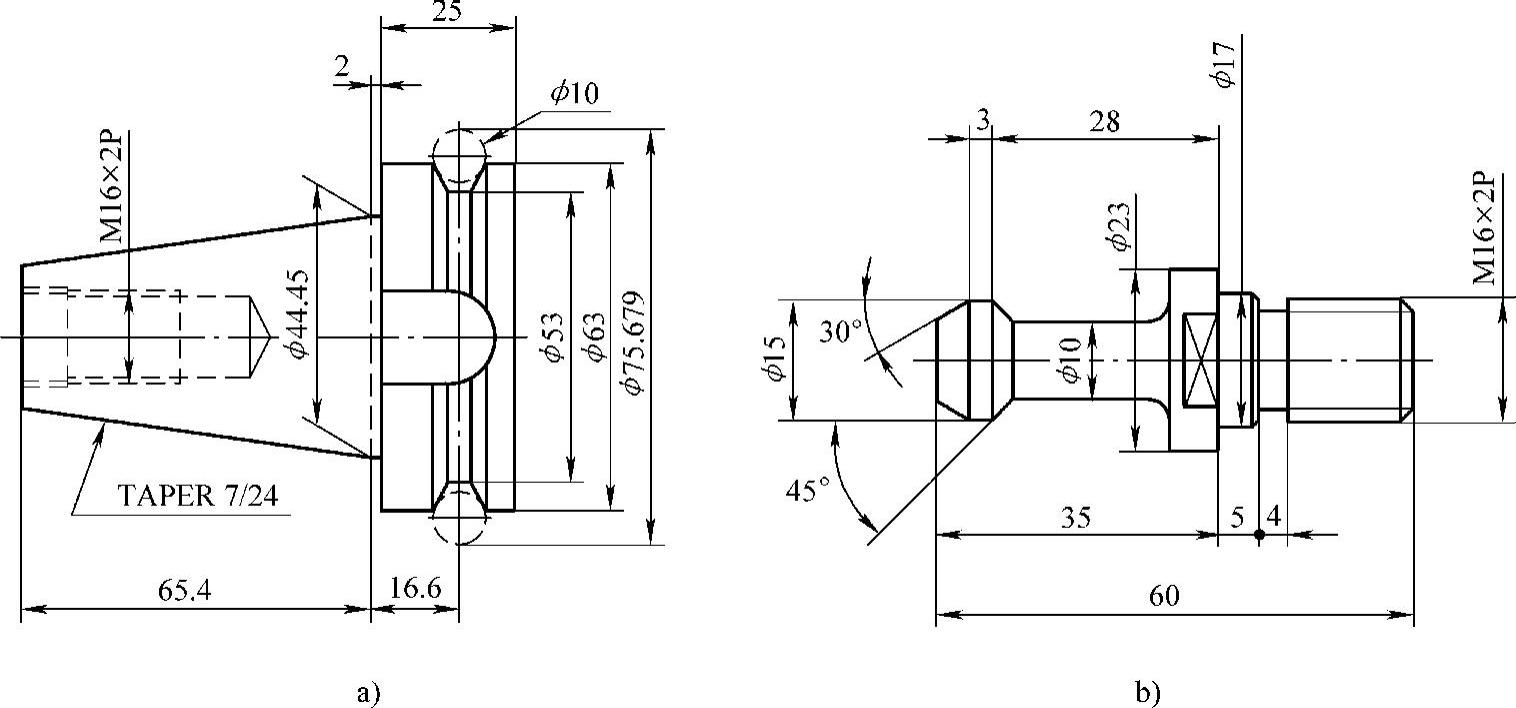
图2-5 BT40刀柄及拉钉
a)BT40刀柄 b)拉钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。