



对灰铸铁件进行时效处理能消除铸造应力,进行退火处理能消除自由渗碳体或降低硬度,从而改善其可加工性能,淬火与回火处理能提高其硬度和耐磨性等。灰铸铁件在热处理过程中,不能改变片状石墨的形状和分布情况,因此不能根本改善力学性能,特别是塑性。
1.灰铸铁件的时效处理
时效处理可消除灰铸铁件的应力,分为自然时效和人工时效两种。自然时效是指将灰铸铁件露天放置几个月或一年以上,让灰铸铁件自然而缓慢地发生变形,逐渐地自行消除灰铸铁件的残留应力。自然时效周期长,消除内应力不彻底,目前生产中较少采用。
人工时效是指将灰铸铁件加热到合金塑性状态的温度范围,保温一段时间消除应力,然后冷却到弹性变形的温度范围,最后出炉冷却。人工时效通常在零件粗加工后进行,在消除灰铸铁件原有残留应力的同时又消除了粗加工过程中产生的残留应力。
中、小灰铸铁件人工时效工艺规范如图6-49所示。
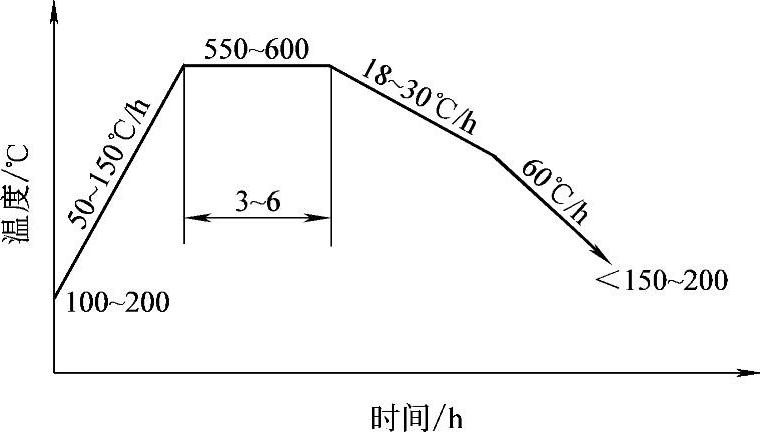
图6-49 中、小灰铸铁件人工时效工艺规范
(1)装炉温度 一般灰铸铁件都是冷炉装入的,如果需装热炉,则将炉温控制在100~200℃。厚大灰铸铁件放在炉温较高的位置,薄小件放在炉温较低的位置,以减少灰铸铁件内部温差。入炉灰铸铁件一般都要求平放,如果要堆放,则压在上面的灰铸铁件重量要均匀;小薄件不宜放在下层,以防止升温后发生堆压变形。
(2)加热速度 升温加热速度要根据灰铸铁件的结构及复杂程度、灰铸铁件重量来确定,一般升温速度为50~150℃/h,升温过快易引起复杂灰铸铁件开裂。
(3)时效温度与保温时间 消除残留应力的时效温度为550~600℃,此温度为灰铸铁件塑性状态温度。温度过低时要延长保温时间,温度过高时易出现渗碳体分解,降低灰铸铁件硬度和耐磨性。保温时间要使灰铸铁件各部分都能达到所需温度。保温时间一般为2~8h,在保温的前2~3h内消除应力效果最显著,随后逐渐减弱,保温时间过长就无实际意义了,而且会降低生产效率,加大生产成本。
(4)冷却速度和出炉温度 冷却速度要慢,如果冷却速度太快,则会使灰铸铁件各部分温差太大,重新产生残留应力。炉温在350℃以上时,对于一般灰铸铁件应将炉温下降速度控制在30℃/h以下,对于质量要求高的灰铸铁件应将炉温下降速度控制在18℃/h以下。当炉温下降到350℃时,应将炉温下降速度控制在60℃/h以下。当炉温在150℃以下时即可出炉。
2.灰铸铁件的石墨化退火
灰铸铁件石墨化退火的目的是降低其硬度,改善其可加工性能。根据对灰铸铁件要求的基体组织不同,可采用低温石墨化退火或高温石墨化退火。
(1)低温石墨化退火 灰铸铁件在300℃以下装炉,以70~100℃/h的速度升温至650~750℃,保温1~4h,使渗碳体充分分解为石墨和铁素体,然后以50~100℃/h的速度缓慢冷却至400~500℃,再置于空气中冷却。低温退火工艺规范如图6-50a所示。
(2)高温石墨化退火 高温石墨化退火使灰铸铁件中的渗碳体在高温加热过程中分解成奥氏体和石墨,消除白口组织,降低硬度,便于切削加工。灰铸铁件高温石墨化退火工艺规范如图6-50b所示。薄壁灰铸铁件加热到850~900℃,保温2~5h。厚壁灰铸铁件加热到900~960℃,保温2~3h,然后以50~100℃/h的速度冷却至400~500℃,出炉在空气中自然冷却。(https://www.xing528.com)
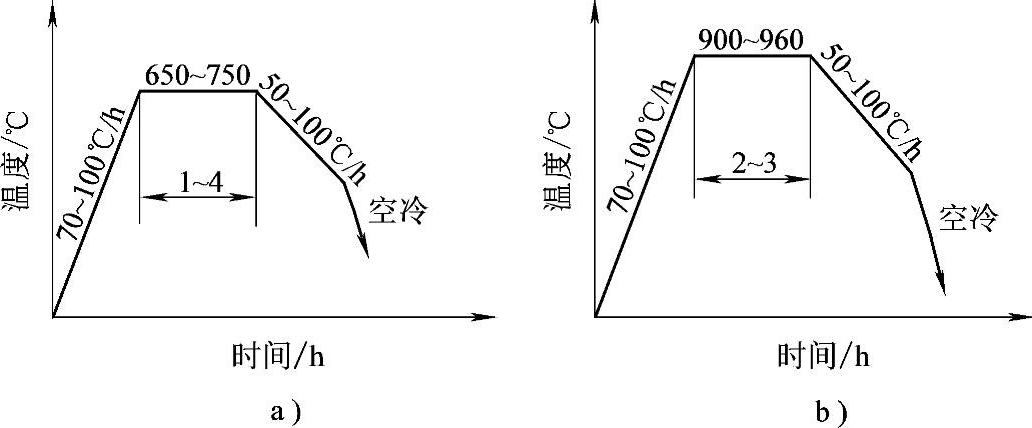
图6-50 灰铸铁件石墨化退火工艺规范
a)低温退火工艺规范 b)高温退火工艺规范
3.球墨铸铁件的退火处理
球墨铸铁件的退火处理与灰铸铁件退火处理基本相同。球墨铸铁件进行退火处理的目的是提高韧性,但仍然是石墨化退火。当球墨铸铁件铸态组织中存在自由渗碳体时,应进行高温退火。其方法是以70~100℃/h的速度加热至920~980℃,保温2~3h,再随炉缓冷至600℃,然后出炉空冷;或在保温2~3h之后,随炉缓冷至700~750℃,等温保温3~6h,再随炉缓冷至600℃,出炉空冷。高温退火处理工艺规范如图6-51a所示。
如果铸态组织为珠光体+铁素体+球状石墨时,只需进行低温退火,即加热到700~760℃保温3~6h,随炉冷至600℃,再出炉空冷,如图6-51b所示。
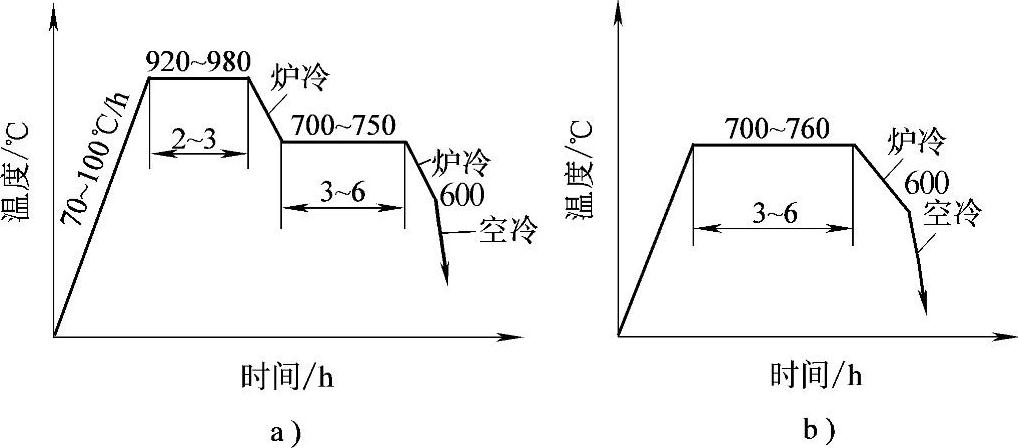
图6-51 球墨铸铁件退火工艺规范
a)高温退火工艺规范 b)低温退火工艺规范
4.白口铸铁件的可锻化退火处理
白口铸铁件进行可锻化退火,是将白口铸铁件加热到900~980℃,经约15h的保温,然后缓慢冷却。在高温保温阶段渗碳体进行分解,得到奥氏体和团絮状石墨,在缓慢冷却过程中奥氏体也将析出团絮状石墨。在共析转变温度720~770℃时,奥氏体将分解为铁素体与团絮状石墨,结果获得铁素体可锻铸铁件,如图6-52中的曲线Ⅰ所示。若在共析转变过程中以较快速度冷却(见图6-52中的曲线Ⅱ),使石墨化过程来不及进行,结果奥氏体转变为珠光体,得到珠光体可锻铸铁件。
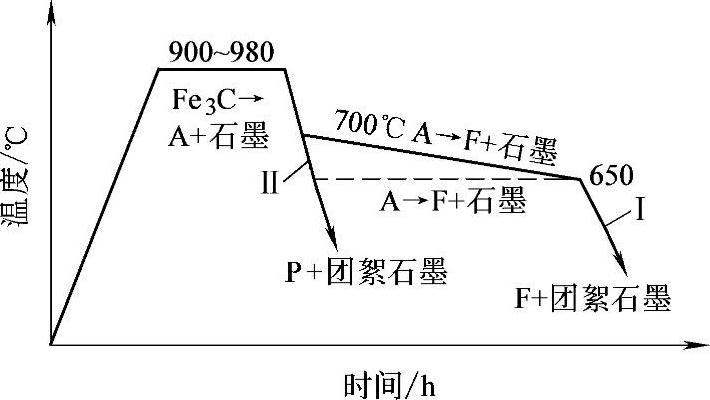
图6-52 白口铸铁件可锻化退火工艺规范
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。