



气孔、缩孔、裂纹、砂眼、浇不到等对铸件质量影响不大的缺陷,均可经过修补的方法,使铸件得到利用。常用的铸件缺陷修补方法有浸渗处理、熔补、补焊等。
1.浸渗处理
在压力下工作的铸件,如果存在缩松等孔洞类缺陷,往往会导致水压或气压试验时发生渗漏现象。对无法实施补焊或铸件的工作温度低于250℃,而且工作压力不大的铸件缺陷,可以采用浸渗处理的方法加以修补。浸渗处理是将呈胶状的液体渗入铸件上的孔隙,然后使胶状液体硬化而填补铸件孔隙。常用浸渗剂分为无机和有机两类,无机浸渗剂为碱金属硅酸盐、铝酸盐、氯化物等,有机浸渗剂为干性油、合成树脂、厌氧浸渗胶等。
浸渗处理的方法是将浸渗剂倒入铸件的内腔或将铸件浸泡在装有浸渗剂的池槽内,经过一段时间浸透后,使铸件孔隙缺陷被浸渗剂填塞。对于铸件上穿透的孔隙,可采用图6-43所示的真空减压浸渗处理装置,在罩内空气抽出形成真空后,在压力差的作用下浸渗剂会渗入孔隙,待浸渗剂浸透铸件壁后,即可解除真空。
2.熔补
熔补是利用金属液的热量将铸件表面熔化,同时使铸件被修补部分与熔补的金属液熔接在一起,如图6-44所示。根据铸件需要熔补部位的结构,用模样制出砂型,由于熔补的金属液在凝固时要产生收缩,因此构成熔补部分的砂型应设置冒口。为了使浇入的金属液能顺利地排出砂型外,并使铸件熔补部分被充分加热及熔化,砂型的下部设有液体金属流出口。一旦铸件的表面被加热熔化,就应立即将金属液流出口堵塞,并继续将砂型浇满。铸件表面是否熔化,可以用铁棒加以探测。
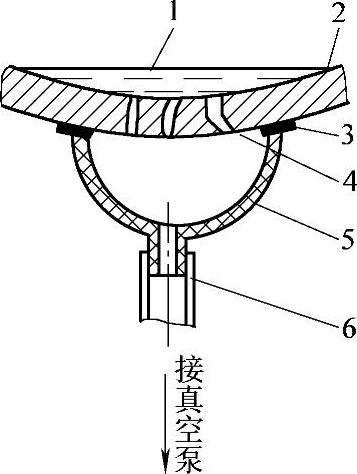
图6-43 真空减压浸渗处理
1—浸渗剂 2—铸件 3—密封橡胶圈 4—孔隙 5—有机玻璃罩 6—软管
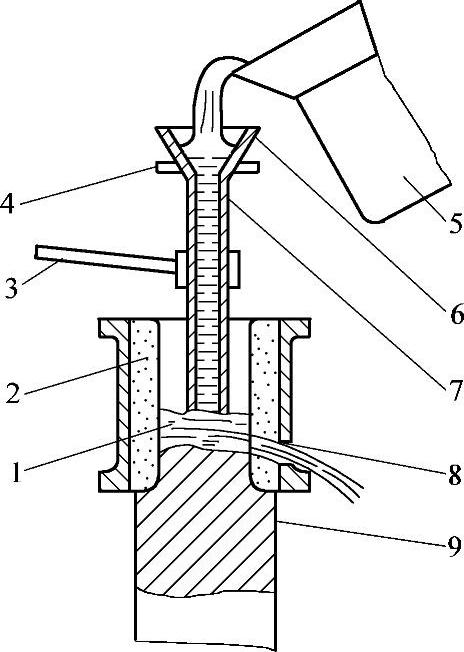
图6-44 金属液熔补的方法
1—金属液 2—砂型 3—支杆 4—支架 5—浇包 6—浇口杯 7—导流管 8—金属液出口 9—铸件
为了不使先浇入的金属液凝固,开始浇注时应先浇入较多的金属液,然后使浇注速度慢下来,并使浇包升高,以便型内的金属液产生机械搅拌。为了减少内应力,铸件最好先预热,使熔补部位缓慢凝固,凝固后需进行去应力热处理。
3.补焊
补焊是修复铸件缺陷最常用的方法。只要补焊工艺正确,焊缝就可以获得与铸件组织相似的性能,不会降低铸件的力学性能。
为了保证补焊顺利和补焊质量,补焊前要对铸件缺陷部位进行仔细清理,完全清除缺陷并去除缺陷部位周边的粘砂、氧化皮、油污等,同时在缺陷部位开坡口,将其打磨光洁并进行磁粉探伤或着色和荧光探伤确认。
对于孔洞集中、尺寸不大、距离很小的缺陷,可以将缺陷部位的金属全部铲除到露出完好的金属为止,如图6-45所示。这种未穿透的孔洞和裂纹要开U形坡口,坡口底部不允许呈尖角状,以防止补焊过程中产生裂纹。裂纹缺陷要在其裂纹两端以外5~10mm处或裂纹末端钻直径为5~6mm的小孔,孔深超过裂纹深度2~3mm,如图6-46所示。(https://www.xing528.com)
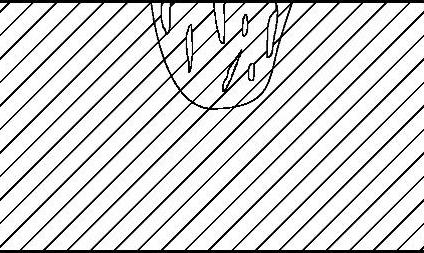
图6-45 开坡口铲除铸件的孔洞缺陷
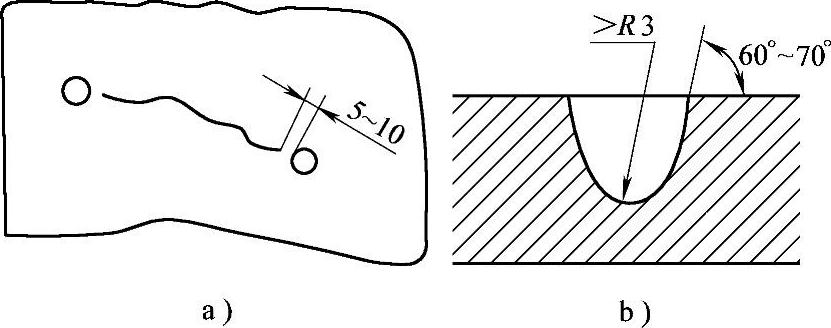
图6-46 裂纹缺陷末端钻孔及开U形坡口
a)裂纹末端钻孔 b)U形坡口
铸件壁厚小于20mm的穿透性裂纹,应开图6-47a所示的V形坡口,如果坡口间隙较大,则可垫一块3~5mm厚的垫板(见图6-47b),补焊后再将垫板去除。对于铸件壁厚大于20mm的穿透性裂纹,应开图6-48a所示的X形坡口,如果坡口间隙较大,则可在间隙内镶入与铸件材质相同,厚度为3~4mm的金属板,如图6-48b所示;如果坡口间隙很大,则可以在坡口内嵌入与铸件材质相同的金属块,如图6-48c所示。
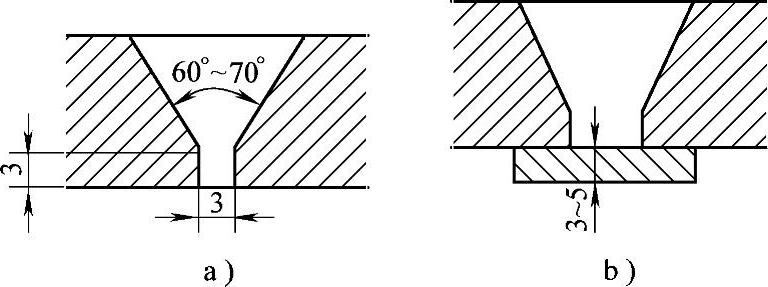
图6-47 V形坡口
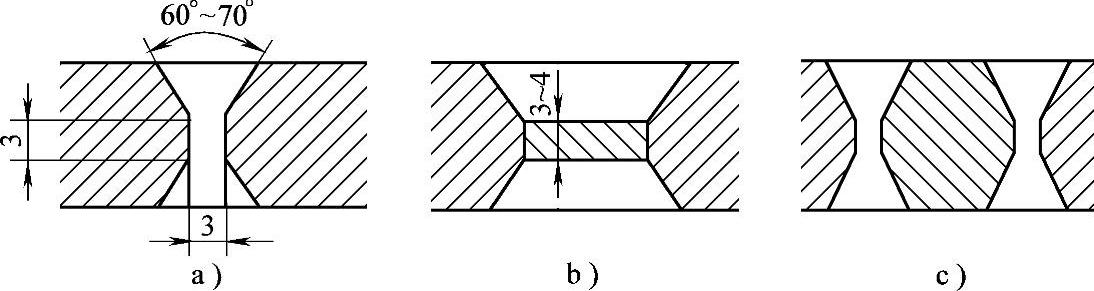
图6-48 X形坡口(带钝边)
铸件的补焊根据工厂的实际情况和要求,可采用焊条电弧焊、CO2气体保护焊和埋弧焊等方式。
为了防止补焊时因铸件各部分受热不均匀而引起变形或裂纹,要根据金属的材料性能、结构、形状及缺陷所在部位确定是否需要预热。若铸件导热性差、膨胀系数大、结构复杂、壁厚不均、缺陷位于应力集中的部位,则补焊前均需要局部预热或整体进炉预热,预热温度也根据上述因素确定。低碳钢铸件塑性较好,若铸件结构简单、缺陷尺寸较小,则可以进行冷焊。高锰钢铸件通常在淬火后进行补焊,一般也无需预热。灰铸铁件在快速冷却情况下易产生难以加工的白口组织和裂纹,因此对于形状复杂的灰铸铁件及机械加工部位的缺陷,补焊前需要预热。
补焊后的铸件一般还要进行无损检测、渗漏检验、硬度检验等质量检查。
4.其他修补方式
(1)金属喷镀 当铸件非加工表面有小缩孔、气孔、缩松缺陷时,可用金属喷镀法修补。金属喷镀是采用喷枪使金属丝经电弧或氧乙炔焰熔化,再以压缩空气将熔滴雾化,喷镀在铸件表面。
(2)塞补 在铸件不太重要的较厚部位有较大的孔洞类缺陷时,可镶入金属塞头进行修补。塞补方法是将孔洞加工成相应大小的塞孔,配好金属塞头,塞头材质应与铸件材质相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。