



【摘要】:为防止铸件在浇注后因冷却过快而产生变形、裂纹等缺陷,并保证铸件在清砂时有足够的强度和韧性,铸件在型内应有足够的冷却时间。若因铸件结构性能或生产周期等需要提前开型,则出型铸件也宜埋置于干燥的热砂中,或置于保温炉中缓慢冷却到足够低的温度后方能进行落砂。铸件在型内的冷却时间与铸件的重量、壁厚、复杂程度、合金种类和铸型性质等多种因素有关。通常根据生产经验来确定铸件的型内冷却时间或出型温度。
为防止铸件在浇注后因冷却过快而产生变形、裂纹等缺陷,并保证铸件在清砂时有足够的强度和韧性,铸件在型内应有足够的冷却时间。若因铸件结构性能或生产周期等需要提前开型,则出型铸件也宜埋置于干燥的热砂中,或置于保温炉中缓慢冷却到足够低的温度后方能进行落砂。铸件在型内的冷却时间与铸件的重量、壁厚、复杂程度、合金种类和铸型性质等多种因素有关。通常根据生产经验来确定铸件的型内冷却时间或出型温度。一般铸件的出型温度为400~500℃;壁厚均匀,500kg以下的铸铁件的出型温度为600℃左右;复杂的大型铸件的出型温度为200~300℃。地坑浇注的铸件,由于其散热条件差,因此在地坑中停留的时间应比砂箱中停留的时间延长20%~30%。中、小型铸铁件在铸型中的冷却时间可参照表6-1和表6-2所列数据;大型和重型铸钢件在铸型中的冷却时间可参照表6-3中的数据。
表6-1 地面浇注时,中、小型铸铁件的冷却时间

表6-2 流水线上浇注时,中、小型铸铁件的冷却时间

注:1.流水线上浇注时,铸件重量应是每型中铸件的总重量。(https://www.xing528.com)
2.流水线上浇注时,铸型通常采用通风强制冷却,且开型温度较高(约为800℃),因此铸件在铸型中的冷却时间比地面浇注时间要短。
表6-3 铸钢件在铸型中的冷却时间 (单位:h)
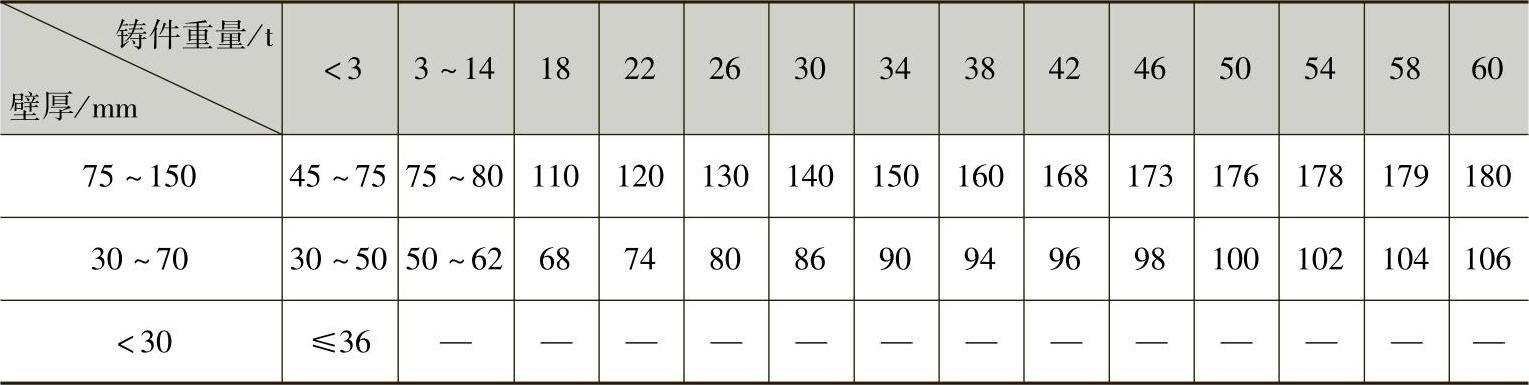
注:合金钢铸件相应增加16~24h。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。