



钢液温度的检查分为炉内测温和炉外测温。
1.炉内测温
电炉中电极附近的温度高于其他地方,炉门附近温度低,熔池表面温度高于深处温度。将热电偶插于图5-8所示的三相电弧炉a点位置测量温度。热电偶高温计操作要点和使用方法为:操作热电偶测温是在紧张的生产状态下进行的,首先要做好仪器的检查工作,即检查两根热电偶丝是否焊牢及其绝缘情况,并检查接线正负极,如果指针倒转,则说明正负极接错,应重新接好。测温时,更换保护管式热电偶测量的时间不超过12s,每测一次换一个保护管,使用15~20次后应剪去热电偶丝的焊接端20~25mm,再重新焊接好。微型快速热电偶插入钢液中只要3~5s就可测出温度,8~12s后微型热电偶探头即被烧毁。
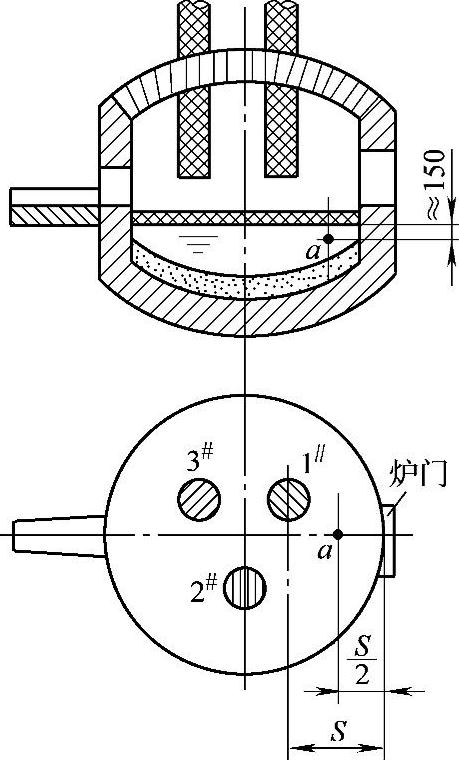
图5-8 热电偶在三相电弧炉中的测温位置
2.炉外测温
炉外测量钢液温度有光学高温计测温法、钢液结膜测温法、钢液沾勺测温法、钢棍测温法等。
(1)光学高温计测温法 光学高温计测温法是将被测金属液发出的亮度与仪器上灯泡发出的亮度作比较,从而测量出金属液的温度。图5-9所示是光学高温计的使用方法,具体如下:
1)使用前检查蓄电池电压,额定电压为3V,最低电压应大于2.7V。安装蓄电池时应注意“+”“-”极性。旋转“0”位调节器将指针调“0”,然后将滑线电阻盘向右旋转到尽头,若指针达不到满刻度值,则说明电压不够,需要更换蓄电池。
2)光学高温仪的握持方法如图5-9a所示。被测金属液与高温计之间的距离规定为0.7~5m,测温时观察者站在最便于观测的位置。
3)拨动目镜镜头部分的转动片,将红色滤光片移入视场,按下按钮开关,旋转滑线电阻盘,使灯丝发红,前后方向调节目镜到灯丝清晰为止,旋紧目镜定位螺母。
4)根据金属液温度确定使用量程。使用量程在温度表上有两排刻度:第一排适用范围为800~1400℃,使用时不加吸收玻璃;第二排适用范围为1400~2000℃,使用时需要加吸收玻璃。测量钢液温度时一般要加吸收玻璃。估计金属液温度大致数值,旋转滑线电阻盘,预先将温度指针调至估计温度附近,然后对准金属液观测。(https://www.xing528.com)
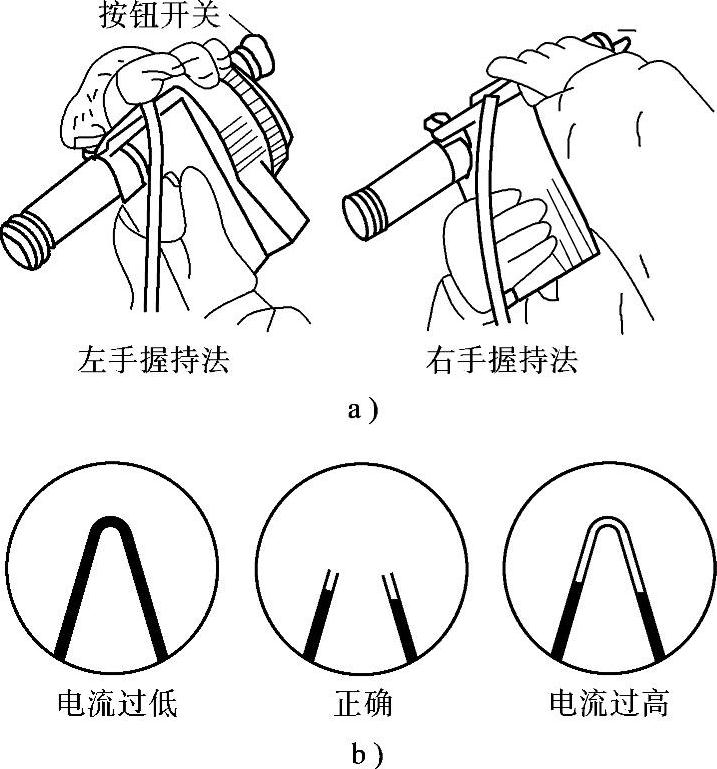
图5-9 光学高温计的使用方法
a)高温计握持方法 b)调整亮度时灯丝隐灭情况
5)旋转滑线电阻盘,使流经灯丝的电流均匀地增大,调节灯丝亮度到灯丝顶部像隐灭在被测金属液的像中时,读取温度刻度盘上的指示值。灯丝的隐灭情况如图5-9b所示。为了获得正确的读数,调节灯丝亮度要先低后高,再由高到低,读出每次灯丝隐灭时的温度读数值,然后取其两次读数的平均值作为最终读数。每次的读数都要根据仪表的修正值加以修正后才是金属液的温度值。一般读取数值都低于真实温度值。铸钢的温度修正值为70~80℃。在观测时应尽量避开烟气、灰尘以及金属液表面的氧化膜等的干扰,以免影响测量结果的准确性。
6)测量完毕后,及时地将滑线电阻盘旋回到初始位置,断开电源。
(2)钢液结膜测温法 每一种牌号的钢液都有一定的表面结膜温度。由于钢液温度越高,所需结膜时间越长,因此可根据结膜时间判断钢液温度的高低。
钢液结膜测温法是将图5-10所示的取样勺先在炉中蘸上一层均匀的炉渣,然后用勺取钢液1kg左右,将勺放置在炉前平板上,等待钢液稍镇静后,用干燥的木片拨去钢液表面的炉渣,同时用秒表记下初始时间,等到钢液表面结膜完成为止,记录下来的时间即为结膜时间。此方法测量温度的误差较大。
(3)钢液沾勺测温法 对于含高铬和高铝的合金钢,不能用钢液结膜测温法测温,因为这类钢液与空气接触后会立即在钢液表面生成一层氧化铬膜或氧化铝膜,难以确定钢液结膜时间。对于这类钢,可采用沾勺法测温。具体方法是:用几个取样勺同时取钢液,分别静置不同时间后将钢液倒出,观察钢液在多少秒后开始沾勺,沾勺时间越长说明温度越高。
(4)钢棍测温法 该方法适用于ZG35Mn和ZG230-450钢液。用浇包将钢液运至浇注位置,使注口对准浇口杯,在浇注前采用钢棍法测温。测温方法是:将直径为7~8mm,表面光滑无锈的圆钢棍垂直插入钢液中100~150mm,经3~5s后取出钢棍,如果钢棍表面未挂钢液,则说明钢液温度还很高,应待4~5min后再测一次,若钢棍上有的地方挂上了钢液,有的地方不挂钢液,则说明正是浇注温度,应马上进行浇注,如果钢棍上挂满钢液,则说明钢液温度偏低,必须立即抢浇。当测得的钢液温度正合适时,5t浇包能持续浇注30min,8t浇包能持续浇注40~45min,15t浇包能持续浇注50min。
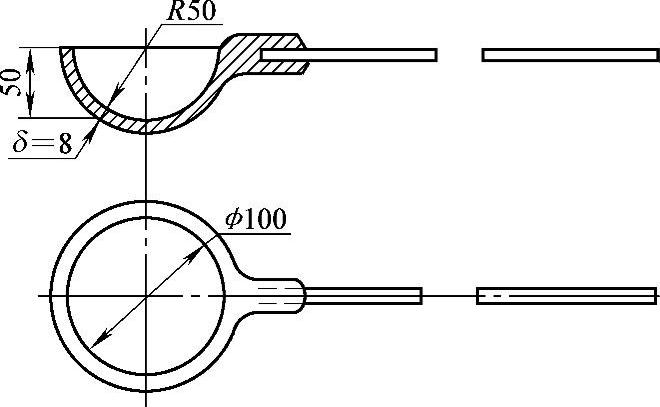
图5-10 取样勺形状尺寸
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。