



图3-109为检验平台的铸造工艺图。
1.铸件特点
铸件轮廓尺寸为4000mm×2000mm×300mm,主要壁厚为100mm,铸件质量为9000kg,材料为HT200。检验平台的大平面为主要使用表面,在铸造过程中易产生气孔、缩孔、渣眼、粘砂、夹砂、挠曲和变形等缺陷,要在铸造过程中采取适当的措施加以避免,要求大平面在加工后无铸件缺陷。它虽易变形,但应保证其加工尺寸。
2.铸造工艺特点
为保证检验平台大平面的质量,选择大平面朝下的浇注位置。由于铸件尺寸较大,因此采用地坑造型。砂型表面烘干,砂芯为湿芯,且为吊芯,要注意加固。为减小铸件各部位的温差,避免产生挠曲变形,采用分散均布的内浇道,内浇道沿平台底平面注入,形状为喇叭形,向铸件方向扩大,每个内浇道截面积为1.8cm2,共28个,总截面积为50.4cm2。横浇道总截面积为46.2cm2,共两道,每道截面积为23.1cm2。一个直浇道的截面积为22cm2,两个直浇道的总截面积为44cm2,相应的直浇道直径为ϕ55mm。浇注方式为开放式,尺寸如图3-110所示。为便于排气和补缩,设顶冒口19个。浇注温度为1280~1300℃,浇注时间为120s,打箱时间为浇注后48h。
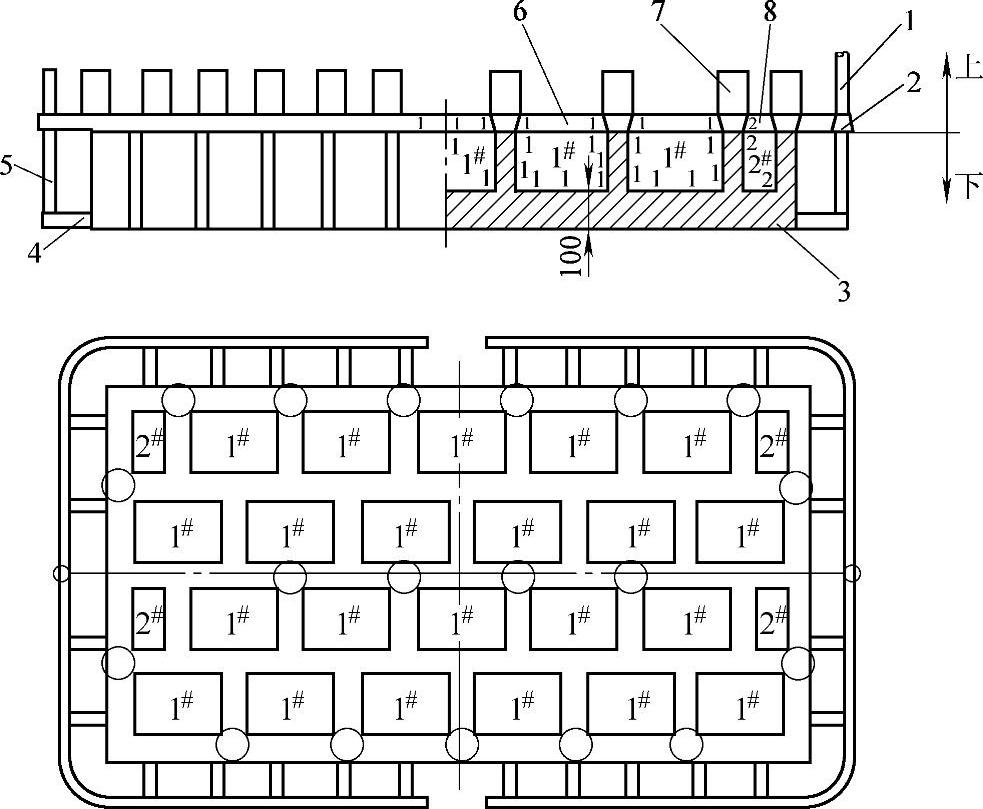
图3-109 检验平台铸造工艺图
1—直浇道 2—横浇道 3—检验平台 4—内浇道 5—过渡浇道 6、8—砂芯 7—冒口
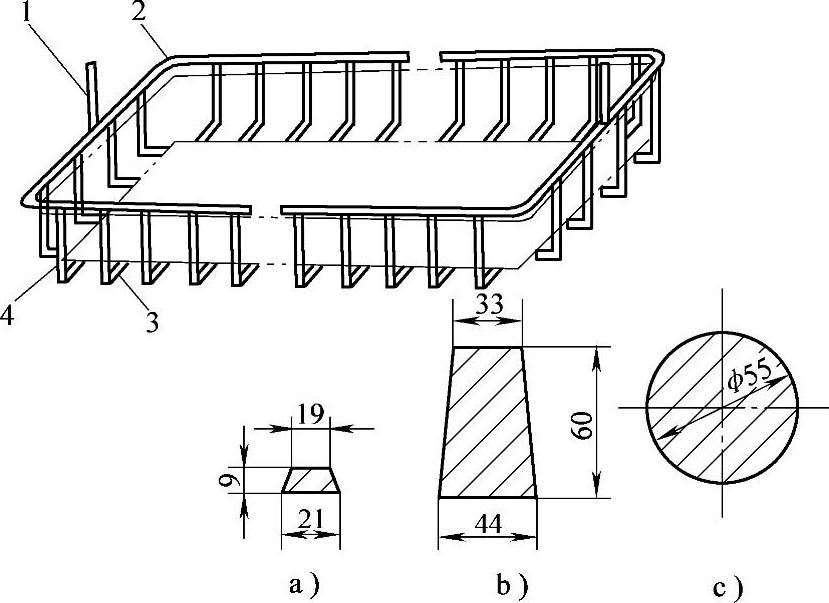
图3-110 浇注系统示意图
a)内浇道 b)横浇道 c)直浇道
1—直浇道 2—横浇道 3—内浇道 4—过渡浇道
3.造型、制芯操作要点(https://www.xing528.com)
整个铸件位于地坑内,上型只有芯座、浇道和冒口。造型、制芯操作过程如下:
1)准备好地坑硬砂床,由于检验平台的工作面是平面,因此地坑硬砂床床面用刮板刮平并校成水平。
2)放好模样、过渡浇道模样和内浇道模样,进行造型操作。舂砂时要注意浇道模样位置不能移动。
3)刮平分型面,放好上砂箱、横浇道模样、直浇道模样、芯座模样、冒口模样,填砂、舂实上型,按一般砂型造型操作进行。舂砂时要注意,不要将横浇道模样、直浇道模样、芯座模样、冒口模样舂跑。
4)安放合型定位桩。
5)开箱起模后,在每个芯座上挖好吊芯用的孔,此孔兼作通气道。
6)上型进行表面烘干后,在上型内安放吊芯。
7)1#芯和2#芯分别用芯盒制芯,型芯上要注意做好吊芯用的吊具,以保证砂芯固定可靠。
8)用起重机吊出地坑内的模样。地坑内的浇道模样采用抽浇道,从分型面抽出过渡浇道模样,向型腔方向抽出内浇道模样。
9)修型、刷涂料,对地坑型腔进行表面烘干。
10)按地坑造型合型操作规程进行合型,放好浇口杯、压铁,挂好浇注牌,等待浇注。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。