



【摘要】:图3-108是小型立式柴油机机体铸造工艺图。采用芯盒制芯,将砂芯刷好涂料后进行完全烘干。砂芯烘干后,先将2#芯和3#芯组合在一起,5#芯和6#芯组合在一起,然后按1#芯至6#芯的顺序下芯。在下芯过程中要用样板检验砂芯的位置和型腔尺寸。合型后应立即浇注,防止砂芯受潮。
图3-108是小型立式柴油机机体铸造工艺图。
1.铸件特点
机体外形轮廓尺寸为465mm×290mm×645mm,主要壁厚为6~7mm,最大壁厚为38mm。铸件质量为35kg,材料为HT200。机体的非加工面不允许有降低机体强度的缺陷,非加工面上允许有单个气孔存在,但气孔总数不得超过5个,气孔直径不得大于3mm,气孔深度不得大于1.5mm,相邻两气孔间距不得小于30mm。机体在压装气缸套后要进行3min的4×105Pa水压试验,不得有渗漏现象。
2.铸造工艺特点
机体属于薄壁箱体类铸件,内外结构都较复杂,采用湿型、干芯两箱分模造型,1#砂芯是为了方便起模而设的补砂砂芯。浇注系统为中注缓流式横浇道,内浇道由铸件两端引入,共设4道。在铸件顶部设有8个ϕ8mm的通气孔。采用湿型干芯浇注,以降低砂芯发气量,提高砂芯的强度和透气性。(https://www.xing528.com)
3.造型操作要点
机体生产数量大,精度要求高,适合采用模板造型,把上、下砂箱分别放在上、下模板上进行造型操作。采用芯盒制芯,将砂芯刷好涂料后进行完全烘干。砂芯烘干后,先将2#芯和3#芯组合在一起,5#芯和6#芯组合在一起,然后按1#芯至6#芯的顺序下芯。在下芯过程中要用样板检验砂芯的位置和型腔尺寸。合型后应立即浇注,防止砂芯受潮。
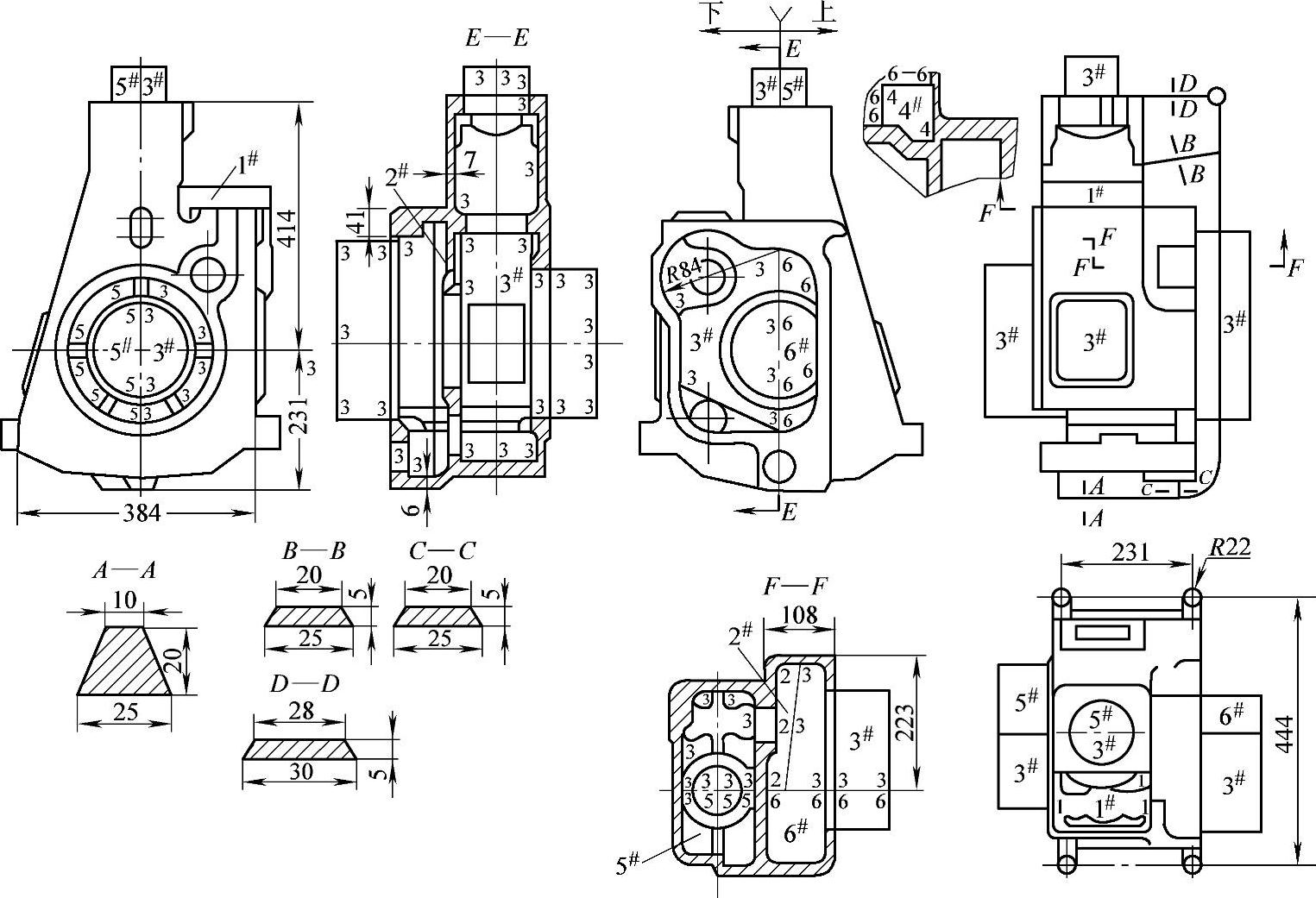
图3-108 小型立式柴油机机体铸造工艺图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。