



所谓冒口是指在铸型内储存供补缩铸件用熔融金属的空腔,也指该空腔中充填的金属。浇注铸型的液态金属在液态和凝固时的体积收缩,往往会使铸件的厚实部位中心产生集中性的缩孔,或在铸件不易散热的其他部位产生分散性的缩松,会严重降低铸件的力学性能。因此,在铸件上需设置一定数量的冒口,以消除缩孔和缩松。冒口的设置应符合顺序凝固原则,具体应满足以下几点:冒口的凝固时间应大于或等于铸件的凝固时间;在凝固期间,冒口应有足够的金属液补偿铸件的收缩;冒口中的液态金属必须有足够的补缩压力和通道,以使金属液能顺利地流到需补缩的部位;在保证铸件质量的前提下,使冒口所消耗的金属液最少。
冒口的主要作用是补缩铸件,防止缩孔和缩松。此外,还有如下一些作用:
1)可起排气作用。在浇注过程中,型腔中的气体可以通过冒口逸出。
2)有聚集浮渣的作用,从而避免铸件形成夹渣、砂眼等缺陷。
3)明冒口可作为浇满铸型的标记。
4)合型时,可以通过冒口检查定位情况。
按冒口在铸件上的位置,可分为顶冒口和侧冒口;按冒口顶部是否被型砂所覆盖又可分为明冒口和暗冒口;按冒口的作用可分为普通冒口和特种冒口。
1.顶冒口
顶冒口一般设置在铸件最高和最厚部位的上方,利用重力作用能有效地补缩铸件。顶部敞开和大气相通的叫做明顶冒口;顶部为型砂所覆盖的称为暗顶冒口。
(1)明顶冒口 其特点是:便于检查合型情况;浇注时有利于型腔内气体的排除;便于补缩金属液和加保温剂;便于观察浇注情况;造型方便;消耗的金属量多,且杂物易落入型腔。其形状如图3-104a、d所示。
(2)暗顶冒口 其特点正好与明顶冒口相反。通常在上砂型很高时,为减少冒口的金属消耗而采用暗顶冒口。由于暗顶冒口不能实现补浇金属液,故不适用于大型铸件。其常用形状如图3-104b、e所示。暗顶冒口的应用非常普遍。
(3)球形冒口 属于特殊形式的暗冒口,如图3-104c所示。由于其散热面积小,能有效地利用冒口中的金属液实现对铸件的补缩,故铸件出品率高,但造型时冒口模样需做成可拆卸式的。
(4)压边冒口 可做成明的或暗的两种形式,常用于热节不大的小型铸铁件,其形状如图3-104g所示。
2.侧冒口
侧冒口又称为边冒口,是指设置在铸型上被补缩部分侧面的冒口,可分为明侧冒口和暗侧冒口,以暗侧冒口的应用为最多。暗侧冒口形状如图3-104h所示。为了更有效地发挥暗侧冒口的补缩作用,常做成大气压力冒口,即在冒口顶部安放气压砂芯或造型时做出凹砂顶。
3.特种冒口
常用的特种冒口有加压冒口和发热冒口。图3-104f所示为腰圆形发热保温冒口。特种冒口比普通冒口具有更高的补缩效率,使铸件出品率提高。
4.冒口位置的选择
冒口的位置首先应根据产生缩孔的位置来决定。冒口在铸件上的位置正确与否,对获得健全铸件有着重要意义。具体可根据以下原则来选择:
1)冒口应尽量放在铸件被补缩部位的上部或最后凝固的热节点旁边。
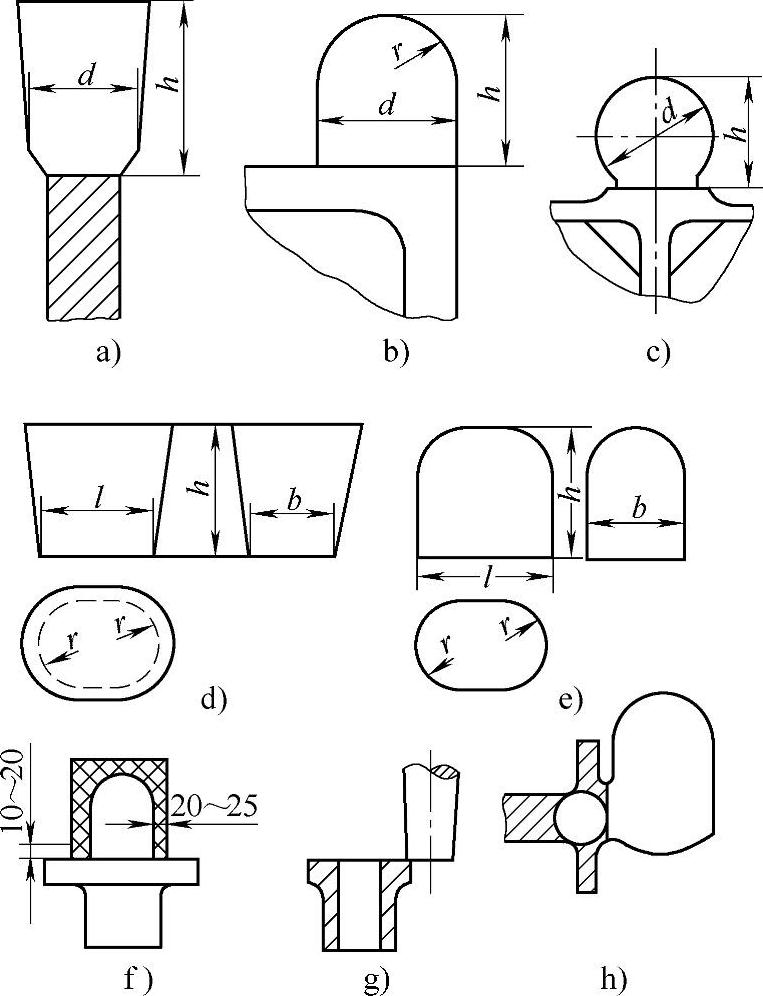
图3-104 冒口的形状
a)、d)明顶冒口 b)、e)暗顶冒口 c)球形冒口 f)特种冒口 g)压边冒口 h)暗侧冒口
2)冒口应尽量放在铸件最高、最厚的地方,以利于金属液的重力补缩。(https://www.xing528.com)
3)在铸件的不同高度上有热节需要补缩时,可在不同水平面安放冒口,但应采用冷铁使各个冒口的补缩范围隔开,如图3-105所示。否则,高处冒口不但要补缩低处的铸件,而且还要补缩低处的冒口,使铸件高处产生缩孔或缩松。
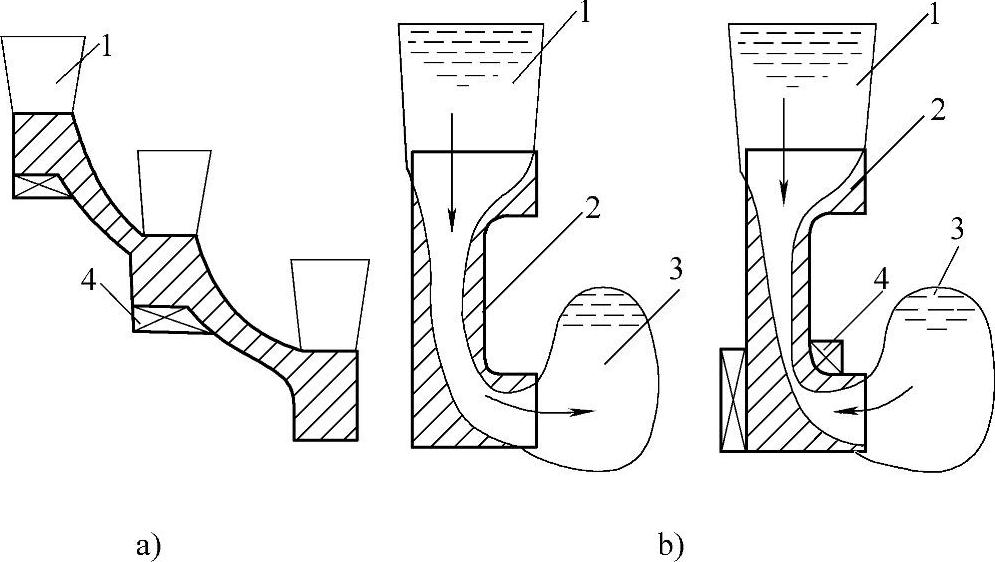
图3-105 不等高冒口的隔离
a)阶梯形热节 b)上下有热节
1—明顶冒口 2—铸件 3—侧冒口 4—外冷铁
4)冒口应尽可能不阻碍铸件收缩,冒口不应放在铸件应力集中处,以免引起裂纹。图3-106所示的铸钢锚,在首尾分别设置冒口,这样会阻碍锚柄的固态线收缩,若再将内浇道设在锚头处(见图3-106a),则将使该处过热,产生热裂纹。将内浇道分散引入金属液(见图3-106b),可减少热节处产生裂纹的倾向。
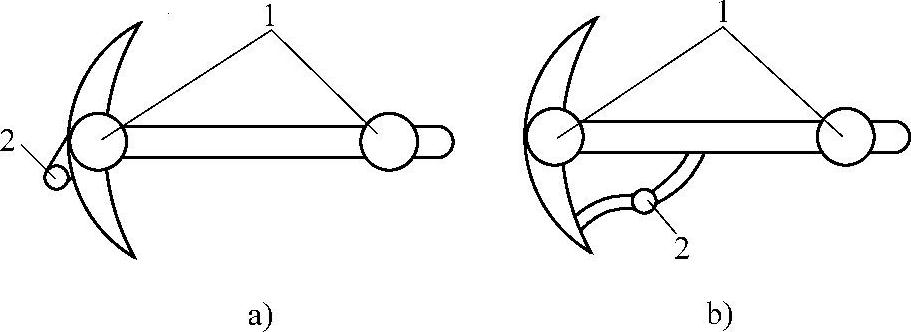
图3-106 铸钢锚的两种浇注方式
a)集中引入 b)分散引入
1—冒口 2—浇道
5)力求用一个冒口同时补缩一个铸件的几个热节,或者几个铸件的热节,如图3-107所示。图3-107a所示为用一个暗冒口补缩三个热节;图3-107b所示为用一个暗冒口同时对四个铸件进行补缩,这样既节约金属,又可有效地利用模板面积。
6)冒口最好安放在铸件需要机械加工的表面上,以减少精整的工作量。
7)为了加强铸件的顺序凝固,应尽可能使内浇道靠近冒口或通过冒口(见图3-107),也可提高冒口的补缩效率。
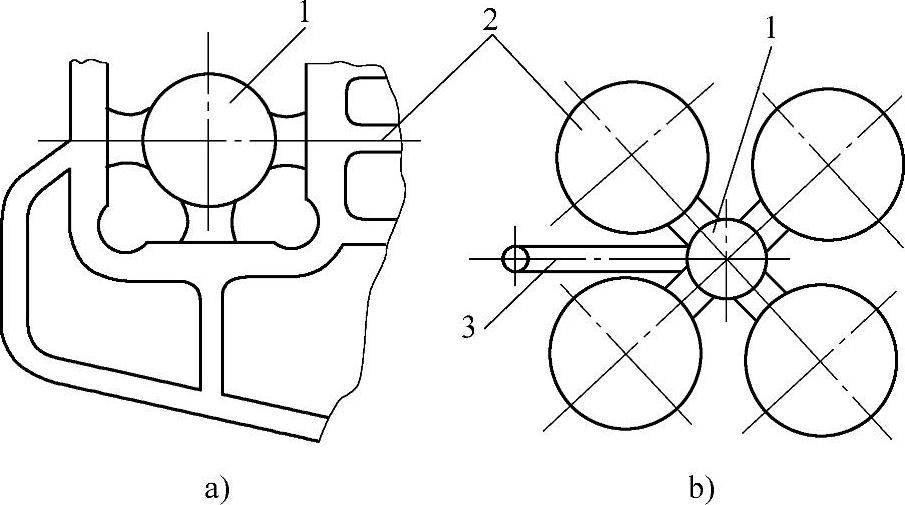
图3-107 一个冒口补缩几个热节
a)补缩三个热节 b)补缩四个热节
1—冒口 2—铸件 3—浇道
5.提高冒口补缩效率的途径
(1)提高冒口内金属液的补缩压力 如采用大气压力冒口、发气压力冒口以及用明冒口等方式。
(2)延长冒口凝固时间 如明冒口使用保温覆盖剂、发热覆盖剂,采用发热冒口、保温冒口等。
(3)采用控制铸件凝固的工艺措施 如合理设计补贴、冷铁,增加冒口补缩距离。
1)补贴。为增加冒口补缩距离,向着冒口铸件断面逐渐增厚的多余金属称为补贴。采用补贴的目的是保证杆状和薄壁铸件以及长度大于冒口补缩距离的铸件在凝固过程中始终保持应有的补缩通道,使冒口能有效地向铸件提供金属液。
2)冷铁。冷铁用以改善铸件局部区域的冷却速度,提高铸件质量。合理使用冷铁,可以使冒口的补缩距离增长,从而减少冒口的体积和数量,提高金属液的利用率;还可以用在局部热节部位,用以消除裂纹、缩孔和缩松。冷铁一般配合补贴、冒口使用,形成顺序凝固,也可以用在孤立热节处。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。