



1.精整砂型
该操作主要是将安装好的砂芯与砂芯之间、砂芯与砂型之间以及其他的空隙和裂缝用填补涂料或型砂加以填平修整。对于安装好的砂型,应用除尘工具仔细清除型腔中的散砂、灰尘以及其他杂物。当型腔较浅时,可用手风箱吹除;当型腔较深时,可用一个Y形三通管接上压缩空气,另一端套上软管深入型腔,当高速气流通过直管时,支管上的软管内会形成负压,将散砂吸出,如图3-74所示。
如果生产场地不具备压缩空气负压吸砂条件,则可以在砂钩头部固定一团软泥,用泥团将型腔内的散砂粘出。
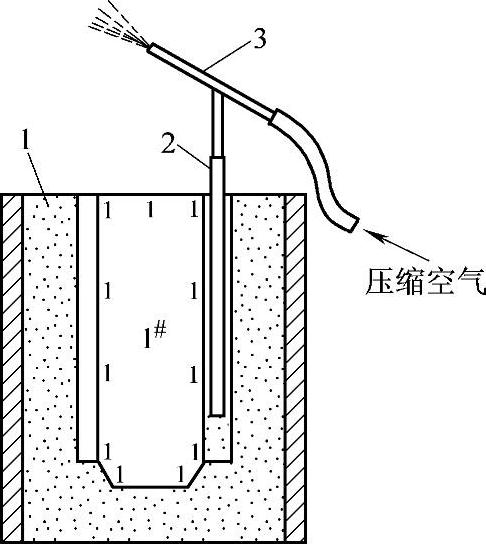
图3-74 负压吸砂示意图
1—铸型 2—软管 3—Y形三通管(https://www.xing528.com)
2.验型
砂型精整后,对于某些砂型,特别是干型,要进行验型。验型就是在砂型合型前,为检查型腔顶面与型芯顶面之间的距离而进行试合型的操作过程。验型是保证大型铸件质量,防止铸件产生缺陷所必需的重要工艺操作。但验型容易损坏砂型,所以合型后开型的次数以1次或2次为宜。一般验型时要在分型面上以及芯头的顶面分别放置小的软泥条,在上型压下后,再打开上型,根据泥条被压扁的程度即可看出分型面间隙、芯头与芯座的间隙或砂芯与上型之间的距离以及铸件壁厚是否合适,然后根据泥条压扁程度考虑合型时所围石棉绳或泥条的厚度,以及是否调整砂芯高度。
3.合型
通过验型检查确定砂型合格后,再对干砂型进行烘烤。在大型铸件分型面上用干砂、石棉绳或泥条沿砂型边缘围一圈,以防跑火。合型时上砂型一定要吊平,按合型标志(记号)对准合型,然后将烘干的浇口杯安放好,并使接缝严密。合型后抹好缝隙,压上压铁或用紧固装置紧固好砂型。把浇道、冒口及通气孔盖好,防止掉入砂子或杂物。在湿砂型容易损坏的地方要做出标志,防止踩踏。将金属液牌号和浇注重量用粉笔写在砂箱壁上,以便于浇注。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。