



在铸造生产中,大、中型铸件和质量要求较高的小型铸件,都需要采用干砂型、表面烘干型或干芯浇注,以保证铸件质量。除部分铸型采用自硬或自然干燥方法使铸型脱水或部分脱水外,大部分干砂型和表面烘干型都需要进行加热、升温、烘干处理去除砂型(芯)中的水分,以使粘结剂固化,提高铸型强度和透气性,降低砂型(芯)的发气量,从而提高铸件的表面质量和减少铸件缺陷。
1.砂型(芯)烘干基本过程
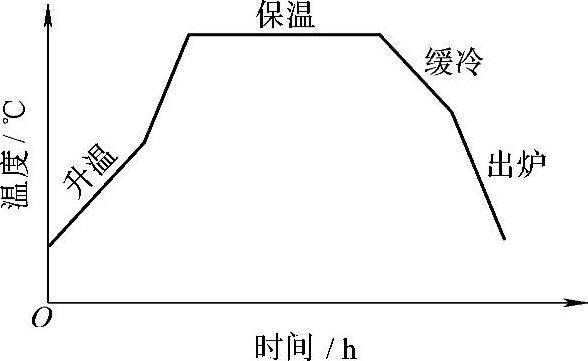
不论是表面层烘干砂型(芯)还是完全烘干砂型(芯),其烘干过程都要经过下列三个阶段:
(1)砂型(芯)预热升温阶段 将湿型(芯)装在烘炉内,关掉大部分排气烟道,用小火慢慢加热提高炉温,把热气保留在炉中,迫使炉气水分饱和,延缓水分从砂型(芯)表面蒸发,使砂型(芯)内部逐渐预热升温,全部预热后迅速提高炉温,达到恒温烘干温度。
(2)水分蒸发恒温阶段 在恒温蒸发过程中,砂型(芯)内部湿度大于外部,内部温度低于外部,水分由砂型(芯)内部不断往外迁移,热能由型砂(芯)外部向内部不断迁移,在热能与水分的迁移作用下水分被蒸发。恒温一段时间后开放全部排气道,让蒸发的水分排出炉外,新的干燥炉气不断进入炉内继续吸收水分并将其带出炉外,从而逐渐把砂型(芯)烘干。
(3)降温冷却阶段 在水分蒸发到规定要求后,停止加热,并关闭部分排气道慢慢降低炉温,砂型(芯)随炉缓慢冷却。随着炉温的降低,砂型(芯)强度逐渐提高。
2.烘干温度和烘干时间规范
烘干前就要制订出图3-66所示的砂型(芯)烘干曲线。
(1)烘干温度的确定 烘干温度主要取决于粘结剂的性质。常见砂型(芯)烘干温度见表3-4。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-66 砂型(芯)烘干曲线
表3-4 常见砂型(芯)烘干温度 (单位:℃)

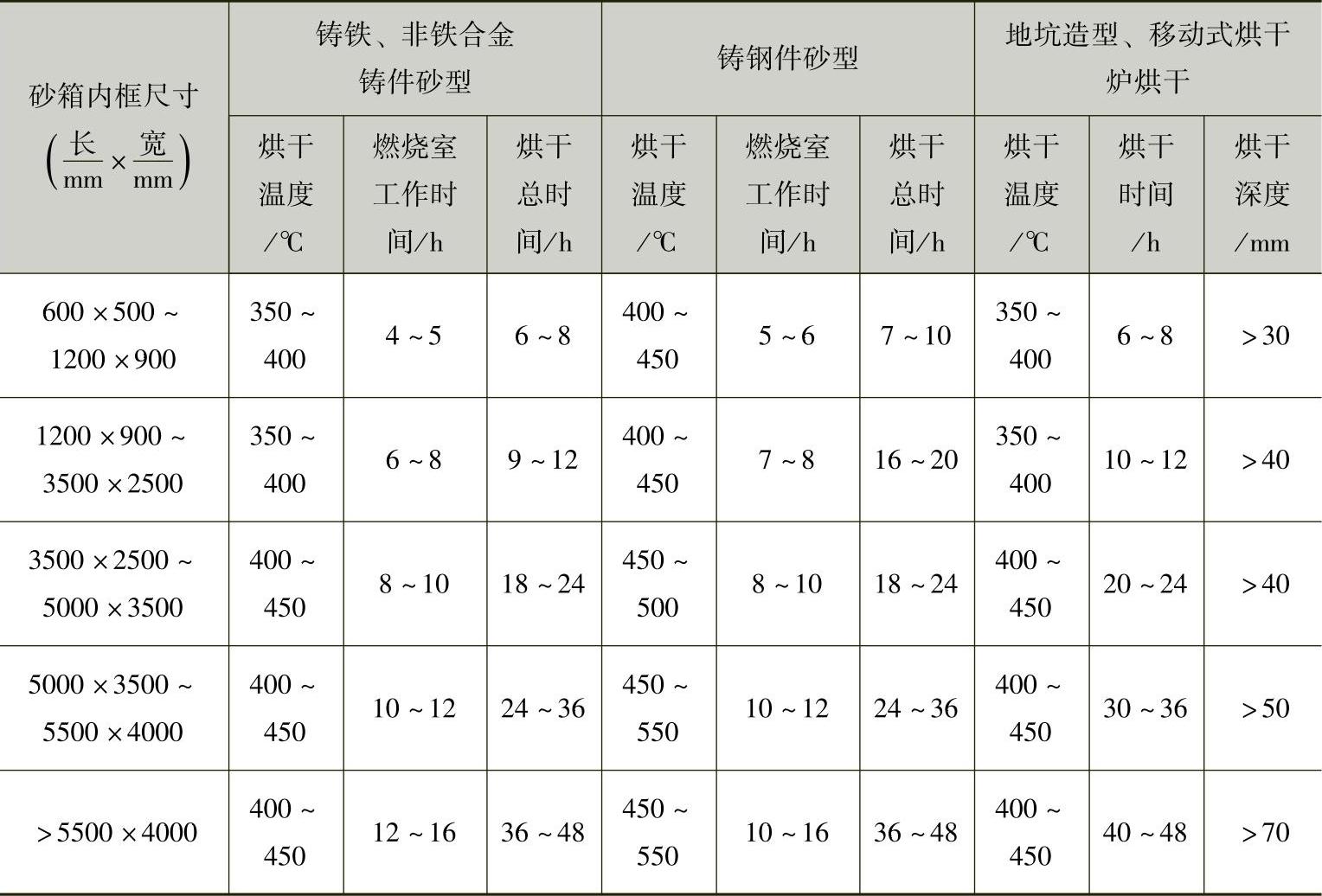
(2)烘干时间的确定 砂型(芯)的烘干时间主要取决于砂型(芯)的含水量、截面尺寸、粘结剂性质、用砂粒度、烘干温度。水分多或截面尺寸大的砂型(芯),烘干时间长。砂粒粗大,透气性好,要求烘干深度小,因此烘干时间较短。一般中、小砂型(芯)要求全烘干;大型砂型(芯)厚度大,全烘干困难,往往采用表面层烘干。砂芯烘干时间参考值见表3-5。烘炉烘干砂型的时间参考值见表3-6。
表3-5 砂芯烘干时间参考值 (单位:h)
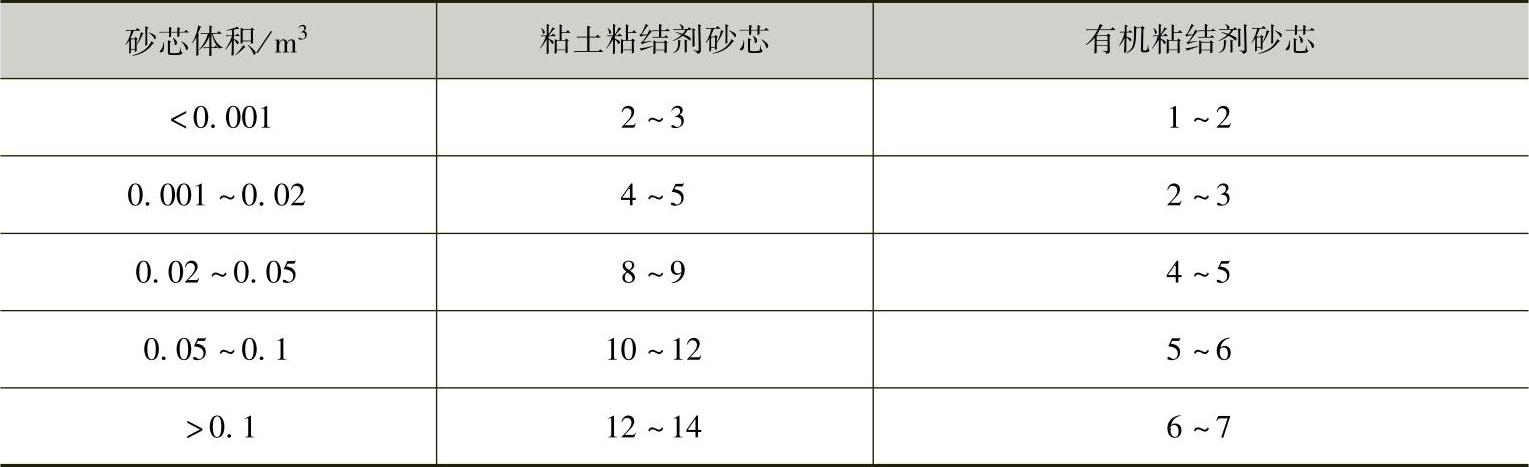
表3-6 烘炉烘干砂型的时间参考值
砂型(芯)烘干后修补很浅或很少的,可以在炉外用喷灯、天然气、木炭等局部烘烤修补部位。如果修补量过大,砂型(芯)再次吸湿较多,则有必要进入烘炉再次烘干,并且表干型仍然采用炉外烘干。再次烘干时,进炉烘干时间是原来烘干时间的1/10左右,烘干温度是原来烘干温度的1/2。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。