



1.Z2310型翻台震实造型机的操作
Z2310型翻台震实造型机的结构如图3-57所示。它主要由震击机构、翻转机构、起模机构三大部分组成,适用于制造较大的砂型和砂芯,适合产量不高的批量铸件生产。砂箱内框面积为1000mm×800mm,起模高度为800mm,最大翻举重量为1350kg,每小时生产15~20箱。Z2310型翻台震实造型机的操作方法如下:
(1)准备工作 将模板固定在翻台上,检查砂箱尺寸,然后将砂箱套装在模板上固定好,旋转图3-58所示司气机构的调节螺钉2,调节好震击高度。起动震击机构,观察震击情况。关闭震击机构,起动翻台机构,观察翻转到位情况。起动起模液压缸,观察升降情况。空机运行检查结束后,将翻台复位到图3-57所示的位置。
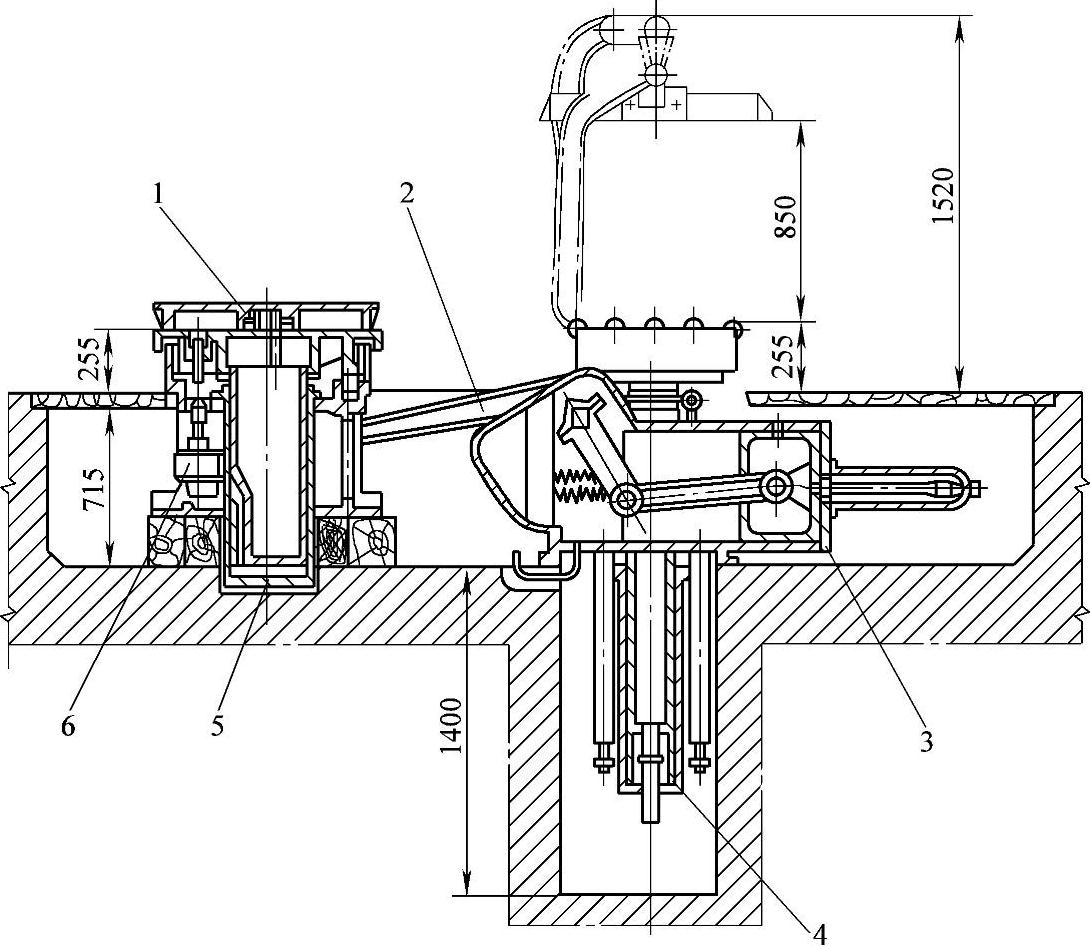
图3-57 Z2310型翻台震实造型机的结构
1—翻台 2—连杆 3—翻台液压缸 4—起模液压缸 5—司气阀 6—震击气缸
(2)加砂 Z2310型翻台震实造型机不是全自动造型机,加砂方法不受限制,既可以漏斗加砂、传送带断续加砂,也可以人工铲入加砂。
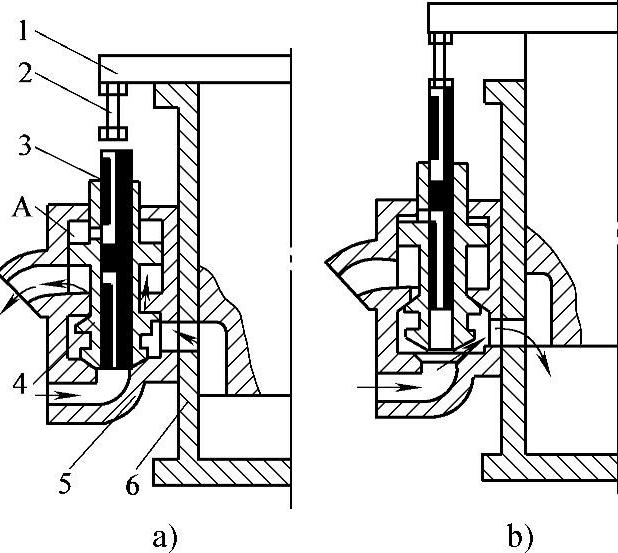
图3-58 司气机构
1—工作台(震击活塞) 2—调节螺钉 3—柱塞 4—阀门 5—双座阀 6—震击气缸
(3)起动震击机构 震击机构起动后,由图3-58所示司气机构控制压缩空气,当压缩空气进入双座阀时,首先顶起阀门4,气缸进气使活塞上升,与此同时柱塞3上升,柱塞下的通道与阀门上部孔相通,部分压缩空气进入A腔。在阀门上下面受压面积差的作用下,阀门向下运动。关闭进气孔,打开排气孔(见图3-58a),工作台下降实现震击。此时工作台上的调节螺钉2将柱塞3压下,A腔内压缩空气由柱塞上部通道排出(见图3-58b),完成一个震击过程。震击过程中翻台、模板、砂箱和型砂一起振动,砂箱顶部还要继续添砂,震击时间由砂型高度和紧实实际情况确定。砂型震实后关闭震击机构,人工补充舂实砂箱顶部的型砂,并刮平砂箱顶面多余的型砂,扎好通气孔。
(4)起动翻台机构 起动图3-59所示的翻台机构,液压缸7驱动连杆机构,主连杆4转过90°将翻台1举至起模工作台上方,同时在小连杆3的作用下,翻台在90°翻举过程中翻转180°,使砂箱顶面在下方,模板在上方。
(5)起动起模机构 起模机构起动后起模工作台上升,利用图3-60所示的持平机构托住砂箱,托条5与砂箱接触后,弹簧在砂箱重力作用下变形,以适应砂箱顶面的不平形状,然后用锁紧机构6将托条5固定,保证砂箱相对于模板无歪斜现象。松开翻台上的砂箱夹紧装置,放开砂箱,按下起模液压缸回程按钮,起模工作台缓慢下降,砂箱及砂型随着工作台同时下降,砂型下降离开固定在翻台上的模板而完成起模。
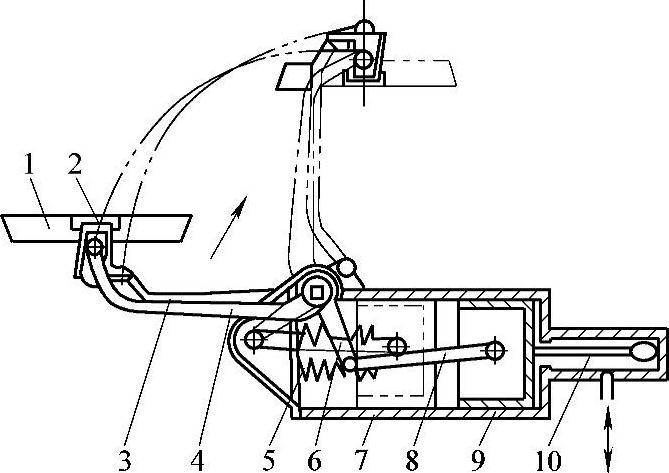
图3-59 翻台机构
1—翻台 2—滑板 3—小连杆 4—主连杆 5—缓冲弹簧 6—曲柄 7—液压缸 8—连杆 9—活塞 10—活塞杆
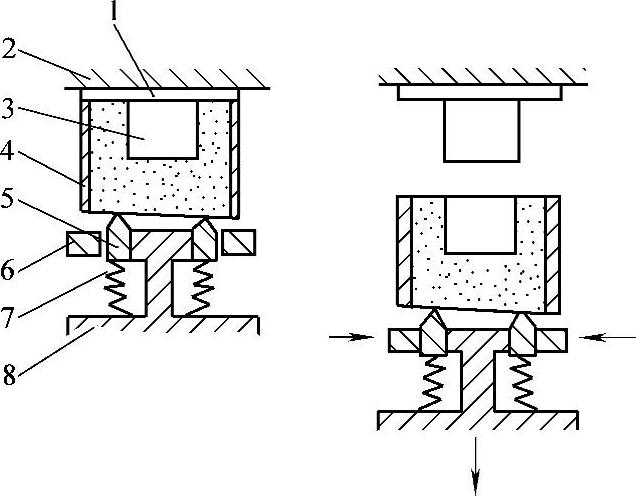
图3-60 持平机构示意图
1—砂箱模板 2—转台或翻台 3—模样 4—砂箱 5—持平机构托条 6—锁紧机构 7—弹簧 8—接箱台
(6)翻台复位 按下翻台液压缸回程按钮,翻台转回到震击台。
(7)搬运砂型 将造好的砂型吊离起模工作台放于铸型输送线上,一个砂型制作过程结束。
2.Z8612B型热芯盒射芯机
Z8612B型热芯盒射芯机适用于制造12kg以下简单和中等复杂的型芯。其生产率高,质量容易保证,应用非常广泛。(https://www.xing528.com)
Z8612B型热芯盒射芯机的结构如图3-61所示。其最上部是一个电动振动供砂斗,底部呈7°倾斜,由振动电动机8带动,安放在四个橡胶减振垫上。供砂斗前面是一个有机玻璃罩9,用以观察供砂斗内的存砂量及供砂是否通畅。
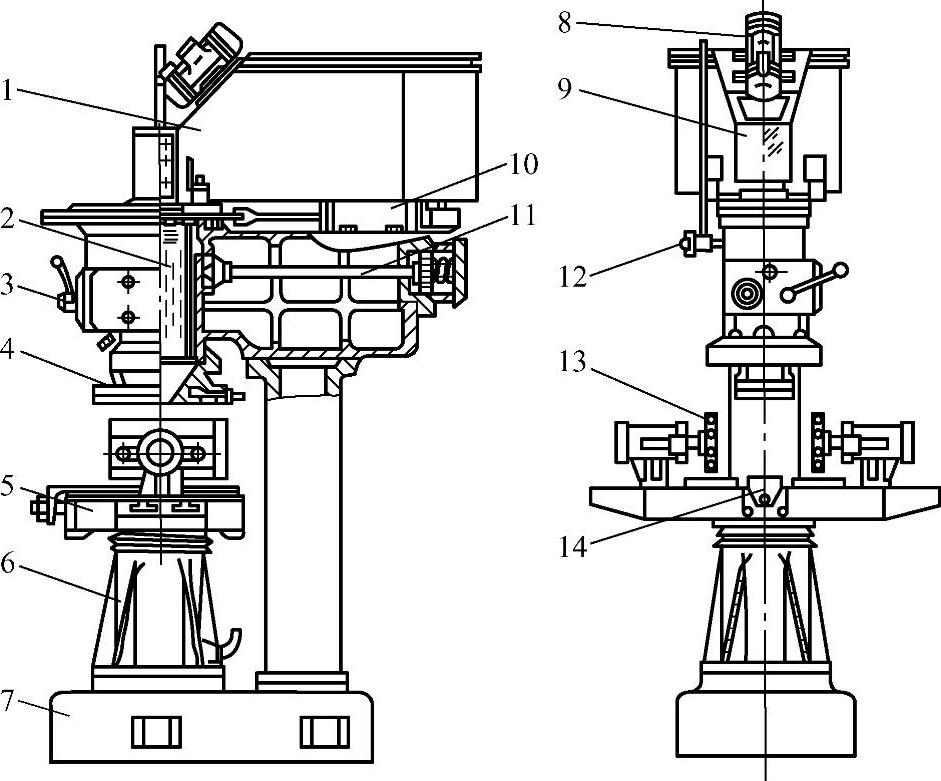
图3-61 Z8612B型热芯盒射芯机的结构
1—供砂斗 2—射砂筒 3—操纵阀 4—水冷射头 5—工作台 6—升降缸 7—底座 8—振动电动机 9—有机玻璃罩 10—闸板动力气缸 11—射砂阀控制气缸 12—排气阀 13—加热板 14—气动拖板
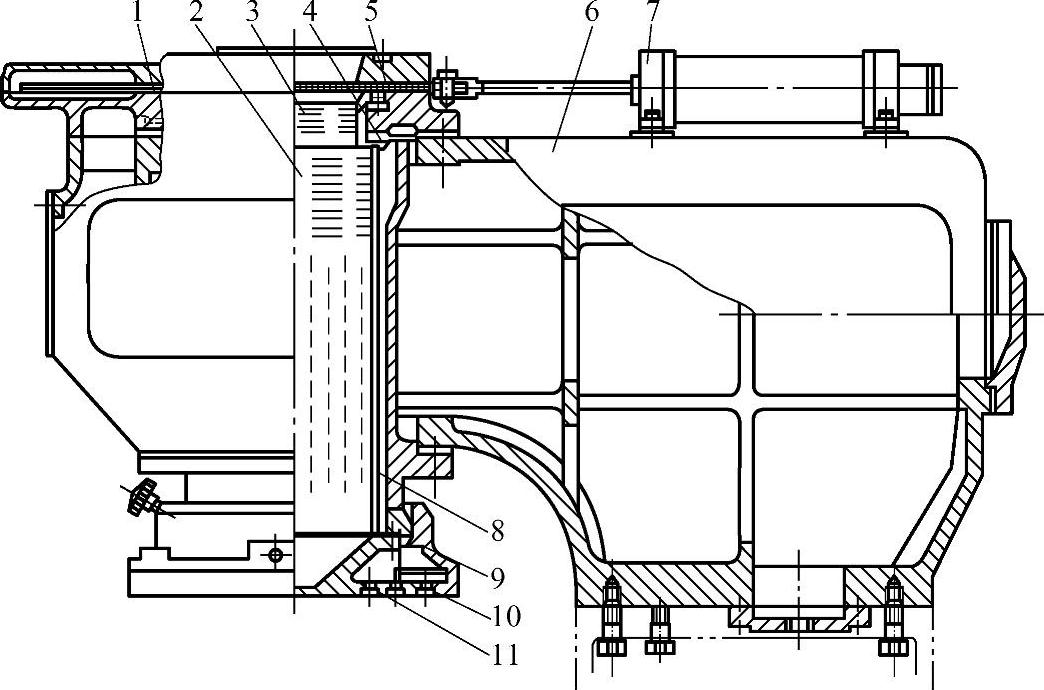
图3-62 射砂机构
1—闸板 2—射砂筒 3—助射筒 4—环形薄膜进气阀 5—闸板密封圈 6—横梁 7—闸板气缸 8—射砂腔 9—射砂头壳体 10—射砂头底板 11—排气孔
供砂装置下面是射砂机构,如图3-62所示。射砂机构由闸板、射砂筒、射砂阀、快速排气阀、射头及储气缸等部分组成。射砂前,闸板气缸前伸,打开加砂口。芯砂储存在机器上面的供砂斗中,用振动给料器或带式输送机通过闸板上的加砂口将芯砂送入射砂筒。将芯砂装至预定量后,关闭闸板,把准备好的芯盒紧压在射砂头射孔下面,同时在闸板密封圈下通入压缩空气,使闸板密封后方可进行射砂。射砂时,打开进气阀,压缩空气由储气缸经过进气阀进入射砂腔,通过射砂筒顶部以及射砂筒壁上的缝隙迅速进入射砂筒进行射砂。射砂在很短的时间内完成,并立即关闭进气阀,紧接着打开快速排气阀,将射砂腔内残留的压缩空气排出(工作时,必须注意这一操作程序,否则射砂腔内残留的高压空气排出,会造成巨大的噪声和喷砂现象),然后使芯盒下降并将闸板打开。
图3-61所示工作台5上有两个芯盒夹紧缸,分别装有两块加热板13,两半芯盒装在加热板上。夹紧缸在工作台5上的位置可以调节,以适应不同大小的芯盒。工作台5的中间有一气动拖板14,可以把制好的型芯拖到机器的前方,便于取走。对于中空的型芯,可将芯棒装在拖板上,如图3-63所示。
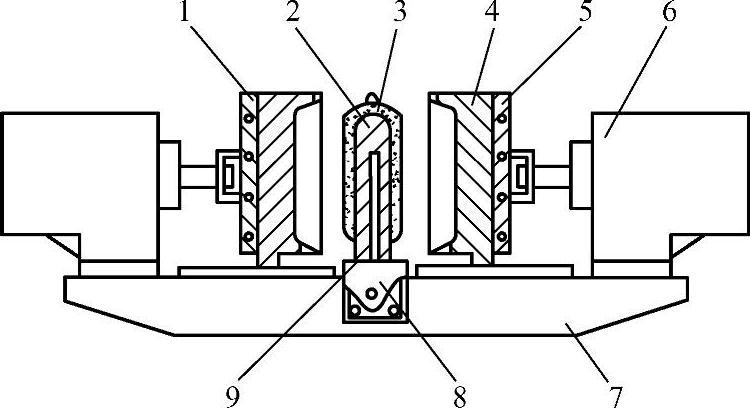
图3-63 热芯盒在工作台上的安放情况
1—加热板 2—芯棒 3—型芯 4—芯盒 5—电热棒 6—夹紧棒 7—工作台 8—气动拖板 9—电热棒
图3-64所示为升降缸的结构。升降缸的作用是将芯盒及工作台升起,并压紧在射砂头下。它是一个单向的柱塞气缸,用设在气缸内的滑块导向限位,结构比较紧凑。
Z8612型热芯盒射芯机采用六工位的手动操纵阀集中控制各个动作。操纵阀的结构如图3-65所示。在前阀盖4与后阀瓣10的中间有一个开有长圆形沟槽的滑块9,用手柄转动滑块9,经过六个工作位置。后阀盖10上有九个孔,其中一个孔与大气相通,其余的孔分别通往各气缸及气阀。转动滑块9可使九个孔中的某些孔与气源相通,而某些孔与大气相通,分别控制射芯机的各个气缸或气阀。六个工作位置分别是:静止位置;闸板开启并加砂;拖板移入;芯盒夹紧;工作台上升;闸板密封;射砂,同时排气阀封住。
Z8612型热芯盒射砂机主要用于制造,芯盒面积不超过400mm×400mm的实心的或中空的型芯。芯盒为垂直分芯,两半片芯盒分别与面积为350mm×230mm的标准加热板固定。热芯盒射芯机在不用加热元件时,也可以当普通的射芯机使用。
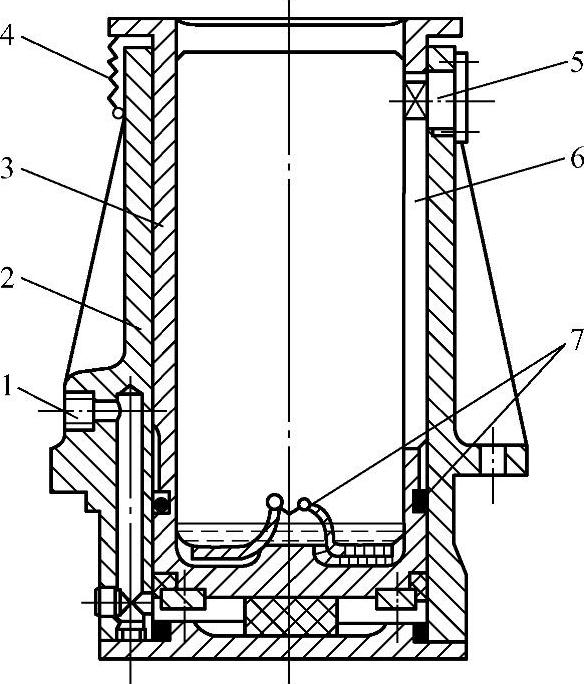
图3-64 Z8612型热盒射芯机的升降缸
1—进/排气孔 2—气缸 3—活塞 4—折叠防尘罩 5—导向限位滑块 6—导槽 7—润滑棉绳
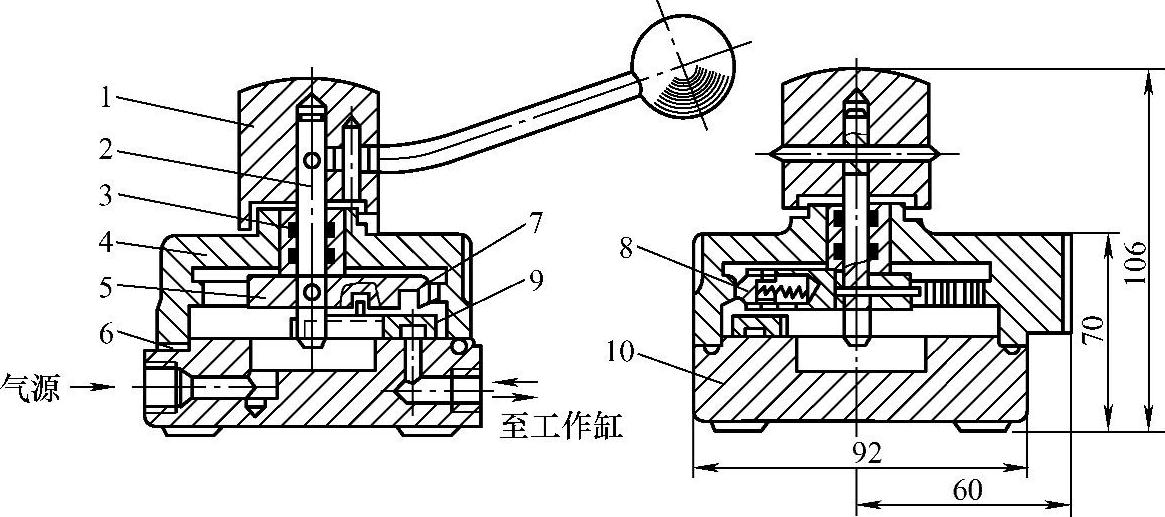
图3-65 Z8612型热芯盒射芯机操纵阀的结构
1—轴帽2—心轴 3—轴套 4—前阀盖 5—阀瓣 6—垫片 7—压紧弹簧 8—定位滚柱 9—滑块 10—后阀瓣
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。