



在地平面以下的砂坑中或特制的地坑中制造下型的造型方法称为地坑造型。其根据是否使用盖箱而分为无盖地坑造型和有盖地坑造型两类。无盖地坑造型一般都是在软砂床上进行的,适用于顶面是平的,质量要求不高的薄小铸件;有盖地坑造型大多是在硬砂床上进行的,在硬砂床上造型不能像在软砂床上那样用压入模样的方法获得型迹,也不能像砂箱造型那样把型砂覆盖于模样上进行舂实,以获得型迹。在此主要介绍硬砂床有盖地坑造型。
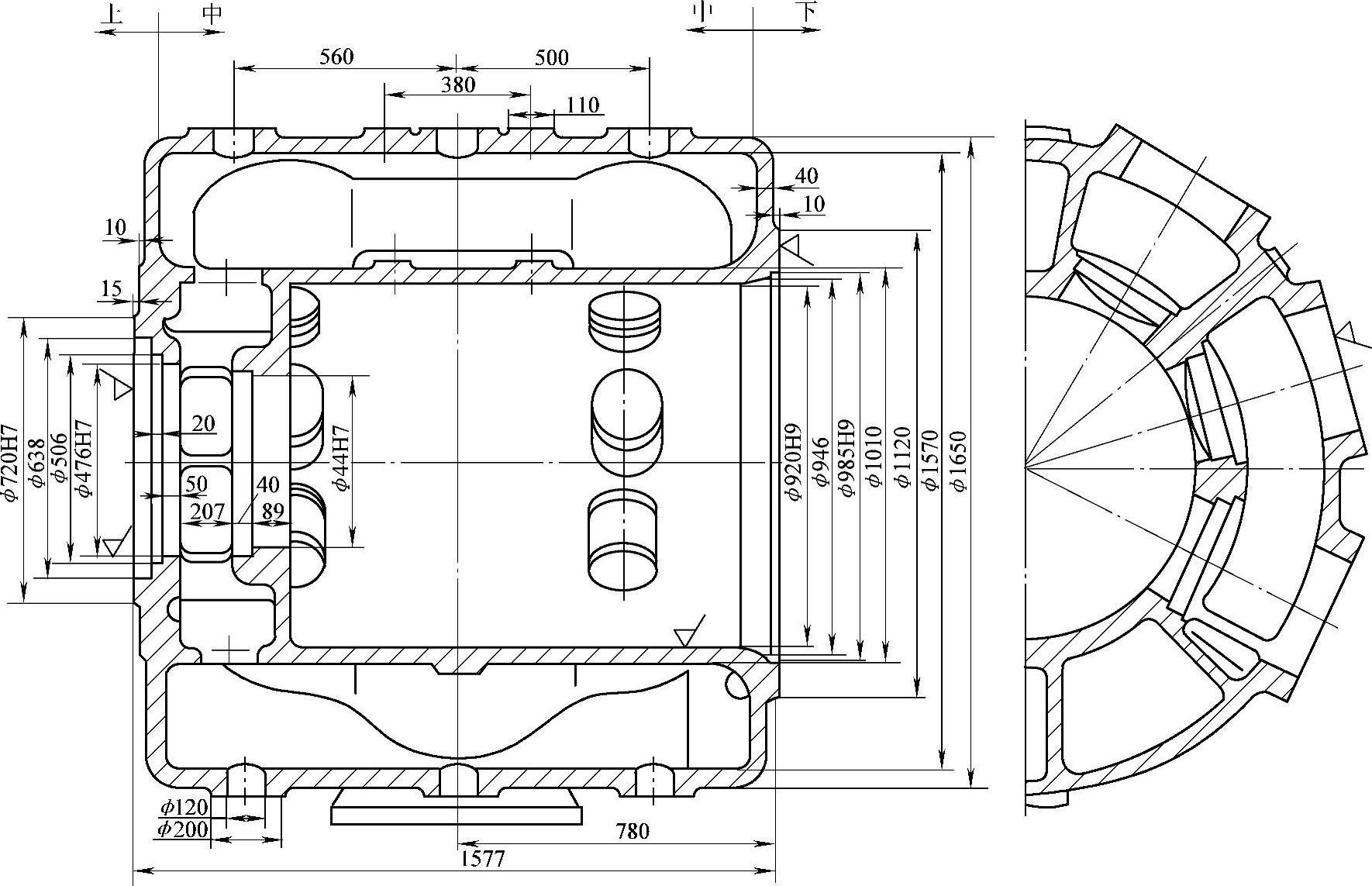
图3-13 压缩机气缸体多箱造型示意图
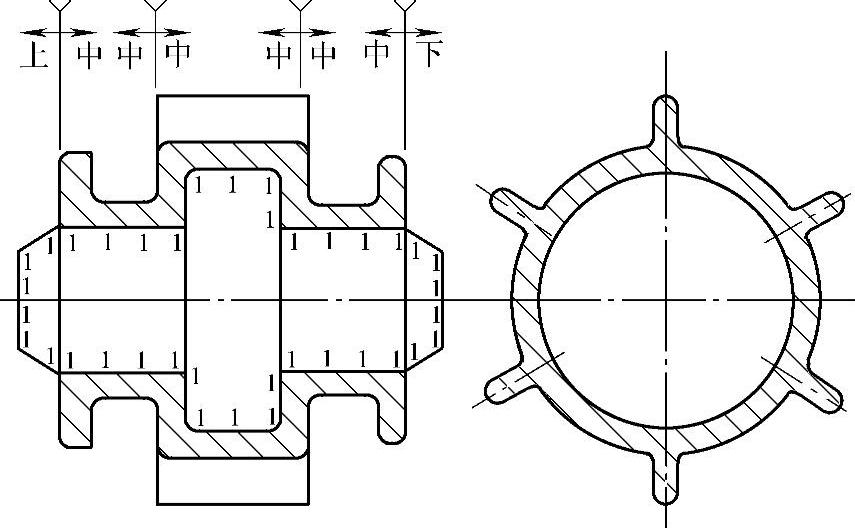
图3-14 管接头多箱造型工艺图
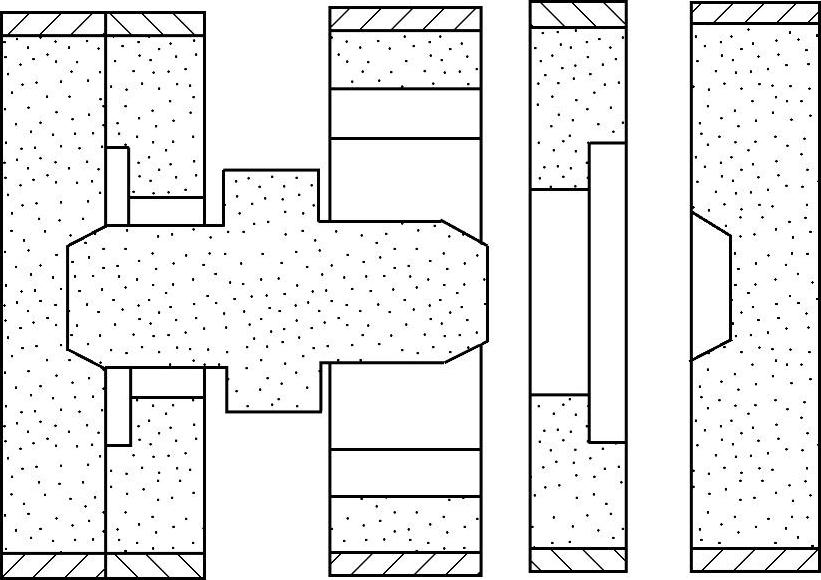
图3-15 合箱操作示意图
1.硬砂床的制备
与软砂床不一样,硬砂床的型砂在铺制过程中要进行舂实,硬度较高,因此叫做硬砂床。硬砂床一般是在地坑中制作,所浇铸件一般尺寸和重量较大,在铸件浇注过程中产生的气体较多,因此制作硬砂床时要特别注意通气问题。硬砂床的结构如图3-16所示。其制备方法如下:
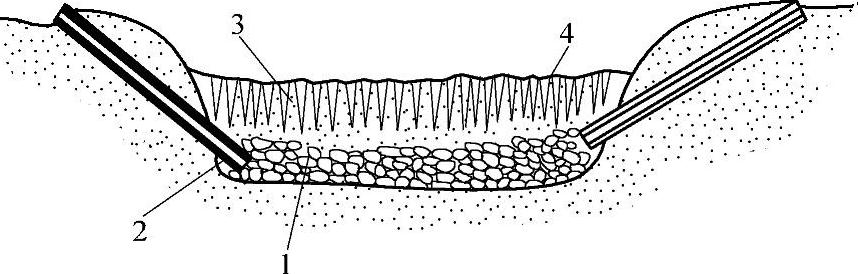
图3-16 硬砂床的结构
1—焦炭 2—排气管 3—通气孔 4—型砂
(1)挖坑 在确定的地方先挖一个比模样尺寸略大的坑,使模样四周的型砂能很方便地舂实,坑的深度比模样高度大300~500mm。
(2)铺排气层 对于较大的铸件,为了使砂型底部产生的气体能顺利地排出铸型,要在坑的底部铺上厚度为100mm左右的焦炭层,用一根或几根排气钢管从焦炭层中通到地面,用布或纸团堵住上口,浇注时应将其打开,点火引气。在焦炭层的上面盖以草袋,防止型砂落入焦炭层缝隙而影响通气质量。
(3)填砂舂实 在草袋上铺垫背砂,分层舂实,坑底填实型砂的总厚度要达到200mm以上,最下层要舂结实一些,顶层略松一些,使铸型能获得轮廓清晰的型腔,然后在舂实的背砂上扎间距为200~300mm的通气孔,通气孔要扎透到焦炭层,最后填上一层不用舂实的面砂将通气孔盖住,以免浇注时金属液钻入通气孔。
硬砂床的硬度较高,可以承受较大的压力,排气措施比较可靠,因此可以用来浇注较大的铸件。
2.加固硬砂床的制备
铸造特大铸件时要求砂床具有足够大的承载能力,因此必须对硬砂床进行特别加固,其结构如图3-17所示。加固硬砂床的制作方法如下:
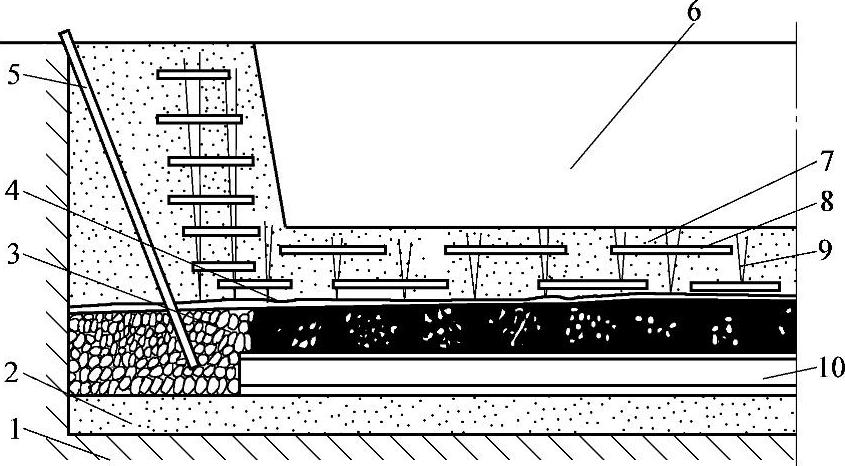
图3-17 加固硬砂床的结构
1—地坑 2—填充砂 3—排气材料 4—草袋 5—排气管 6—型腔 7—面砂层 8—铁棍 9—通气孔 10—钢轨
(1)挖坑 将地坑挖成方形,修平坑底并舂实,坑的长宽尺寸每边要比铸件大800mm以上,坑深比模样高度大400mm以上。(https://www.xing528.com)
(2)制作加固层 在紧实的坑底舂实填充砂,并铲修平整。在填充砂层上纵横各放一层钢轨,每两个钢轨中线相距300mm以上。如果条件有限,则可用砂箱或红砖代替钢轨。红砖每3块或4块一组侧放形成砖垛,垛间距离为200mm左右。
(3)铺排气层 在钢轨或砖垛的空档处及顶面填满焦炭或砖头等块状物,放好排气管,用布或纸团堵好排气管口,在焦炭层上面盖一层草袋。
(4)填砂舂实 在草袋上舂填充砂,埋入铁棒以增加砂层强度,舂实后的填充砂总厚度为300~400mm,然后扎通气孔至排气层,通气孔间距为250~300mm,最后用一层面砂覆盖通气孔。
3.硬砂床有盖地坑造型方法
(1)复印法 有盖地坑造型对于较小的模样,当模样底面不平整时,先将模样轻轻压入底层铺有排气层和开有通气道,上层铺有型砂的砂床内,如图3-18所示。压入模样后再小心地提起模样,观察模样压出的型迹,用工具将压紧处的型砂挖出,在松散的或没有被模样接触的地方加入型砂,然后再次压入和取出模样,并用同样的方法修整砂型。如此反复多次,直至模样下部的砂型硬度均匀、型迹清楚为止。再次将模样校正后,用压铁压好模样,以防止舂砂时模样移动,然后在模样四周填砂和舂实。当模样较大时,模样上常开设舂砂孔,以便于下部型砂的舂实。
(2)覆盖法 有盖地坑造型对于中、小型模样,当模样的底部有比较深的凹入部分时,可采用图3-19所示的方法填砂舂实。准备砂床时先将模样翻面放于砂床旁边,在模样凹入部分填砂舂实,不要舂得太紧,刮平底面后扎上通气孔,然后以模样的一边为轴线,将模样旋转反扣在砂床上,摆好模样位置后,用锤子轻轻敲击模样,在模样上压好压铁,以防止模样在舂砂时移位或上抬。
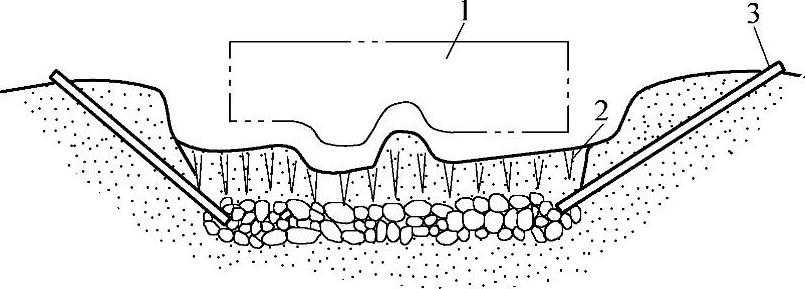
图3-18 复印法地坑造型
1—模样 2—排气孔 3—排气管
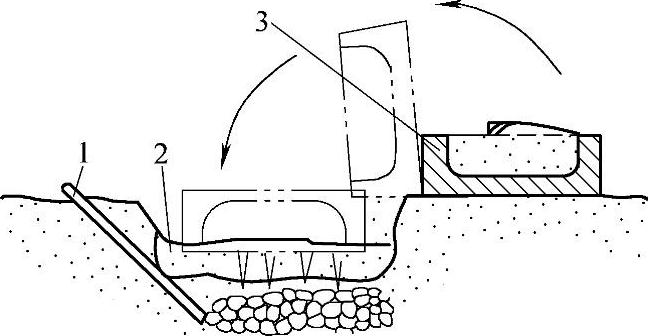
图3-19 凹底模样的砂床制备
1—排气管 2—面砂 3—模样
型砂舂实后沿分型面刮出大于盖箱的分型面,撒上分型砂,放上盖箱,摆好直浇道模样及冒口模样,填砂并舂实上型。上型的制造方法与砂箱造型时相同。
4.地坑造型的定位、紧固方法
(1)有盖地坑造型的定位方法 有盖地坑造型通常采用图3-20所示的定位桩定位。在舂砂结束后,开型前在砂箱四角打入四根定位桩,也可打在箱外侧,定位桩斜度不超过10°,定位桩太斜或太低会造成定位不准确。
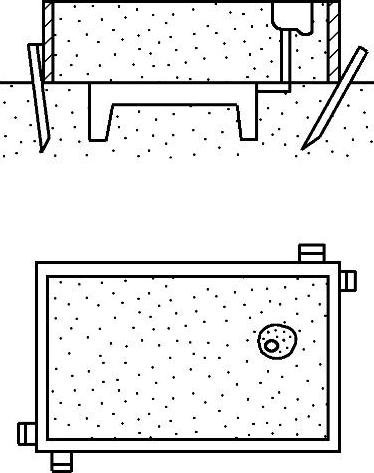
图3-20 用定位桩定位
(2)地坑造型铸型的紧固方法 地坑造型时一般用压铁紧固铸型。大型铸件所需压铁有时多达数吨,若将压铁直接放在上型顶面,必然会使上型下沉将下型压坏,可采用图3-21所示的方法架设压铁。先在上型的两侧旁边放上垫板,在垫板上放垫铁,压铁放在垫铁上,全部压铁的重量由垫铁承担。最下面的压铁与上型之间有间隙,在箱边与压铁间隙处敲入楔铁。这样,如果上型要向上抬,则必须克服全部压铁的重量才行。
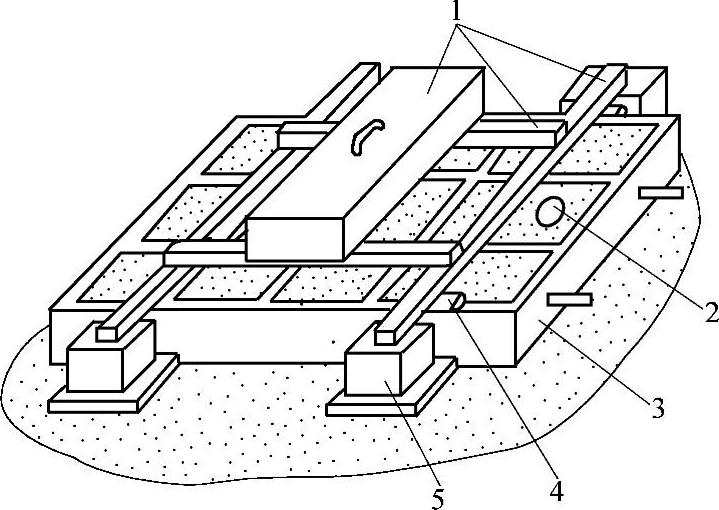
图3-21 大型地坑造型时压铁的架设方法
1—压铁 2—浇口杯 3—上砂型 4—楔铁 5—垫铁
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。