



1.水玻璃
主要成分为硅酸钠的无机粘结剂称为水玻璃粘结剂。它是硅酸钠的水溶液。
(1)水玻璃及其质量要求 硅酸钠是弱酸强碱盐,干态时为白色或灰白色团块或粉末,溶于水时,纯的钠水玻璃外观为无色粘稠液体,由于含铁盐而呈灰色或绿色,pH值一般在11~13。水玻璃有几个重要参数,即模数、密度、含固量和粘度等,直接影响其化学和物理性质,也直接影响水玻璃砂的工艺性能。
1)水玻璃模数是水玻璃(硅酸钠)中二氧化硅与氧化钠的物质的量之比。模数的大小仅表示水玻璃中SiO2和Na2O的物质的量之比,并不表示水玻璃中硅酸钠的质量分数。模数高的水玻璃,其硅酸钠的质量分数不一定高。但是模数改变,水玻璃结构及其物理-化学性质会发生变化,因为模数直接影响硅酸阴离子的聚合度,聚合度越高,模数也就越大。此外,聚合度还取决于水玻璃中游离碱和每个阴离子上分布的水量。模数越高,水玻璃作为型(芯)砂粘结剂时的硬化速度也就越快,达到最高强度的时间也会越短。但过高的模数,将使型(芯)砂的保存性差,不适合造型和制芯。在铸造生产中,吹CO2硬化时常用模数为2的钠水玻璃,如果需要硬化速度快,以降低CO2消耗量和提高生产率,也可使用较高模数(2.5或3.0)的水玻璃。不过高模数水玻璃对水的变化高度敏感,使用中常需加质量分数约为1%的水。
水玻璃模数可以通过化学的方法降低或提高。要降低水玻璃模数,可通过加入适量的NaOH来提高水玻璃中Na2O的含量,从而相对地减少SiO2的含量。要提高水玻璃模数,可加入HCl、NH4Cl等,以中和部分Na2O,从而相对提高SiO2的含量。
2)除模数外,能说明水玻璃主要技术特性的参数还有密度、含固量、水分、粘度和杂质含量。
水玻璃的密度取决于水玻璃中水的质量分数,而不是它的模数,因为Na2O和SiO2的相对分子质量很接近。密度低、水的含量高、含固量少的水玻璃,不宜作型(芯)砂粘结剂;反之,密度过大、粘稠的水玻璃,不便定量,并且不易与砂子混合。铸造生产中通常采用密度为1.32~1.68g/cm3的水玻璃。
市售铸造用水玻璃通常只标明Na2O和SiO2两种组分的质量分数。实际上,这种水玻璃中均含有少量杂质,如Fe2O3、Al2O3、CaO、MgO等。这些不溶性杂质的总含量可用重量法测定,即将水玻璃稀释到密度为1.2g/cm3,随后过滤测定。
水玻璃的粘度因其含水量、密度和模数而定。如果将含水量大致相同而模数不同的两种水玻璃进行比较,就可以看出模数对粘度的影响十分显著,见表2-1。当模数一定时,水玻璃中的水分与粘度的关系见表2-2。
表2-1 水玻璃模数与粘度的关系

表2-2 水玻璃中的水分与粘度的关系
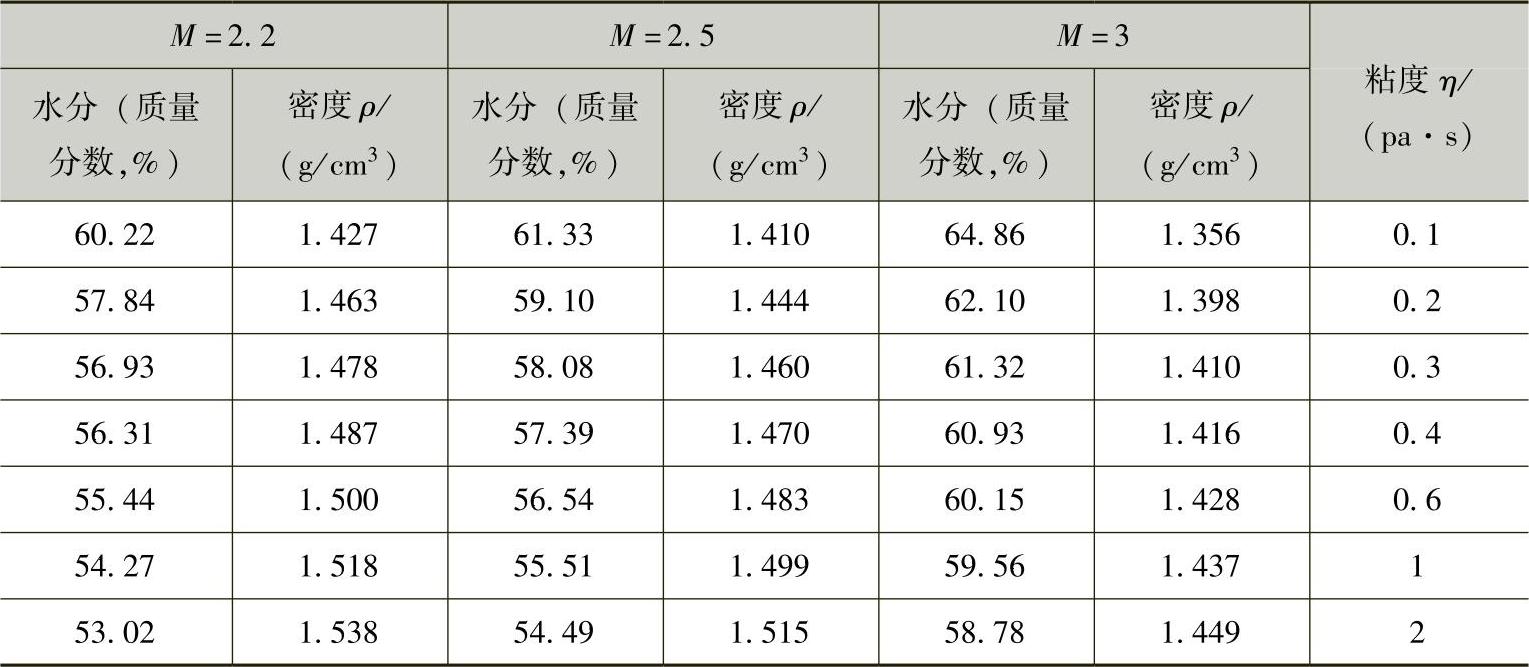
在实际生产中,将粘度小于1Pa·s的水玻璃与砂混合后能保证粘结剂均匀分布,此时硅砂粒表面包覆的水玻璃厚度为1~2.5μm。
铸造生产中对水玻璃模数和密度的要求依水玻璃砂的硬化方式与所用硬化剂的类型而定。采用CO2硬化法时,建议采用密度高的水玻璃,如果采用密度低(1.42~1.45g/cm3)的水玻璃,就会对所生产的砂型(芯)的物理性能产生不良影响。
(2)水玻璃砂存在的问题及解决途径 水玻璃砂CO2硬化法自1947年问世以来,由于混砂紧实,硬化、起模均很简易,加上CO2廉价、安全、不需要净化,因此受到铸造工作者的欢迎,从而迅速得到推广,有些人甚至认为此方法可全面解决制芯、造型中的问题。但是不久,这种方法的一些缺点暴露出来。其缺点主要是浇注后砂型溃散性差,旧砂不能用摩擦法再生,硬化的砂型、砂芯保存性差,对某些铸件,型、芯硬化后的强度不够理想,因此其应用受到一定限制。
1)水玻璃砂的主要缺点是溃散性差,出砂困难,从而限制了它在铸造上获得更广泛的应用。图2-1所示为CO2硬化的水玻璃砂在不同温度下的残留强度、高温强度和自由热膨胀的变化值。
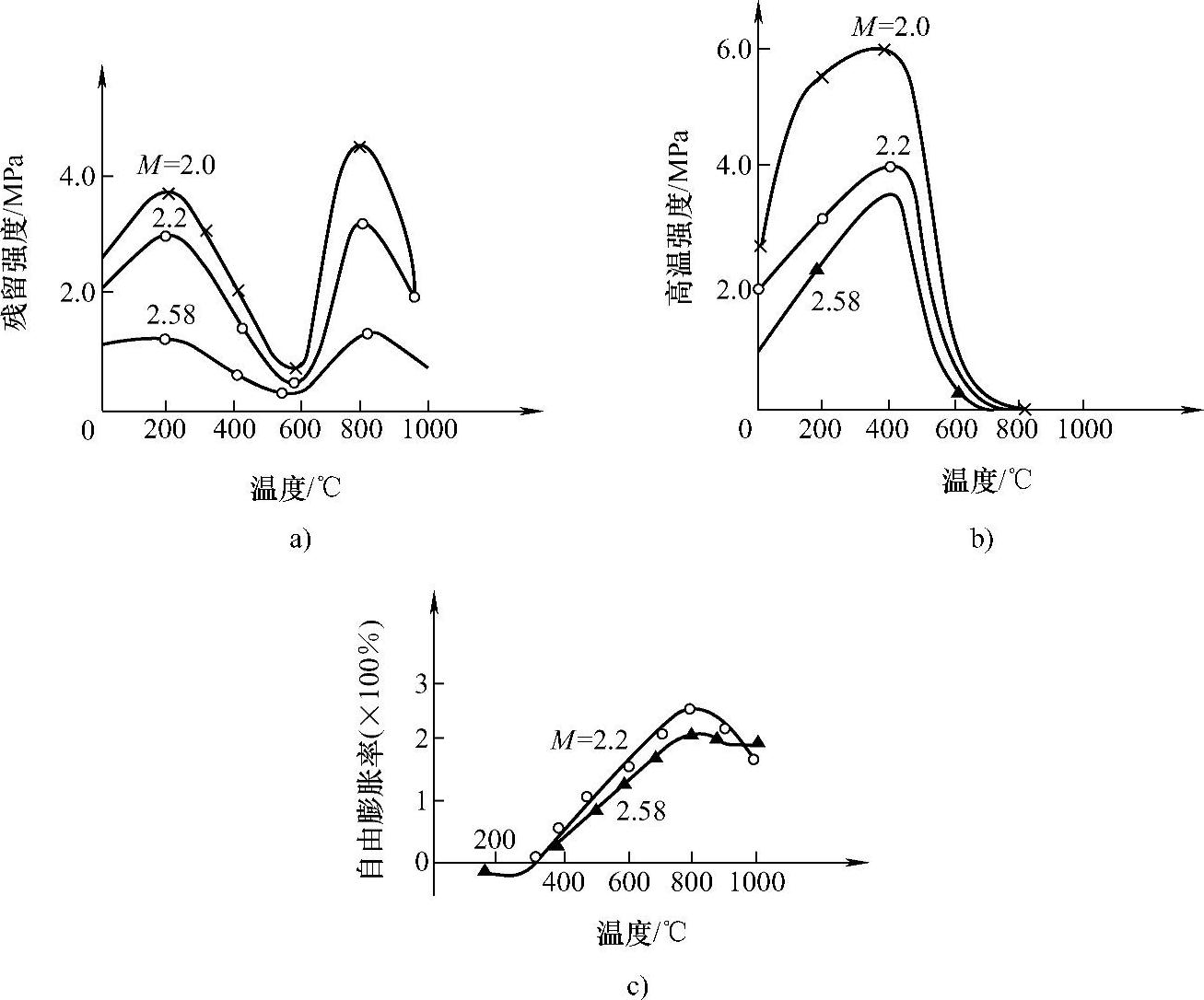
图2-1 CO2水玻璃砂的加热温度与性能的关系
a)温度与残留强度的关系 b)温度与高温强度的关系 c)温度与自由膨胀率的关系
残留强度是评定水玻璃砂溃散性的常用方法之一,是将尺寸为ϕ300mm×50mm或ϕ500mm×50mm的环形水玻璃砂试样加热到一定温度,并在该温度下保温30~40min,再随炉冷却到室温所测定的抗压强度。如果保温后试样在炉外冷却,则既不符合铸造生产实际,也会使所测残留强度偏低。
水玻璃砂残留强度随着温度的改变而呈双峰特性。这两个峰值的高低决定了水玻璃砂溃散性的好坏和铸件出砂的难易。其第一个峰值在200℃左右出现,是硅酸凝胶和未反应的硅酸钠脱水强化的结果。此后,由于粘结膜脱水收缩及温度变化引起应力并出现裂纹,以及水分大量脱失,粘结膜上出现气泡,使残留强度随之下降。
800℃时硅酸钠开始熔融出现液相,使粘结膜的内应力、裂纹、气孔等消失,高温强度降到零。熔融的硅酸钠冷却后形成坚固的玻璃体或晶体,因而残留强度出现第二个峰值。
800℃以后熔融的硅酸钠与硅砂中的SiO2反应加剧,成为SiO2的过饱和溶液,当冷却时,过饱和的SiO2先以鳞石英析出,当温度低于870℃时转变为硅石。它在凝固的水玻璃中起着切口的作用,故1000℃左右时水玻璃砂的残留强度又下降。
水玻璃砂的高温强度则呈单峰特性。由于是高温,不受冷却过程应力、裂纹的影响,因此直到400℃仍然是脱水强化的因素占优势。
水玻璃模数越低,高温强度和残留强度越高。其残留强度高,意味着出砂性差,即溃散性差。要改善水玻璃砂的出砂性,可采用的措施有:
①在水玻璃砂中加入糖类、树脂类、油类、纤维素类等多种材料。这些有机物在高温下挥发、汽化或燃烧炭化,能在一定程度上破坏水玻璃粘结膜的完整性,因而可显著改善水玻璃砂在600℃以下的出砂性,但在800℃以上效果就不明显了。
②加入氧化铝、高铝矾土、膨润土、石灰石等无机物能降低水玻璃砂在800~1100℃时的残留强度。(https://www.xing528.com)
2)用水玻璃砂制造的型(芯)砂浇注铸铁件时,常产生严重的粘砂现象,这限制了其在铸铁件上的使用。将其用于一般中小型铸钢件时,选用粒度较细、SiO2含量高的硅砂,并且舂得紧实,通常可获得表面光洁的铸件。将其用于厚大铸钢件或合金钢件时,粘砂也很严重。水玻璃砂中的Na2O和SiO2等与液态金属在浇注时产生的铁氧化物会形成低熔点的硅酸盐,如果这种化合物中含有较多的易溶性非晶态的玻璃体,则这层玻璃体与铸件表面的结合力就很小,而且收缩系数与金属也不相同,它们之间就会有较大应力,易于从铸件表面清除,不产生粘砂。如果在铸件表面形成的化合物中SiO2含量高,FeO、MnO等含量少,其凝固组织基本上具有晶体结构,会与铸件牢固地结合在一起,产生粘砂现象。
铸钢件由于浇注温度高,钢液表面易氧化,粘砂层中氧化铁、氧化锰等含量高,因此粘砂层易于清除。铸铁件由于浇注温度低,铁、锰等不易氧化,粘砂层是晶体结构,因此不易清除。
为防止粘砂,可刷涂料,而且最好刷醇基涂料;一般铸铁件可在水玻璃砂中加入适量的煤粉;也可加具有填充性能的高岭土,从而得到表面光洁的铸件。
3)水玻璃砂吹CO2硬化后,放置一段时间,有时在型(芯)砂表面会出现像白霜一样的物质,严重降低该处表面的强度,浇注时易产生冲砂缺陷。这种白色物质的主要成分为NaHCO3,可能是因水玻璃砂中含水分或CO2过多而引起的。解决的办法是控制水玻璃砂中水分的含量,不要使其偏高,特别是雨季和冬季,吹CO2时间不宜太长,型(芯)砂不要久放。有的工厂在水玻璃砂中加入占砂质量分数1%、密度为1.3g/cm3的糖浆来防止表面白霜。
4)用CO2或加热等方法硬化的水玻璃砂芯,装配在湿型中后若不及时浇注,则砂芯强度将急剧下降,可能会出现蠕变甚至坍倒。在潮湿的环境中存放的砂型(芯),强度也会明显地降低。砂型(芯)抗吸湿性差的原因是水玻璃重新发生水合作用,水玻璃粘结剂基体中的Na+与OH-吸收水分并侵蚀基体,最后硅氧键断裂重新溶解,致使水玻璃砂粘结强度猛降。
在水玻璃中加入锂水玻璃,或在水玻璃中加入Li2CO3、CaCO3、ZnCO3等无机附加物,由于能形成相对不溶的碳酸盐和硅酸盐,以及可以减少游离的钠离子,因此可改善水玻璃粘结剂的抗吸湿性。
5)酯硬化法。水玻璃砂的酯硬化法是近几年发展起来的一种方法。采用液体的有机酯作为水玻璃硬化剂,有机酯在强碱性水玻璃的作用下水解为醇和酸。醇有很强的亲水性,它可以夺取水玻璃中的水分,构成它的溶剂化水;酸和水玻璃反应,析出乙酸钠,而乙酸钠有一定的亲水性,能夺取水玻璃中的水分,构成它的结晶水。在酸化和脱水的双重作用下,水玻璃砂得到硬化。这种硬化工艺可使型(芯)砂具有很高的强度,不仅可使水玻璃的加入量降至3.0%以下,而且硬透性和抗湿性均好,适用于大型铸钢件的生产。其缺点是型(芯)砂硬化速度慢、脆性大和流动性较差。常用的有机酯有甘油乙酸酯、乙二醇乙酸酯、二甘醇乙酸酯和丙二醇碳酸酯等,加入量占水玻璃的8%~12%(质量分数)。
6)用钠水玻璃砂制造的砂型(芯),在浇注过程中,主要的气体是粘结剂本身产生的蒸汽,因此,对水玻璃砂制的砂型(芯)应注意排气。
7)水玻璃旧砂再生困难,因为包覆砂粒的水玻璃膜具有塑性,难于用干法去掉;虽然湿法再生效果较好,但是需要增加砂的烘干工序,废水的循环使用也存在问题。目前,有发展前途的再生方法之一是将热法和机械法联合,即先用加热法使粘结膜脆化,再用机械搓擦法破碎,最后用抽风法将粉尘彻底去除,约80%的砂可回用。
2.合成树脂
铸造树脂按其化学结构可分为呋喃树脂、酚醛树脂、酚醛呋喃树脂、酚尿烷树脂等,按其造型、制芯工艺又可分为自硬树脂、热芯盒树脂、壳型(芯)树脂、冷芯盒树脂、烘干硬化树脂等。
(1)热芯盒树脂及其固化剂 热芯盒树脂一般用于汽车、内燃机、农机等制造行业。其按化学结构可分为呋喃热芯盒树脂、酚醛呋喃热芯盒树脂、酚醛热芯盒树脂三类。
1)呋喃热芯盒树脂是应用最广泛的一种热芯盒树脂,由尿素、甲醛和糠醇以一定的摩尔比在不同的合成工艺条件下聚合而成,通常称为呋喃Ⅰ型树脂。呋喃热芯盒树脂具有粘度低、强度高、保存周期长、毒性低的优点,可以制成含氮量不同的树脂。高氮树脂(氮的质量分数为11%~14%)用于非铁合金铸件,中氮树脂(氮的质量分数为3%~7%)用于铸铁件,低氮树脂(氮的质量分数为0.3%~3%)用于球墨铸铁件。
2)酚醛呋喃热芯盒树脂包括两类树脂:一类是酚醛改性呋喃树脂,即甲阶酚醛树脂与糠醇的缩聚或共聚物,通常称为呋喃Ⅱ型树脂,其优点是无氮、高温性能好、抗粘砂能力强,是铸钢件普遍采用的一种树脂,其缺点是常温强度低,保存性、硬透性不好,型砂脆性大;另一类是尿酚醛改性呋喃树脂,它属于含氮树脂,同时含有尿素和苯酚,兼有呋喃Ⅰ型和呋喃Ⅱ型树脂的特性。
3)热芯盒树脂用固化剂因热芯盒树脂的种类及含氮量的不同而有所不同。对于高氮树脂,固化剂一般为氯化铵的水溶液;对于中氮树脂,固化剂一般为铜盐(硝酸铜、硫酸铜等)水溶液;对于低氮树脂或无氮树脂,固化剂一般为铜盐和磺酸盐的混合物。
(2)烘干硬化树脂 烘干硬化树脂是为了代替植物油和合脂油粘结剂而开发的,具有更高的粘结强度,更好的劳动条件,成本也较低,适用于一些要求较特殊的型或芯。常用的烘干硬化树脂有酚醛烘干硬化树脂、丙烯酸烘干硬化树脂、改性聚乙烯烘干硬化粘结剂。
(3)冷芯盒用粘结剂及其催化剂 冷芯盒工艺是一种节能、低污染、高效的造型及制芯工艺,有逐步取代热芯盒的趋势。冷芯盒树脂按其化学结构和硬化气体的类型,分为三乙胺法酚尿烷树脂、SO2硬化呋喃树脂、CO2硬化酚醛树脂、甲酸甲酯硬化酚醛树脂、CO2硬化丙烯酸树脂、CO2硬化聚乙烯醇树脂等。
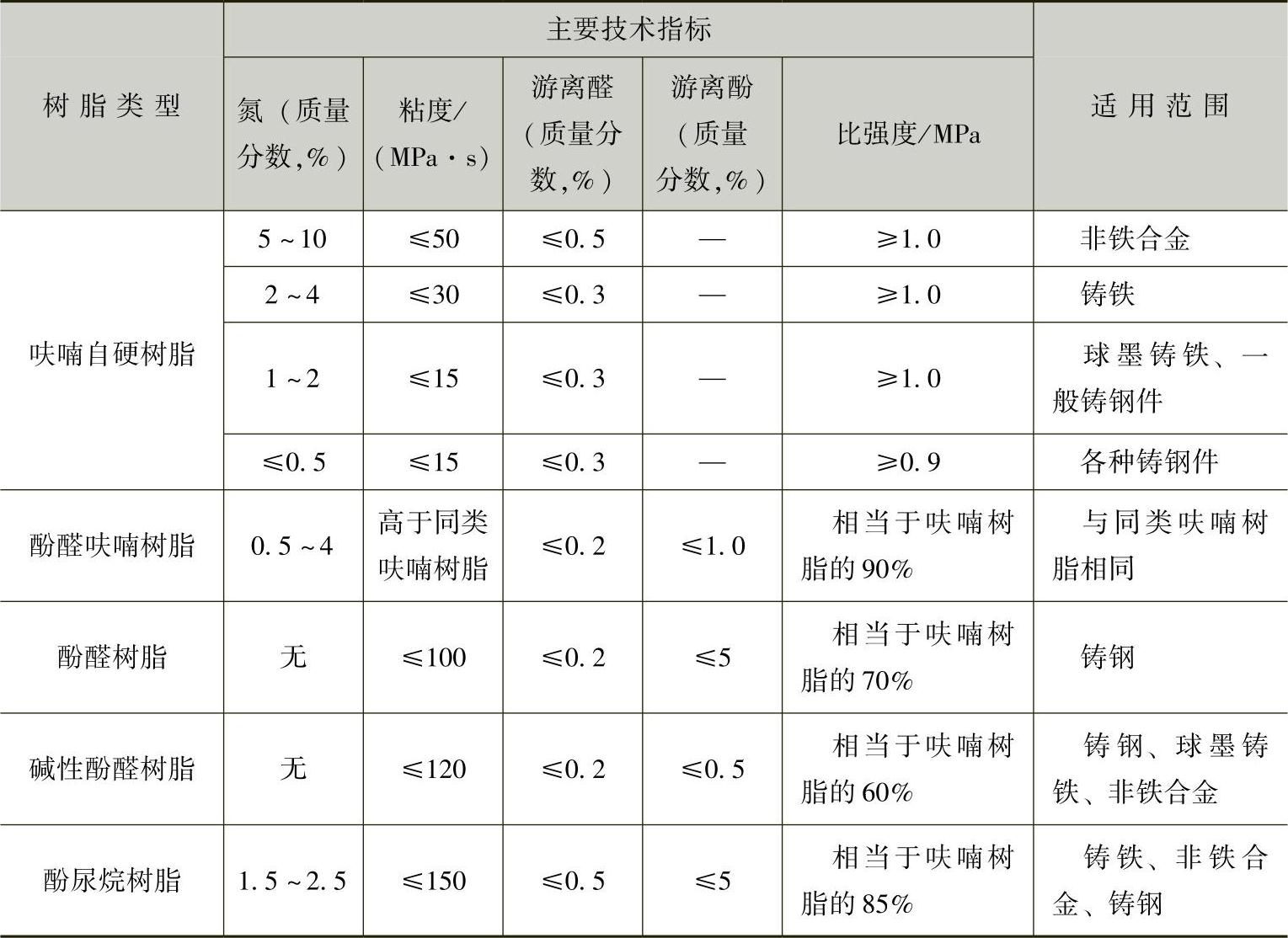
(4)自硬砂用粘结剂及其固化剂树 脂自硬砂工艺广泛应用于单件小批量高质量铸件的生产。树脂按其化学结构的不同分为五类,其主要指标及适用范围见表2-3。
表2-3 各种自硬树脂的主要技术指标及适用范围
1)酸硬化呋喃自硬树脂。它由尿素、甲醛和糠醇以一定摩尔比和合成工艺参数缩聚而成。该树脂常温下遇酸缩聚交联固化。其特点是强度高、粘度低、毒性小和旧砂再生利用率高,是应用最广泛的一类自硬树脂。
磺酸固化剂:磺酸固化剂是由甲苯、二甲苯经过磺化制成的磺酸盐溶液。它是呋喃自硬树脂、酚醛改性呋喃自硬树脂、酚醛自硬树脂的通用固化剂。通过改变苯类与其配比、溶剂的种类,控制固化剂的主要技术指标,可制成不同固化速度的磺酸固化剂,以适应不同季节的生产条件。
2)酸硬化酚醛改性呋喃树脂。在呋喃树脂合成时加入苯酚,可制成酚醛改性呋喃树脂。该树脂在糠醇资源贫乏的国家和地区比较常用,以降低生产成本。该树脂的粘度、强度、再生性及环保性等要比纯呋喃树脂差一些。
3)酯硬化碱性酚醛树脂。酯硬化碱性酚醛树脂是苯酚和甲醛在强碱催化下缩聚而成的酚醛树脂。它采用有机酯(以甘油乙酸酯为主)作为固化剂。
4)酚尿烷树脂。该树脂为双组分粘结体系,组分Ⅰ是一种线性酚醛树脂,组分Ⅱ为聚异氰酸酯,其合成原理和结构与三乙胺法酚尿烷树脂相似。固化剂为一类特殊的胺类,使用时加入组分Ⅰ中。该粘结剂的特点是硬化快、可使用时间长、脱模性好,但其比强度不如呋喃树脂,成本高、再生性稍差,环保方面也不如呋喃树脂好。
3.油类粘结剂
油类粘结剂主要包括植物油和矿物油两类。铸造采用的植物油包括桐油、亚麻籽油、改性米糠油、塔油等;矿物油包括合脂和渣油等。油类粘结剂具有很好的流动性、很高的干强度、良好的溃散性,是制造复杂型芯的主要粘结剂之一。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。