



外径千分尺是一种精密量具,它的分度值比游标卡尺高,而且比较灵敏。因此,对于加工精度要求较高的工件尺寸,要求用千分尺来测量。千分尺常用于测量细丝和小球的直径以及薄片的厚度等。
1.外径千分尺的结构(见图2-2)
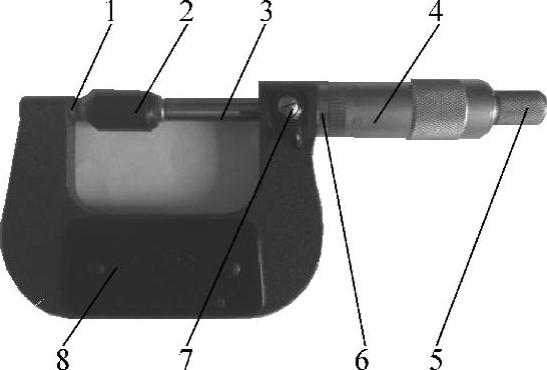
图2-2 外径千分尺的结构
1—测砧 2—待测工件 3—测微螺杆 4—微分筒(活动套管) 5—棘轮旋柄 6—固定套管 7—锁紧装置 8—尺架
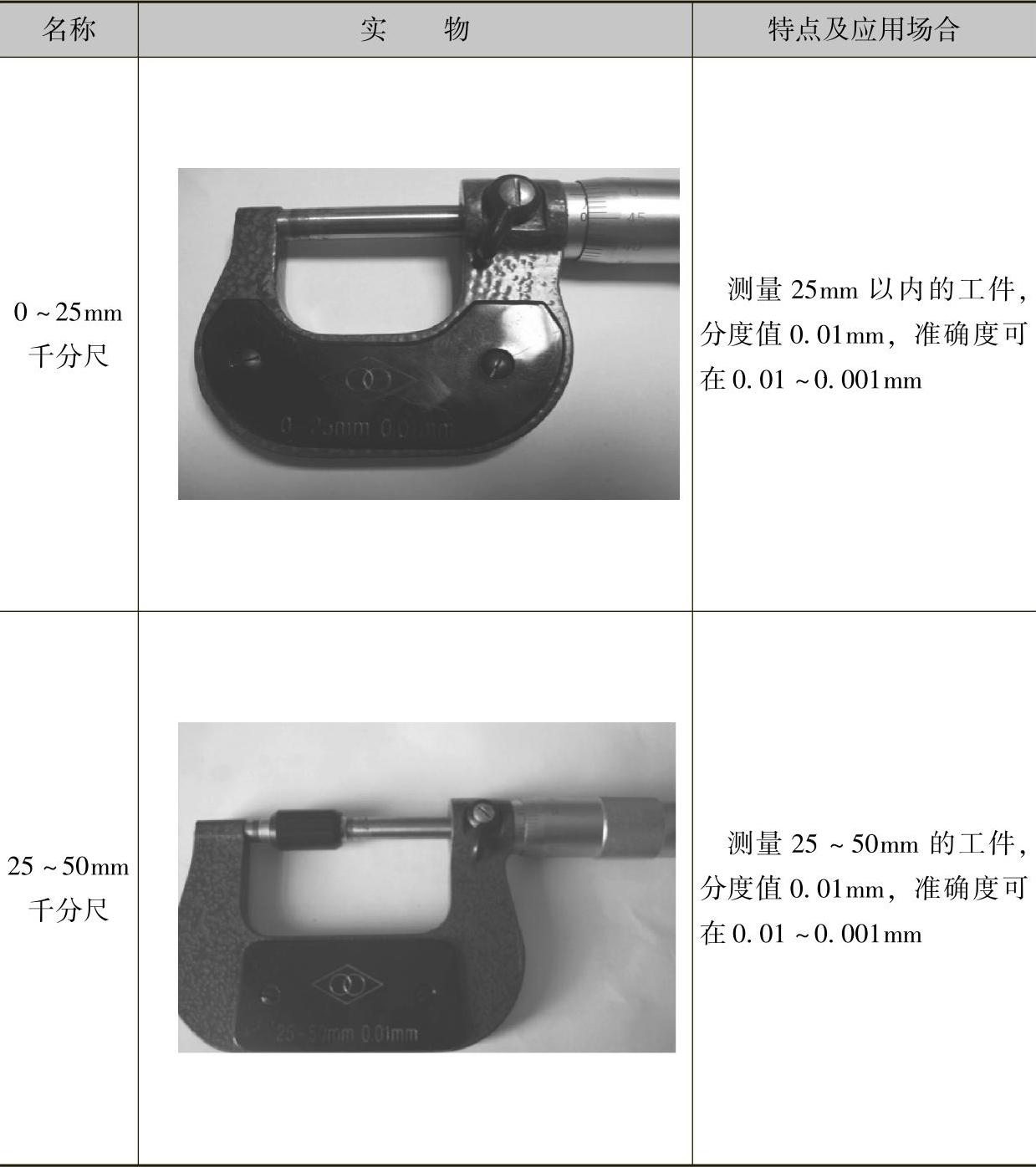
2.常用的外径千分尺
3.千分尺的刻线原理
当活动套管转一周时,测微螺杆就移动0.5mm。活动套管圆锥面上共刻有50格,因此当活动套管转动一格,测微螺管就移动0.01mm。固定套管上刻有尺身刻线,每格0.5mm。
4.千分尺的读数
①测量前先检查固定套管和微分筒的零标度线是否对齐,没对齐要进行调整或修正。使用千分尺测量物体尺寸时,要先将测微螺杆向后退开,然后再将待测物体放在千分尺的两个测量面之间

②千分尺的尾端有棘轮旋柄,转动棘轮旋柄可使测微螺杆移动,当测微螺杆与被测物相接后的压力达到某一数值时,棘轮将滑动并产生“喀喀”的响声,活动套筒不再转动,测微螺杆也停止前进,此时即可读数(https://www.xing528.com)

③读数时,从尺身(固定套管)上读取0.5mm以上的部分,千分尺下端标数字的为毫米整数刻度,上端每格0.5mm
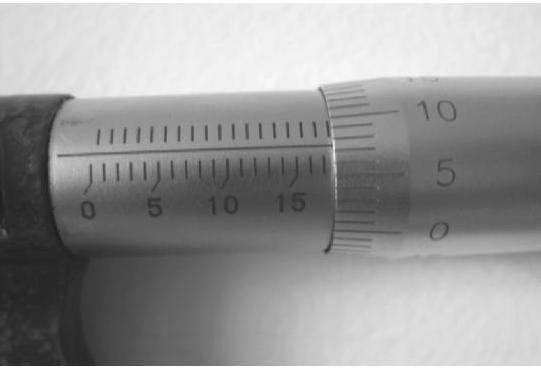
④固定套管读数为17.5mm
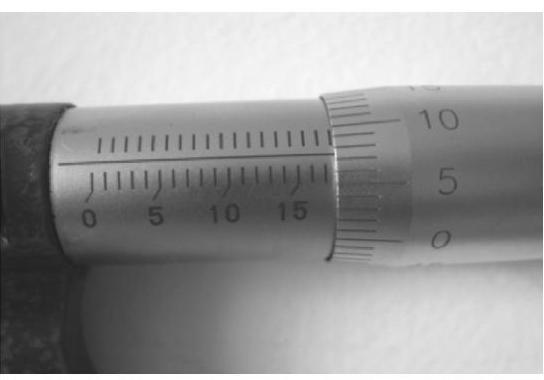
⑤固定套管水平线指在活动套筒上尺寸7与8之间,说明活动套筒转过7个刻度,7×0.01mm=0.07mm;再估读7与8之间的千分位,约为0.005mm
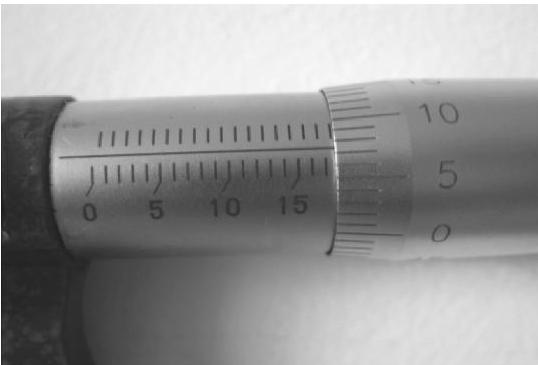
⑥此工件的直径为17.5mm+0.07mm+0.005mm=17.575mm
1)测量前要检查零点读数,并对测量数据作零点修正。
2)检查零点读数和测量长度时,切忌直接转动测微螺杆和微分筒,而应轻轻转动棘轮旋柄。
3)读数时,要注意固定套管上表示半毫米刻度是否已经露出,千分尺有一位估读数字,不能随便扔掉,即使固定套管的零线正好与活动套筒的某一刻度线对齐,千分尺也应该读取“0”。
4)测量完毕应使测砧和测微螺杆留有间隙,以免因热胀而损坏螺纹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。