



1.图样和技术要求
图10-15所示为气缸套筒工件,材料为高磷铸铁,硬度为40HRC,内孔经精镗和精磨至尺寸ϕ1250-0.03mm,表面粗糙度值为Ra0.4μm。现要求珩磨内孔至图样要求,即孔径为ϕ125+0.060mm,圆度公差为0.02mm,圆柱度公差为0.03mm,表面粗糙度值为Ra0.2μm。
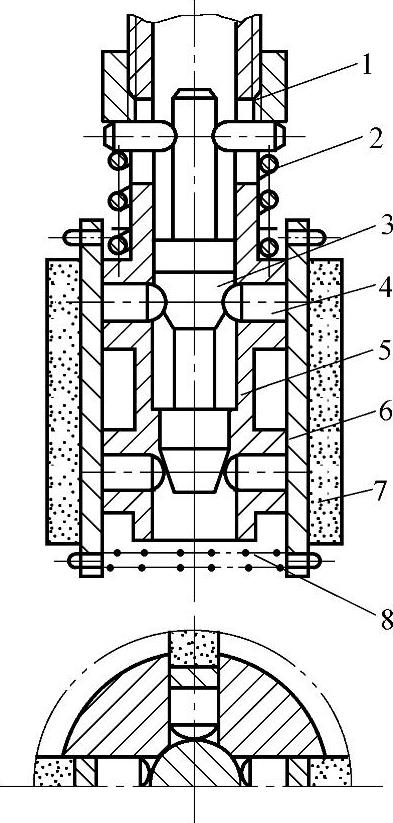
图10-13 珩磨头
1—调节螺母 2、8—弹簧 3—顶杆 4—顶销 5—本体 6—垫块 7—磨石
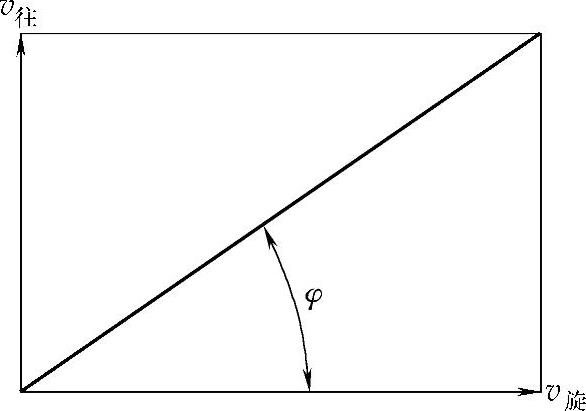
图10-14 珩磨速比
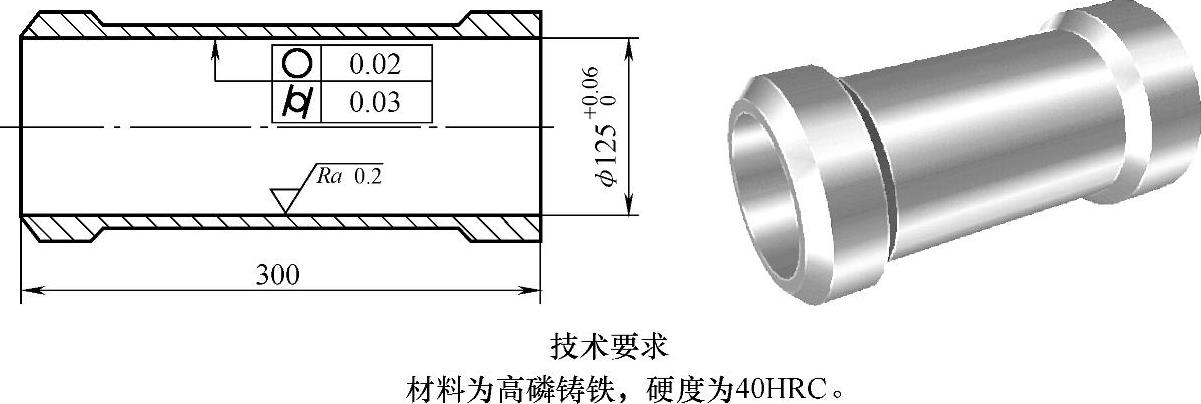
图10-15 气缸套筒工件
2.工艺路线
1)铸件回火。
2)车床粗车内孔及两端面,每面留余量1.5~2mm。
3)热处理除应力。
4)车床精镗内孔至ϕ125+0.4+0.3mm,车两端面。(https://www.xing528.com)
5)内圆磨床粗、精磨内孔至ϕ1250-0.03mm,磨一端面与内孔,垂直度误差不大于0.01mm。ϕ1250-0.03mm内孔圆度、圆柱度误差均不大于0.02mm,表面粗糙度值为Ra0.4μm。
6)珩磨内孔,粗、精珩磨至要求。
3.工艺分析
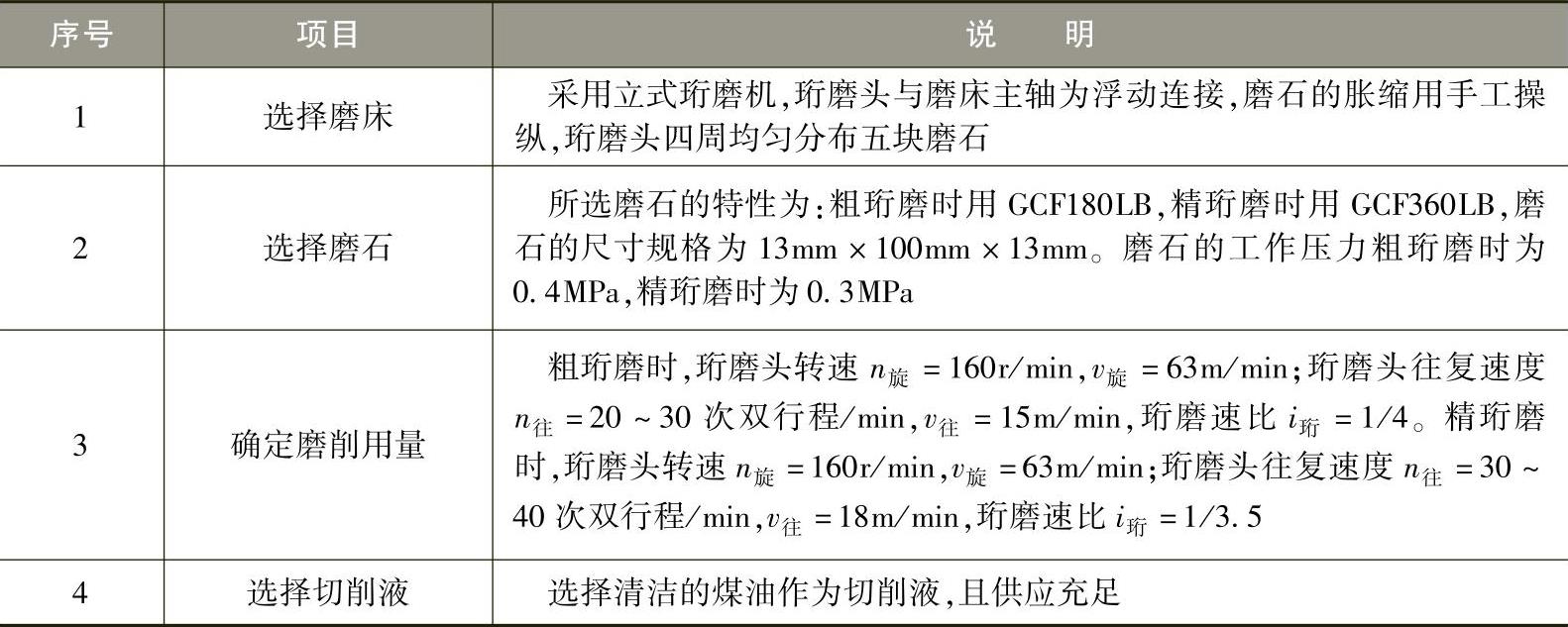
珩磨气缸套筒内孔工艺分析见表10-11。
表10-11 珩磨气缸套筒内孔工艺分析
4.珩磨步骤
(1)装夹工件 以磨好的端面为基准,安装在珩磨机工作台上,用专用夹具夹紧。夹紧前需找正内孔的垂直度,误差不大于0.01mm。
(2)调整磨石工作压力 将珩磨头移孔内,使磨石贴近孔壁,调整磨石工作压力。
(3)粗珩内孔 粗珩内孔,留0.005~0.01mm精珩余量。
(4)更换磨石 更换珩磨头磨石,重新调整磨石工作压力。
(5)精珩内孔至要求 孔径为ϕ125+0.060mm,圆度误差小于0.02mm,圆柱度误差小于0.03mm,表面粗糙度值为Ra0.2μm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。