



【摘要】:复杂零件通常使用夹具装夹,常用的夹具有磨床专用夹具、组合夹具等。工件以底面、侧面和端面作为定位基准,组合夹具由正弦规合件和平口钳合件组装而成。图9-9 组合夹具的应用a)斜槽零件 b)组合夹具图9-10所示为磨连杆孔夹具,磨削连杆的110H6内圆,技术要求有110H6与20H7孔中心距为mm,两圆的中心线平行度误差不超过0.02mm。工件以110H6内圆和平面为基准定位,夹具的定位元件是定位销3、夹具体2圆盘的平面及可调支承4。
复杂零件通常使用夹具装夹,常用的夹具有磨床专用夹具、组合夹具等。专用夹具是按工件加工工序专门设计的夹具;组合夹具是标准化、模块化的夹具,可组装成各种夹具。
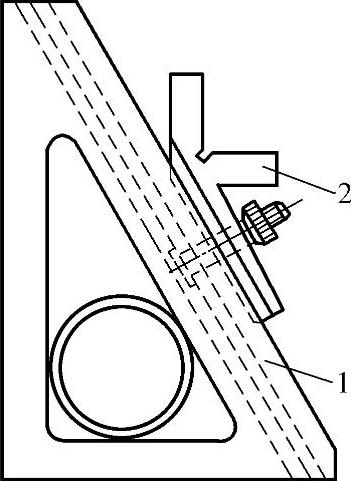
图9-7 测量调整器
1—基体 2—测量平台
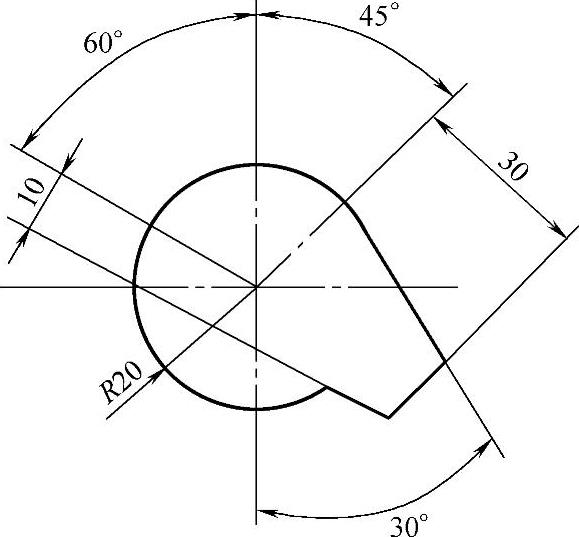
图9-8 凸模
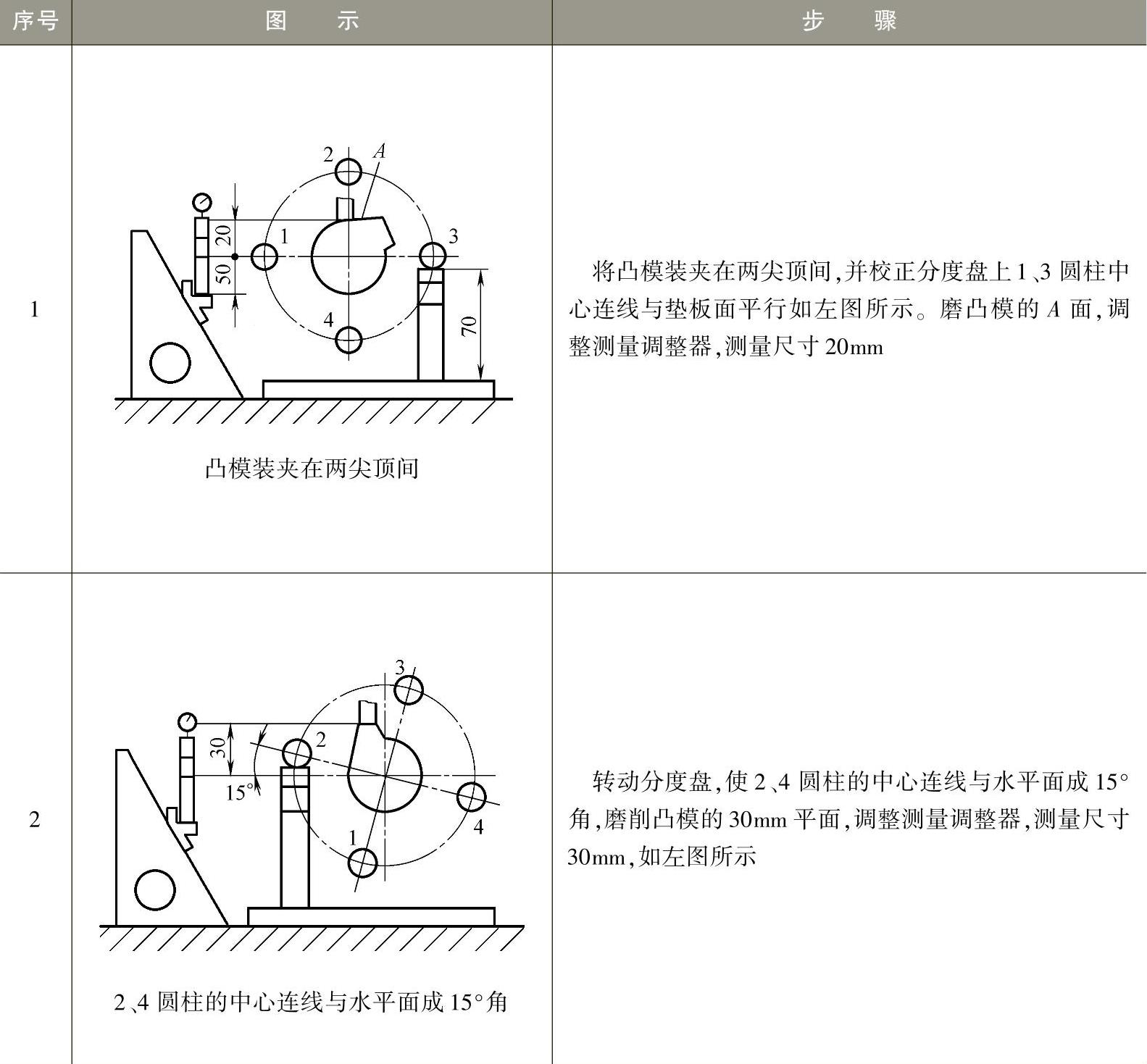
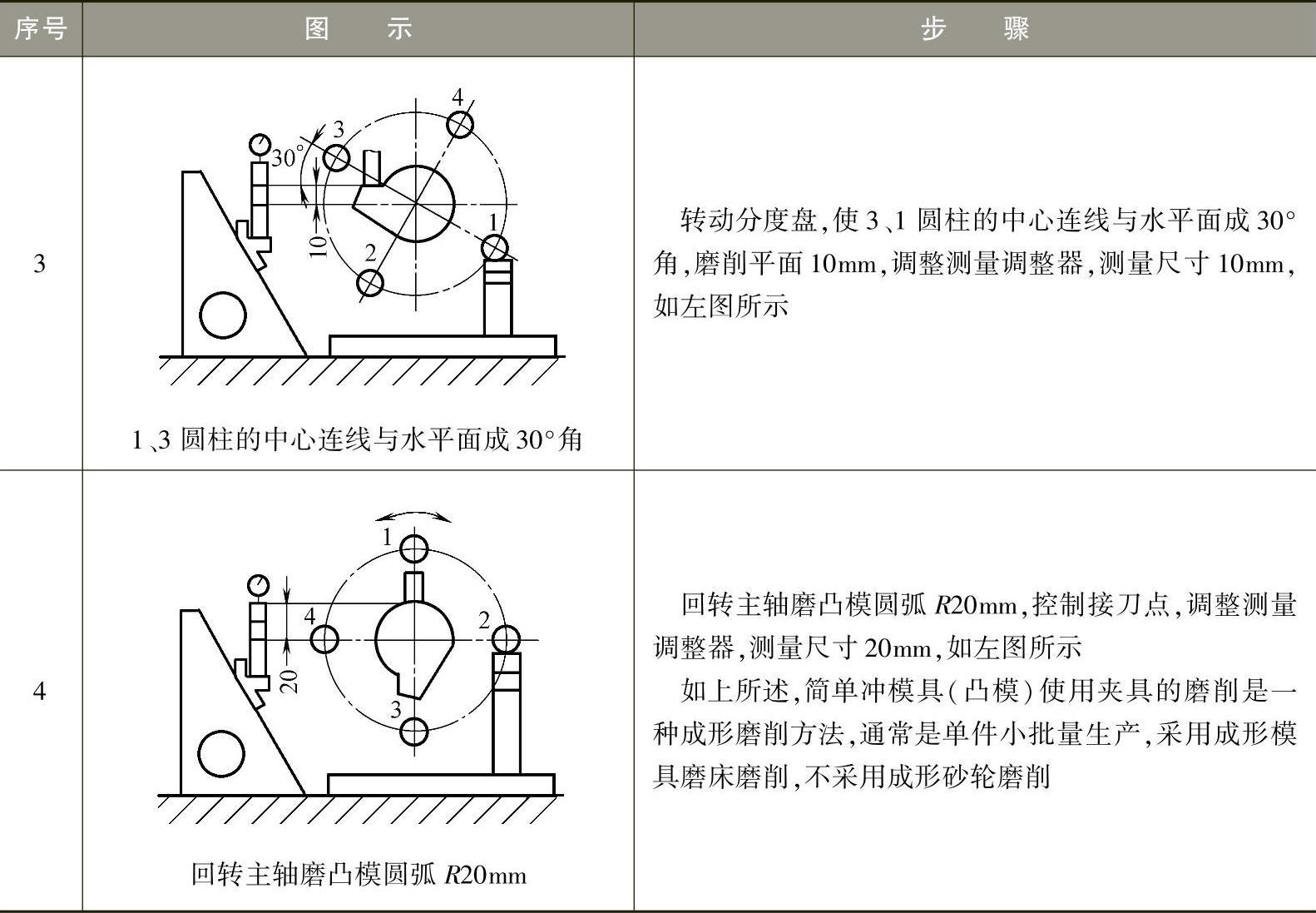
表9-5 冲压模具零件磨削步骤
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
零件的斜槽的斜角分别为15°和20°,如图9-9a所示,需用组合夹具装夹,如图9-9b所示。工件以底面、侧面和端面作为定位基准,组合夹具由正弦规合件和平口钳合件组装而成。将工件装夹在平口钳上,使平口钳相对正弦规回转15°,并用量块垫高正弦规,正弦规的斜角按复合角计算。由于 ,则求得α=20°39′,量块尺寸按斜角及正弦规长度计算,正弦规的加工精度角度值为1′。
,则求得α=20°39′,量块尺寸按斜角及正弦规长度计算,正弦规的加工精度角度值为1′。
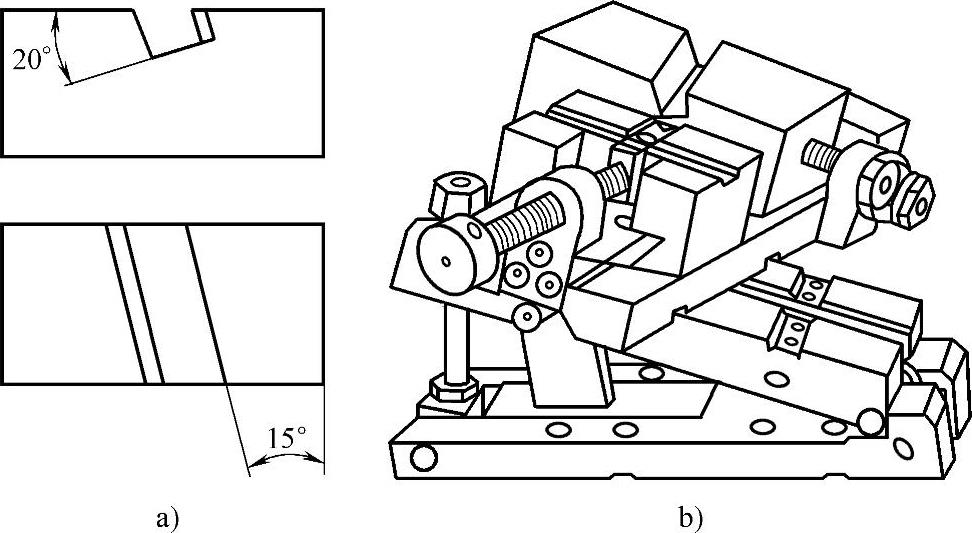
图9-9 组合夹具的应用
a)斜槽零件 b)组合夹具
图9-10所示为磨连杆孔夹具,磨削连杆的ϕ110H6内圆,技术要求有ϕ110H6与ϕ20H7孔中心距为(125±0.02)mm,两圆的中心线平行度误差不超过0.02mm。工件以ϕ110H6内圆和平面为基准定位,夹具的定位元件是定位销3、夹具体2圆盘的平面及可调支承4。用三块螺旋压板压紧工件。平衡块5的作用是静平衡夹具,以减小离心力对加工的影响。
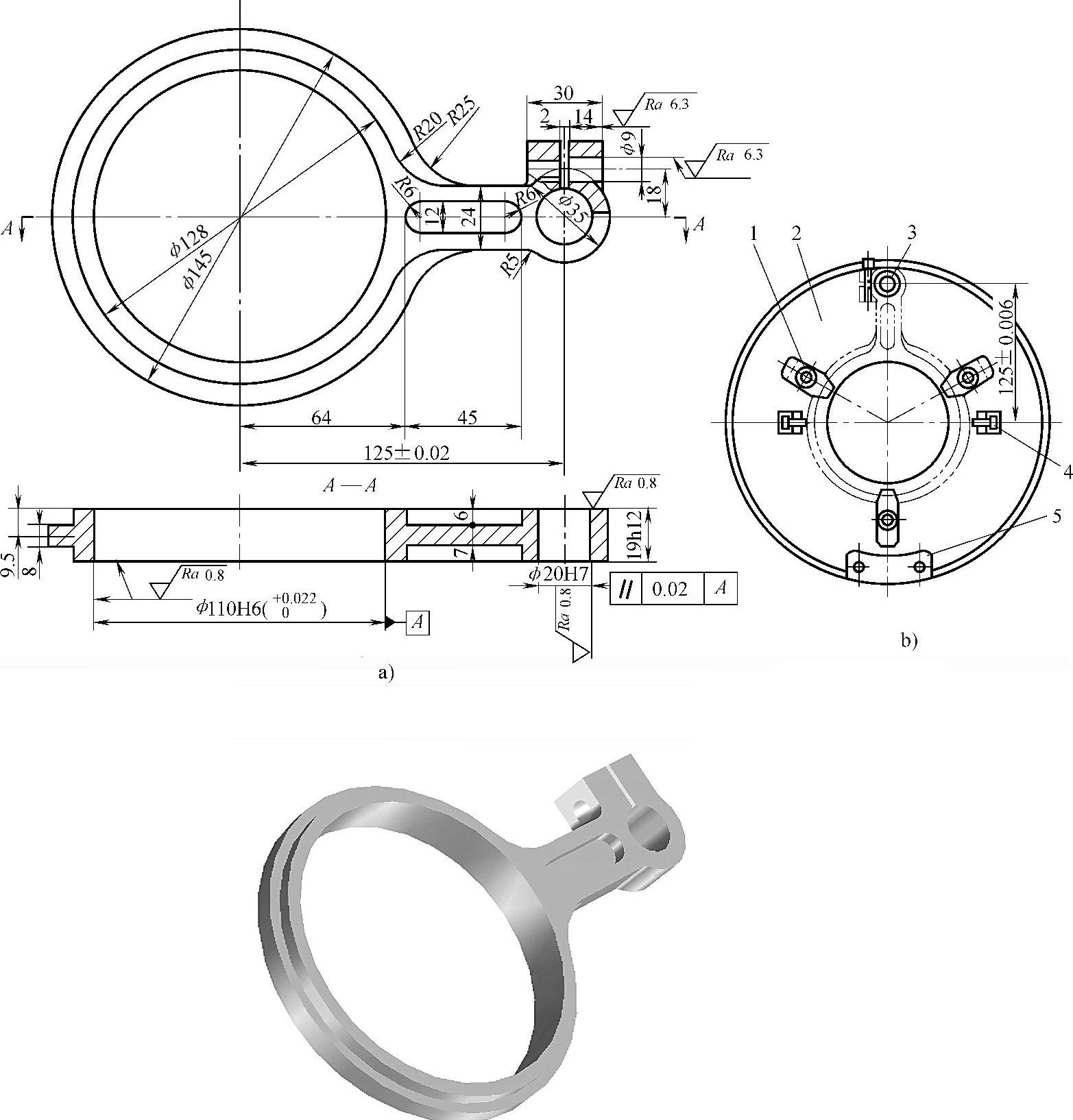
图9-10 磨连杆孔夹具
a)连杆 b)连杆磨孔夹具
1—螺旋压板 2—夹具体 3—定位销 4—可调支承 5—平衡块
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。