



【摘要】:在导轨磨削时要控制导轨的形状误差和位置误差。表8-10 磨床床身导轨磨削时的注意事项2.精度检测及误差分析影响导轨精度的因素见表8-11。表8-11 影响导轨精度的因素☆考核重点解析导轨的磨削在高级理论和技能考核中也占有一定比例,因此学习本章时需要掌握导轨的磨削方式及导轨磨床的操作;会用端面导轨磨床磨削床身导轨面;掌握导轨的精度检验方法,能用涂色法检验导轨的精度。
1.工艺准备
(1)图样分析 图8-6所示为磨床床身,其中V-平导轨的直线度公差为0.01mm/1000mm,导轨用涂色法检验,接触面大于80%,导轨的表面粗糙度值为Ra0.4μm。
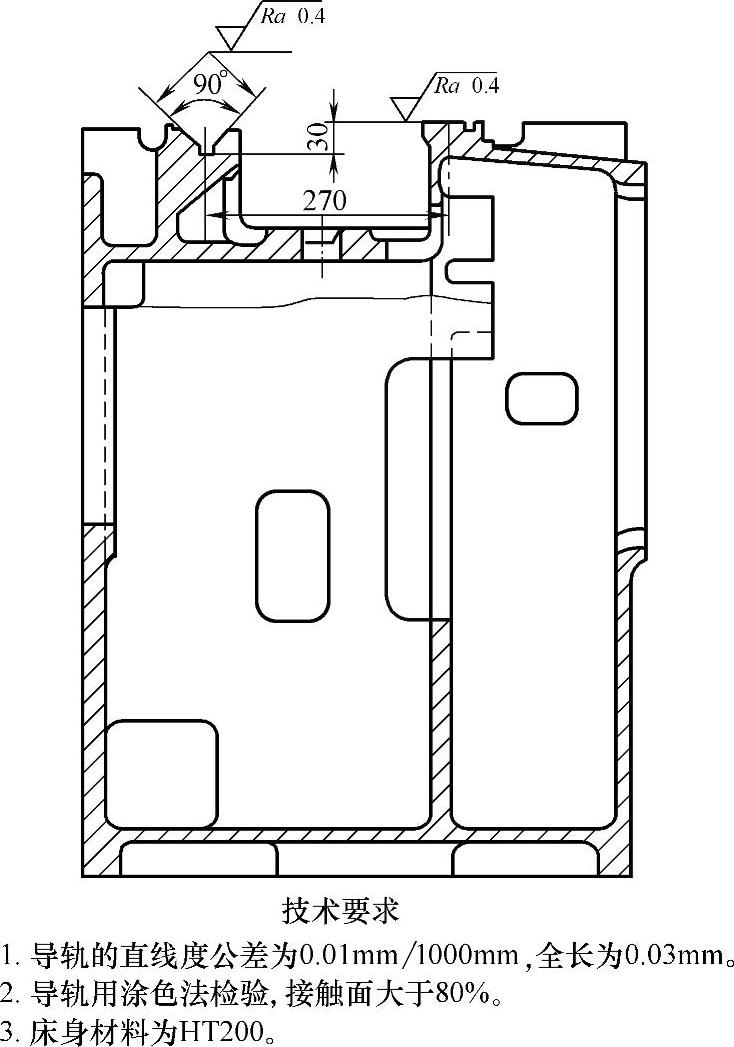
图8-6 磨床床身
磨床床身是大型零件,结构比较复杂,其导轨面是安装磨床运动部件的基准,所以导轨的精度影响磨床运动部件的运动精度。磨床床身的加工工艺也较复杂,导轨面要经过粗磨、半精磨和精磨加工工序。导轨的磨削则作为最后精加工工序而成为磨床床身加工的关键技术。在导轨磨削时要控制导轨的形状误差和位置误差。如上所述导轨三要素误差——V形导轨的半角误差,平导轨的角度误差,V-平导轨的等高误差都会影响导轨副的接触面。直线度误差会影响导轨的运动精度,本例采用导轨端面磨削法。
(2)磨削工艺 磨床床身导轨磨削工艺见表8-9。
表8-9 磨床床身导轨磨削工艺

(续)

 (https://www.xing528.com)
(https://www.xing528.com)
图8-7 垫铁支承的分布
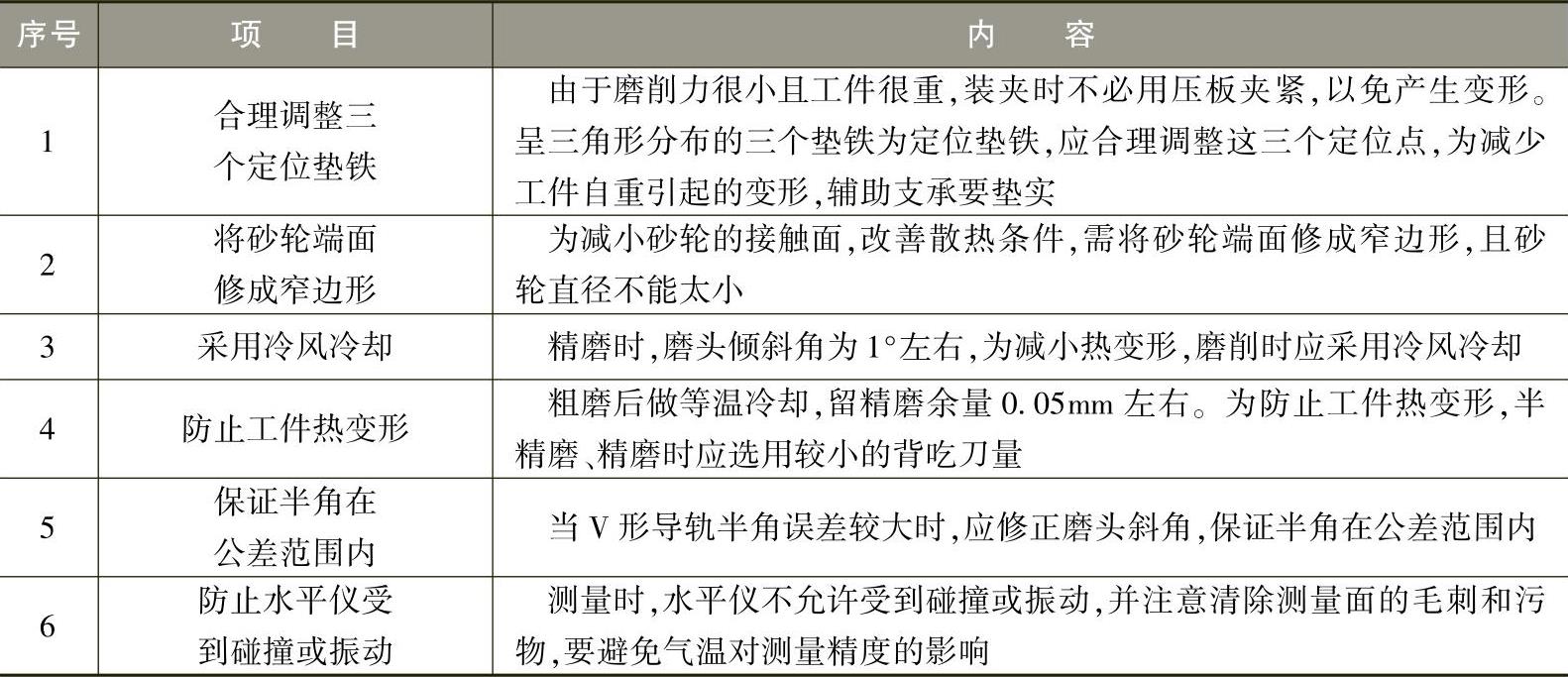
(3)注意事项 磨床床身导轨磨削时的注意事项见表8-10。
表8-10 磨床床身导轨磨削时的注意事项
2.精度检测及误差分析
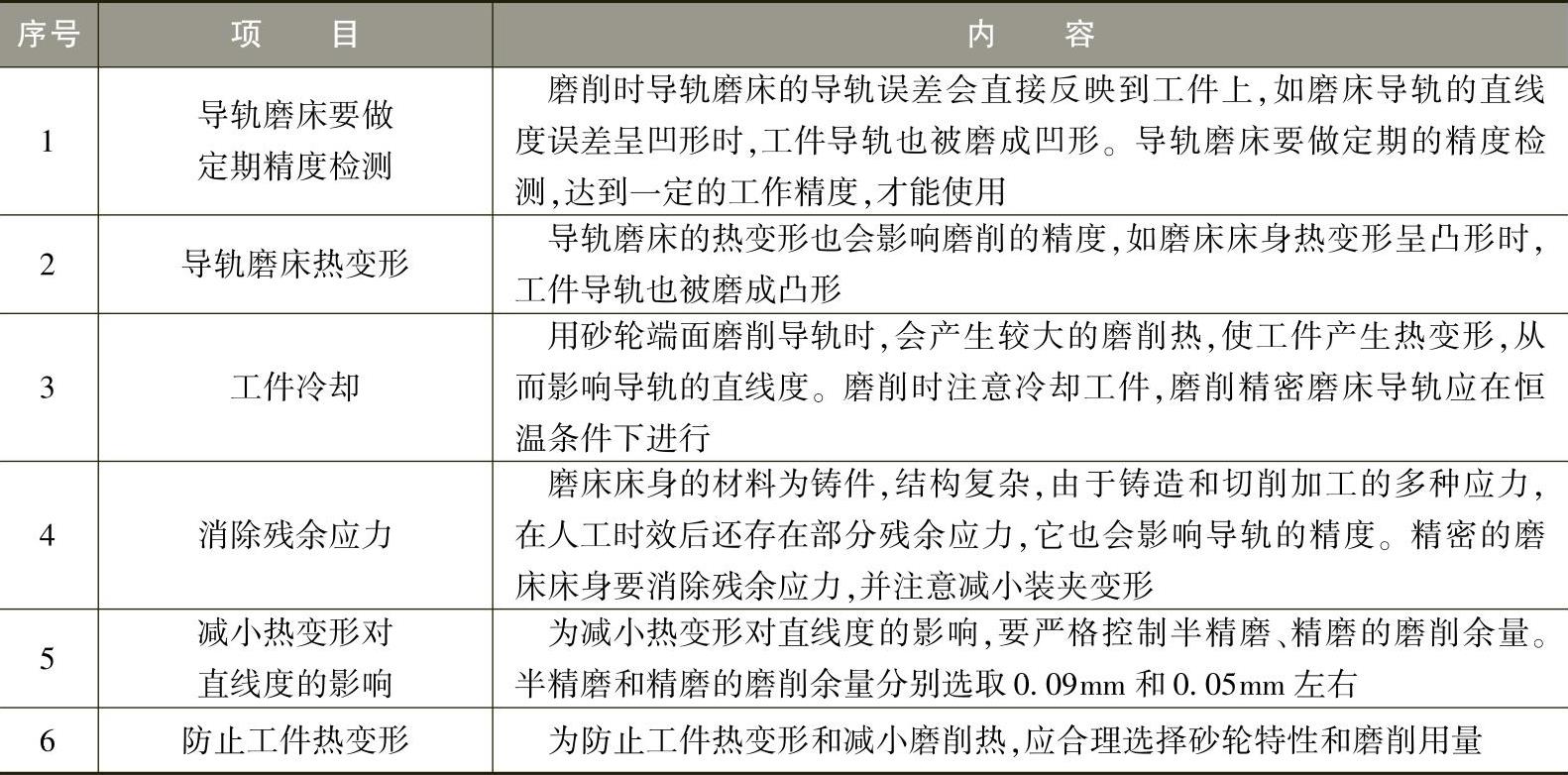
影响导轨精度的因素见表8-11。
表8-11 影响导轨精度的因素
☆考核重点解析
导轨的磨削在高级理论和技能考核中也占有一定比例,因此学习本章时需要掌握导轨的磨削方式及导轨磨床的操作;会用端面导轨磨床磨削床身导轨面;掌握导轨的精度检验方法,能用涂色法检验导轨的精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。