



1.工艺准备
(1)图样分析 齿轮滚刀如图6-7所示,对图样的技术分析见表6-11。
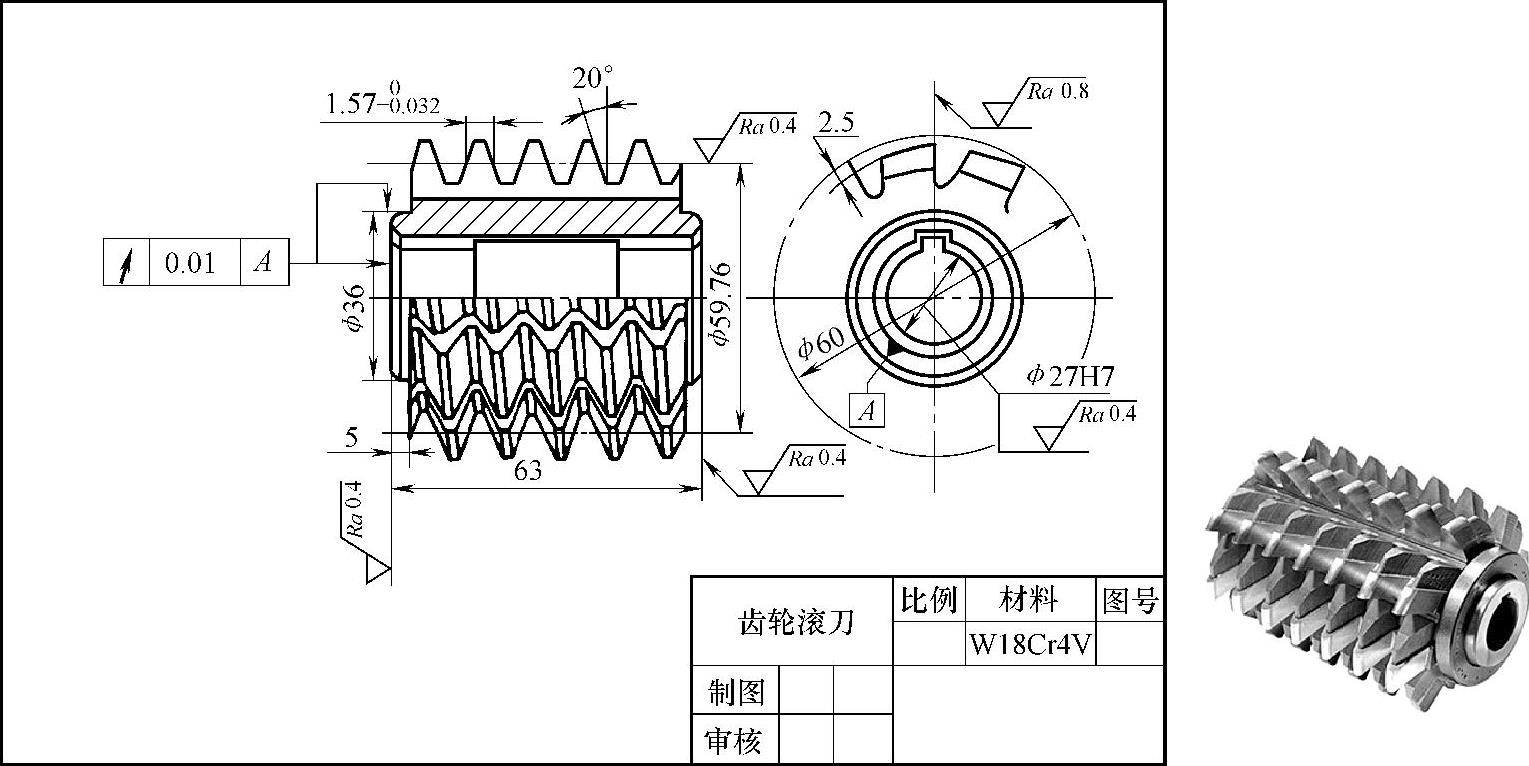
图6-7 齿轮滚刀
表6-11 齿轮滚刀的技术分析

(2)磨削工艺 齿轮滚刀磨削前已经过车削、铣削、插键槽、铲齿、热处理等工序。磨削工艺包括磨削ϕ27H7内孔、ϕ36mm外圆、ϕ60mm外圆、端面和铲磨及前刀面。
铲磨的磨削用量为vs=30m/s,nw=0.5~8r/min,ap=0.05~0.005mm。
齿轮滚刀的加工工艺过程较复杂,其磨削工艺见表6-12。
表6-12 齿轮滚刀磨削工艺
(3)注意事项
1)滚刀表面不得有烧伤或裂纹。
2)前刀面的表面粗糙度值不得大于Ra0.8μm。
3)控制刀齿前刀面γfa=0°。
4)铲磨时不要用径向进给,应采用对刀手柄做轴向进给,用砂轮一侧铲磨。(https://www.xing528.com)
5)为减少砂轮的干涉现象,应尽量选用小直径砂轮。
2.精度检验及误差分析
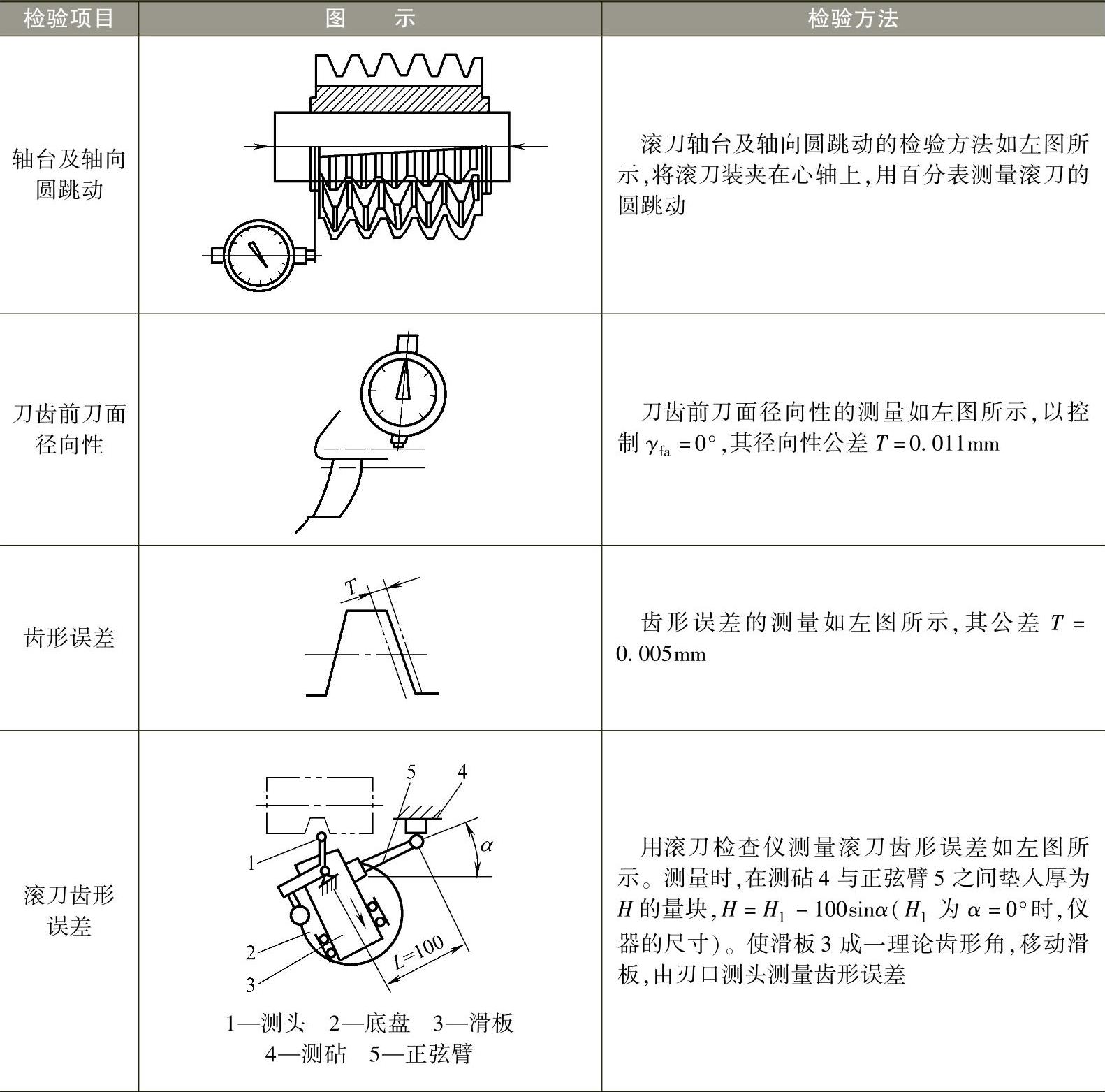
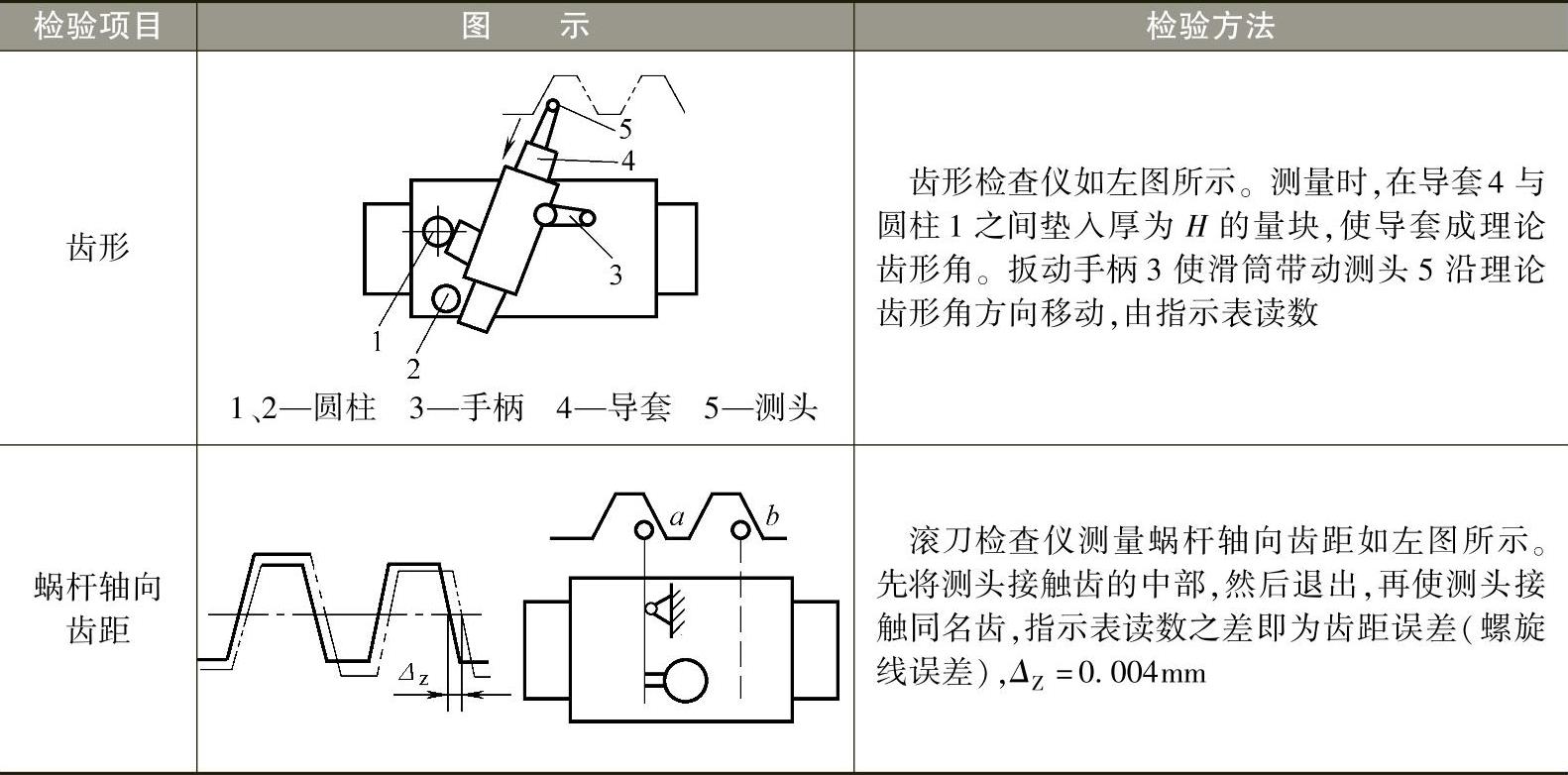
齿轮滚刀各项目的检验方法见表6-13。
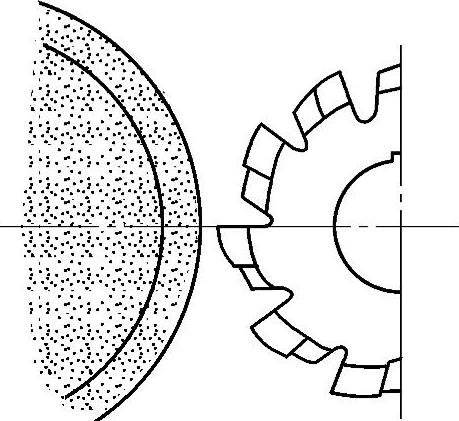
图6-8 切削刃位置的调整
表6-13 齿轮滚刀各项目的检验方法
(续)
滚刀铲磨时,为了减小滚刀的齿形误差,可对砂轮修整器进行改装。图6-9所示为S7520型万能螺纹磨床砂轮修整器改装后的结构。将砂轮修整器改装成摆动式结构。修整体2、金刚石3的摆动轴承与修整砂轮回转体1的平面成α角,以形成金刚石椭圆形的修整轨迹,使砂轮两侧被修成中凸形的锥面,以提高滚刀的齿形精度。其他特殊砂轮修整器还有多种,通常,各种齿轮滚刀的齿形都要使用特殊修整器,修整砂轮的两侧,以减小磨削所造成的齿形误差。
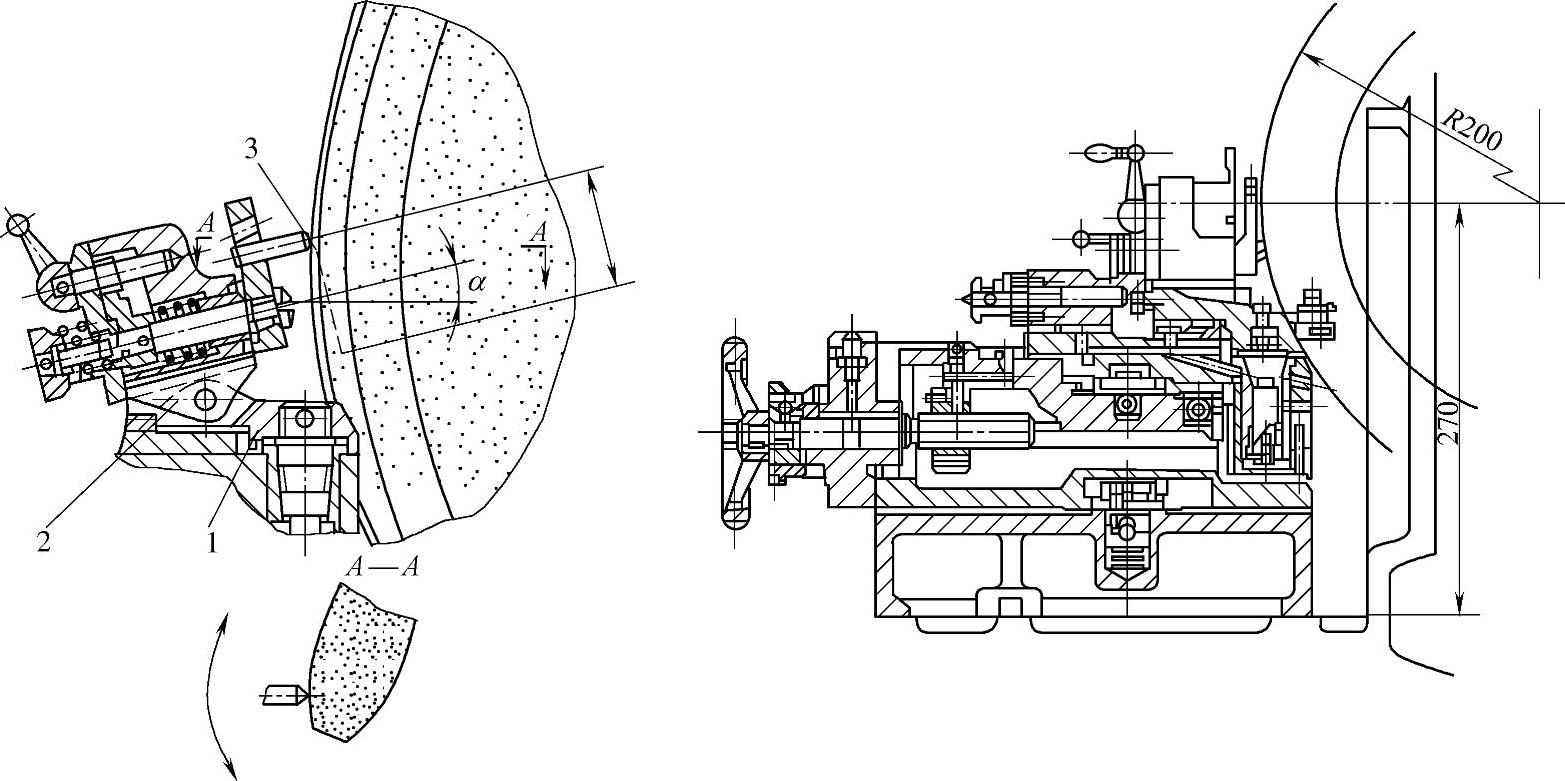
图6-9 S7520型万能螺纹磨床砂轮修整器的改装
1—回转体 2—修整体 3—金刚石
☆考核重点解析
刃磨拉刀等各种刀具是磨削的重要内容,学习本章时应熟悉拉刀、齿轮滚刀的种类和结构及其刃磨方法;掌握齿轮滚刀和成形铣刀的铲磨方法,并能符合图样要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。