



1.工艺准备
(1)图样分析 圆锥量规如图4-7所示。材料为38CrMoAlA,渗氮硬度为900HV。Morse No.3内圆锥的表面粗糙度值为Ra0.1μm,圆锥大直径尺寸为ϕ23.8250-0.01mm。两端面的表面粗糙度值为Ra0.8μm,长度尺寸为80.50-0.14mm。台阶尺寸为(1.8±0.15)mm,表面粗糙度值为Ra0.8μm。两端面的平行度公差为0.005mm,圆锥轴线对右端面的垂直度公差为0.005mm。Morse No.3内圆锥用涂色法检验,接触面应大于95%。
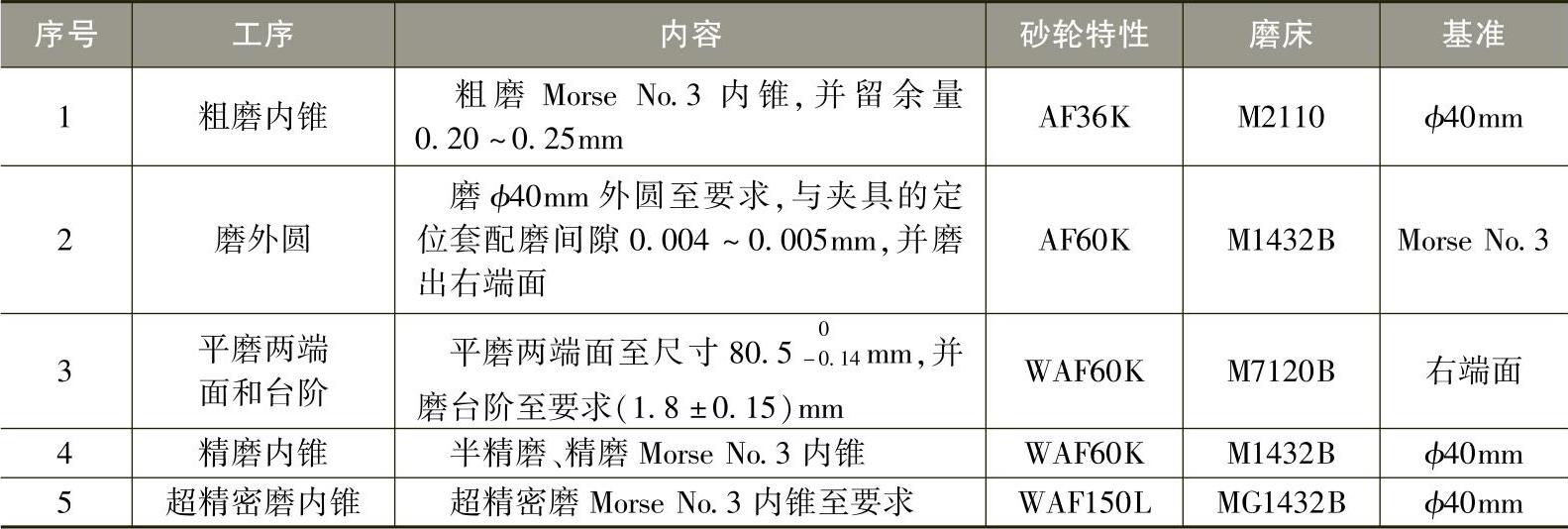
(2)磨削工艺 为保证MorseNo.3圆锥的圆度误差在0.001mm内,应将工件装夹在专用夹具上。量规锥面可采用粗磨、半精磨、精磨、超精密磨5道工序进行加工。圆锥量规磨削工艺见表4-2。
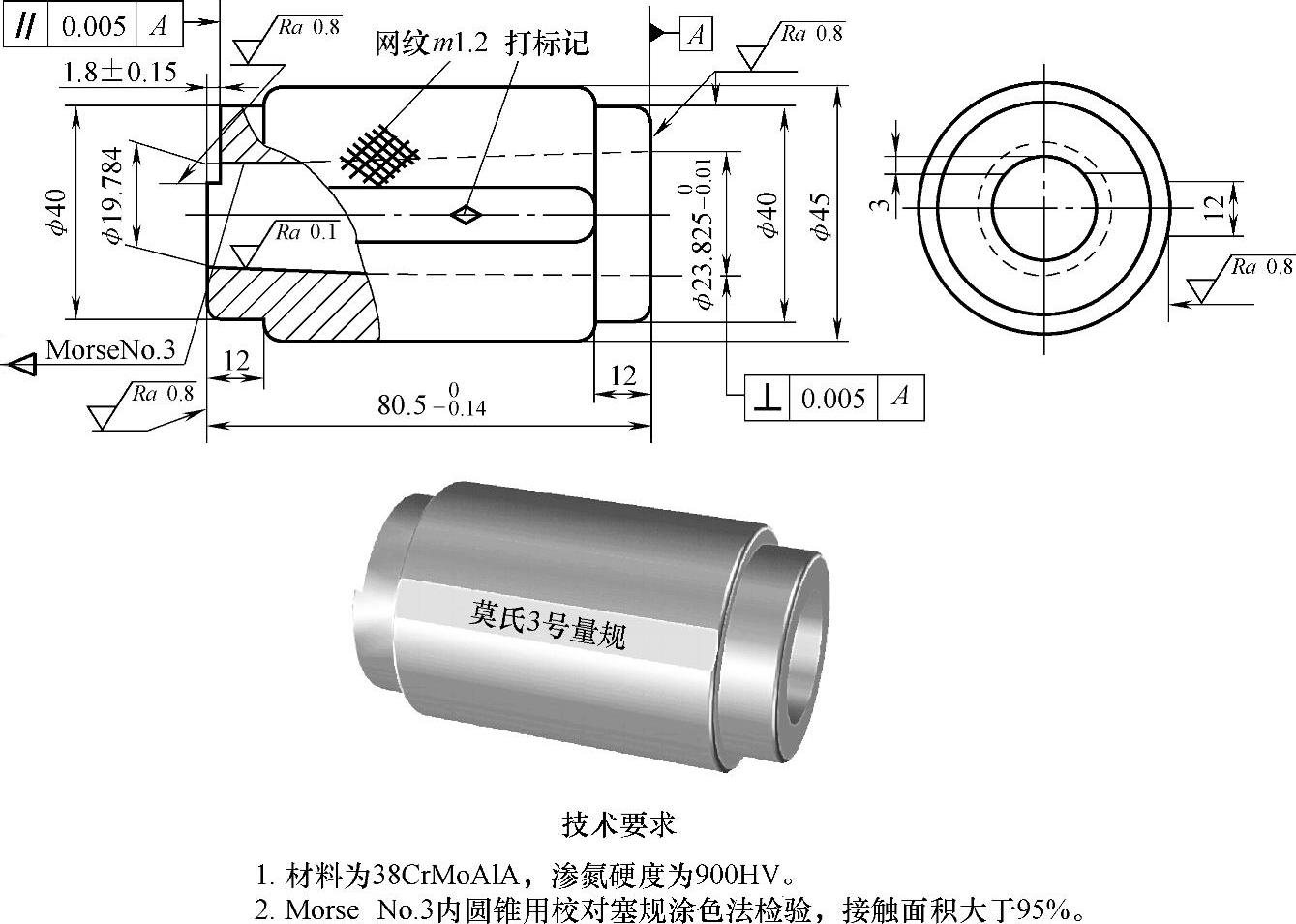
图4-7 圆锥量规
表4-2 圆锥量规磨削工艺
(3)工件的定位夹紧 磨削Morse No.3内圆锥时,使用圆锥心轴装夹。超精密磨Morse No.3圆锥时,采用套筒式夹具和V形夹具装夹。如图4-8所示,圆锥量规用内定位套4和外定位套6定位,定位基准为ϕ40mm两外圆,与定位套的间隙为0.004~0.005mm。由压板7将圆锥量规夹紧在套筒3中。磨削时再将夹具安装在V形夹具上。套筒式夹具的回转运动不依赖于磨床。由于套筒3的圆度误差在0.001mm内,因此,可将Morse No.3圆锥的径向圆跳动误差控制在0.001mm内。套筒3用弦线传动,大大减小了惯性力对加工的影响,从而可获得很高的加工精度。
(4)砂轮的选择 砂轮特性:AF36K,AF60K,WAF60K,WAF150L。
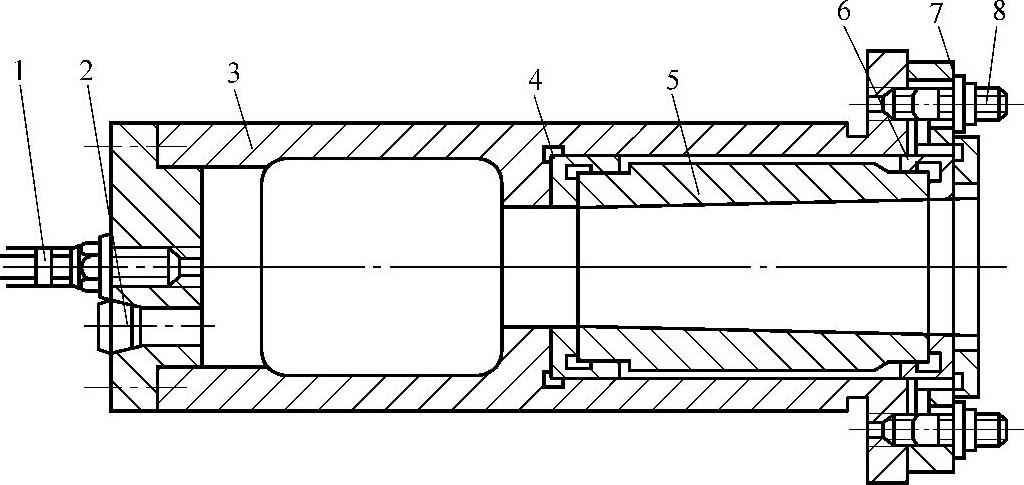
图4-8 套筒式夹具
1—管子 2—管塞 3—套筒 4—内定位套 5—工件 6—外定位套 7—压板 8—螺钉
(5)设备的选择 为保证圆锥的加工精度,精密磨削时使用MC1432B型高精度万能外圆磨床。其他磨削加工可用M2110、M1432B和M7120D磨床。
(6)注意事项
1)超精密磨削时,应选择高精度的内圆磨具,且注意提高接长轴的刚度,以减小磨削时接长轴弯曲变形和振动。(https://www.xing528.com)
2)超精密磨削可选用WAF150L砂轮,并进行精细修整,修整的背吃刀量要小于0.005mm,纵向进给速度为10~20mm/min。
3)切削液注入后由管子从夹具内排出,防止磨屑在孔内积聚,并将工件充分冷却。切削液要严格过滤,以免划伤工件表面。
4)为防止工件夹紧变形,套筒夹具压板的夹紧力要适当。
5)磨削前要校核专用套筒的圆度,必须将套筒的圆度误差控制在0.001mm以内。
2.精度检验及误差分析
用深度千分尺测量(1.8±0.15)mm台阶尺寸。
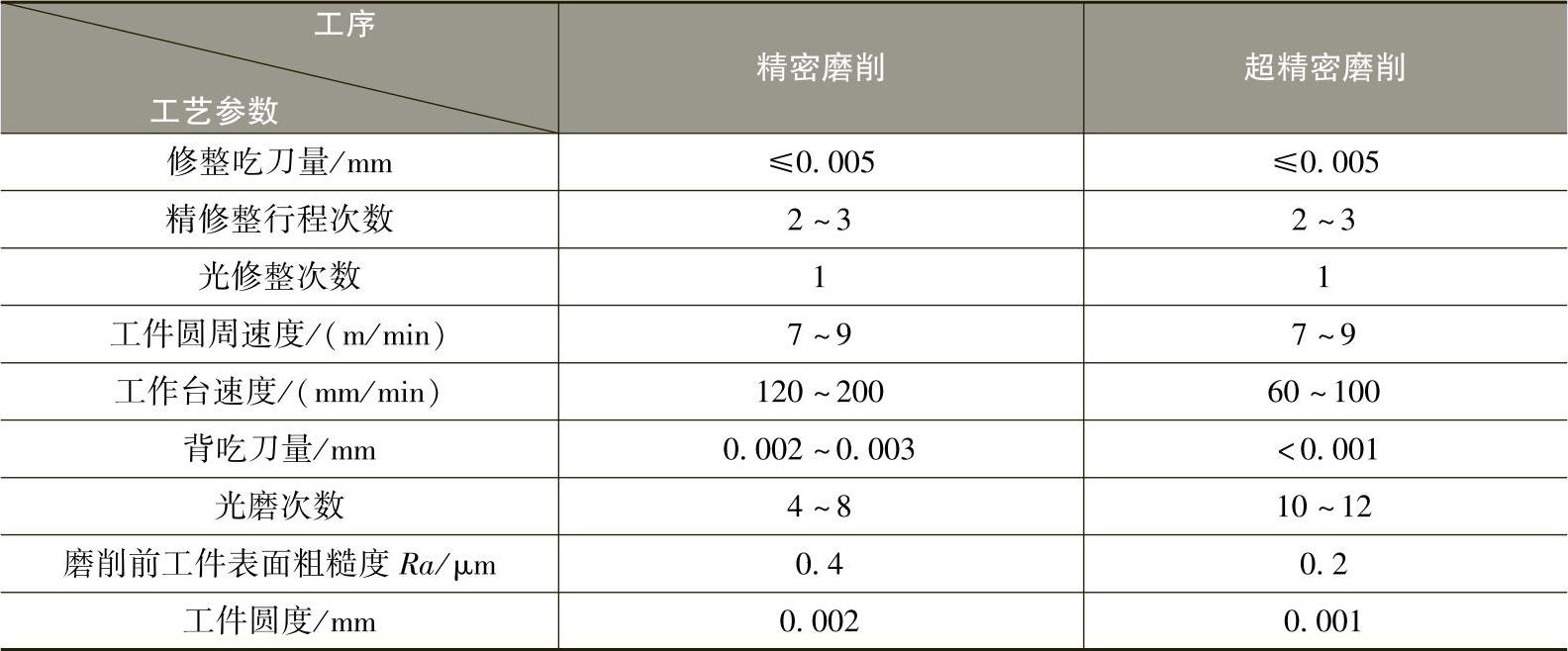
Morse No.3内圆锥用校对塞规涂色法检验,接触面应大于95%。加工精密圆锥主要是保证锥度和素线的直线度,因此在工件的装夹、磨削及其测量中,要注意减小锥度的误差。圆锥素线的直线度误差与磨削方法、双曲线误差和圆度误差等有关。内圆锥超精密磨削时,应满足内圆锥超精密磨削的工艺要求。保持砂轮良好微刃及微刃的等高性,是实现内圆锥低表面粗糙度值磨削的基本条件。磨削时还应加注充分的切削液,否则会因温度过高而烧伤表面。内圆低表面粗糙度值磨削的工艺参数见表4-3。
表4-3 内圆低表面粗糙度值磨削的工艺参数

(续)
☆考核重点解析
内、外圆表面是精密套筒需要加工的主要表面,且具有较高的同轴度要求。精密套筒磨削在高级理论和技能考核中也占有较大比例,因此本章是考核重点。学习本章后应熟悉精密套类工件的磨削工艺,了解精密配合套类工件的磨削方法,会装夹多种精密套类工件,熟练掌握精密套筒的综合精度检测,初步掌握内圆超精密磨削的高端技术。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。