



1.工艺准备
(1)图样分析 内圆磨具主轴如图3-8所示。工件材料为15钢,渗碳淬硬59HRC。ϕ35-0.003-0.007mm的圆度公差为0.001mm,圆柱度公差为0.002mm,表面粗糙度值为Ra0.4μm。1∶5外圆锥和Morse No.3内圆锥用圆锥量规检验,接触面大于80%,两锥面的表面粗糙度值均为Ra0.4μm。MorseNo.3圆锥对ϕ35-0.003-0.007mm外圆轴线的径向圆跳动公差为0.002mm。1∶5圆锥对ϕ35-0.003-0.007mm外圆轴线的径向圆跳动公差为0.01mm。尺寸180+0.50mm两端面的表面粗糙度值为Ra0.8μm。

图3-8 内圆磨具主轴
(2)磨削工艺 Morse No.3锥孔是精磨的关键。以ϕ35-0.003-0.007mm外圆为定位基准,把主轴装夹在V形夹具上,对内圆锥进行磨削。加工前必须检测基准面ϕ35-0.003-0.007mm的圆度误差,以保证圆锥孔的位置精度。磨削工艺见表3-11。
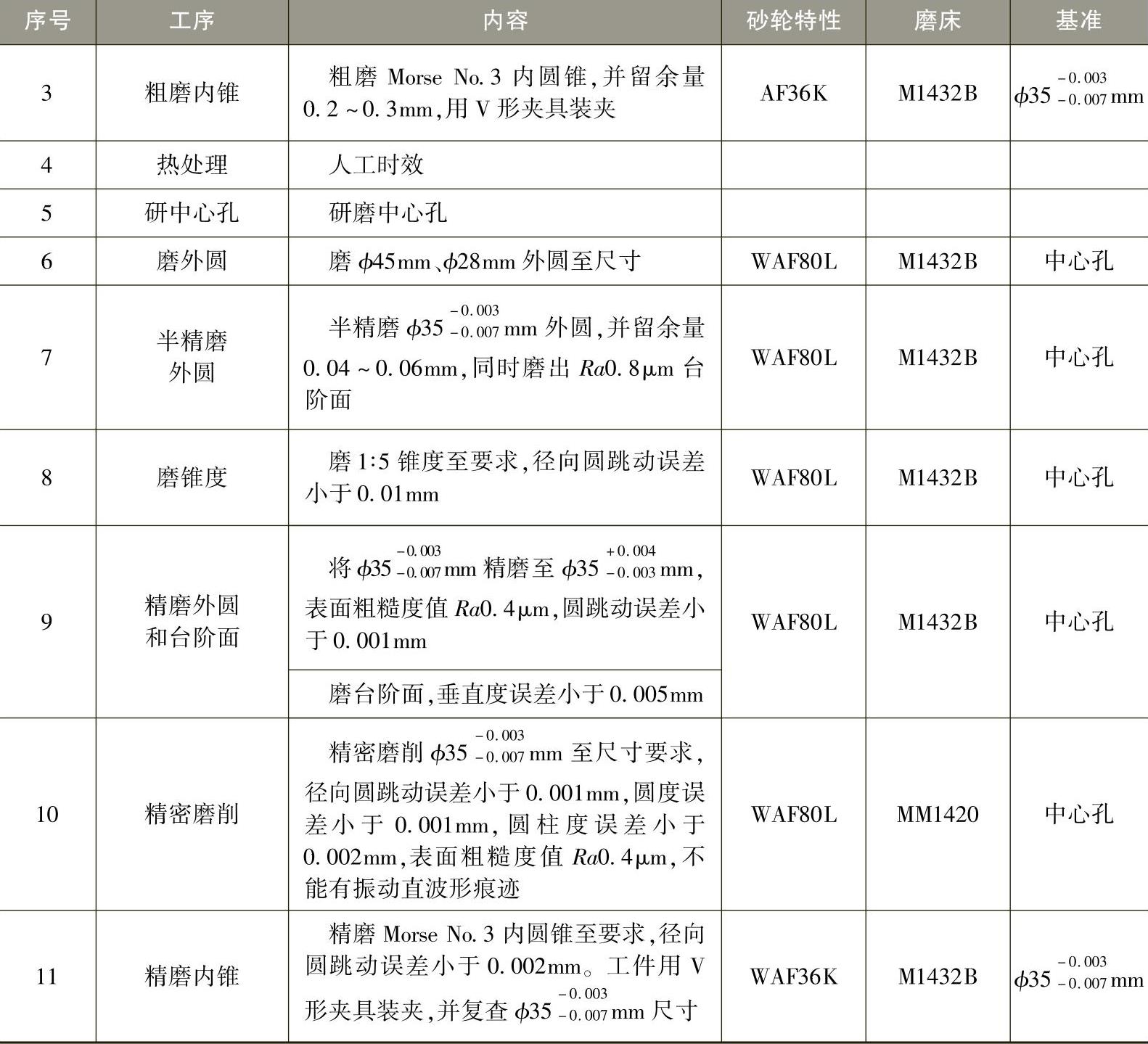
表3-11 内圆磨具主轴的磨削工艺

(续)
(3)工件的定位夹紧 磨削外圆时,将工件装夹在两顶尖间。
圆锥孔磨削采用V形夹具装夹。装夹工件时,调整V形夹具的垫片厚度,使工件轴线与磨床主轴轴线等高。
(4)砂轮的选择
1)内圆砂轮特性:WAF46K,AF36K。(https://www.xing528.com)
2)外圆砂轮特性:WAF80L,AF60K。
(5)设备的选择 M1432B型万能外圆磨床。
(6)注意事项
1)当精密磨削时,若中心孔出现磨损应及时修研,确保中心孔接触良好。
2)磨削ϕ45mm外圆时,工件易产生振动和弯曲变形,因此要减小背吃刀量,尽量保证砂轮的磨削能力。
3)磨削Morse No.3圆锥孔时,传动要平稳,以减少磨床头架主轴回转误差对加工的影响。装夹工件时,应使工件轴线与磨床主轴轴线等高,以防止双曲线误差的产生。
2.精度检验及误差分析
ϕ35-0.003-0.007mm的圆度误差、圆柱度误差分别用杠杆千分尺两点法测量。
ϕ35-0.003-0.007mm的径向圆跳动误差用检验棒测量,其公差为0.005mm/150mm。影响径向圆跳动的主要因素是Morse No.3圆锥的误差以及ϕ35-0.003-0.007mm的定位误差。由于内圆磨削和外圆磨削所用的基准不同,基准的误差将影响加工的位置精度,故在加工工艺中要设法提高中心孔的精度和ϕ35-0.003-0.007mm外圆的形状精度。为防止圆锥产生双曲线误差,磨削时应使工件轴线与磨床主轴轴线等高。
☆考核重点解析
精密主轴的轴颈精度各不相同,其尺寸、形状、表面间的相互位置精度和表面粗糙度均要求较高。精密主轴磨削在高级理论和技能考核中占有较大比例,因此本章是考核重点,应了解高精度磨床的结构和带孔主轴的装夹方法及其特点,掌握研磨中心孔的方法和精密主轴的磨削工艺及其超精密磨削工艺。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。