



1.光切显微镜
9J型表面粗糙度量仪如图2-8所示,它主要用于测量0.8~80μm的微观不平度十点高度Rz值,有时也测量Ra值。底座1上的立柱2装有横臂6,横臂6支承显微镜主体。转动螺母3,横臂就沿立柱上下移动,将显微镜粗调焦距后用螺钉5锁紧。在壳体10内部有显微镜的光学系统,手柄11把物镜13固定在下方。测微目镜8装在壳体上,用微调手轮4微调焦距。对零件表面轮廓进行照相时,还可装上专用照相机7。当测量表面粗糙度时,应将零件放在工作台14上,工作台可转动360°。
表2-4 表面粗糙度的评定参数
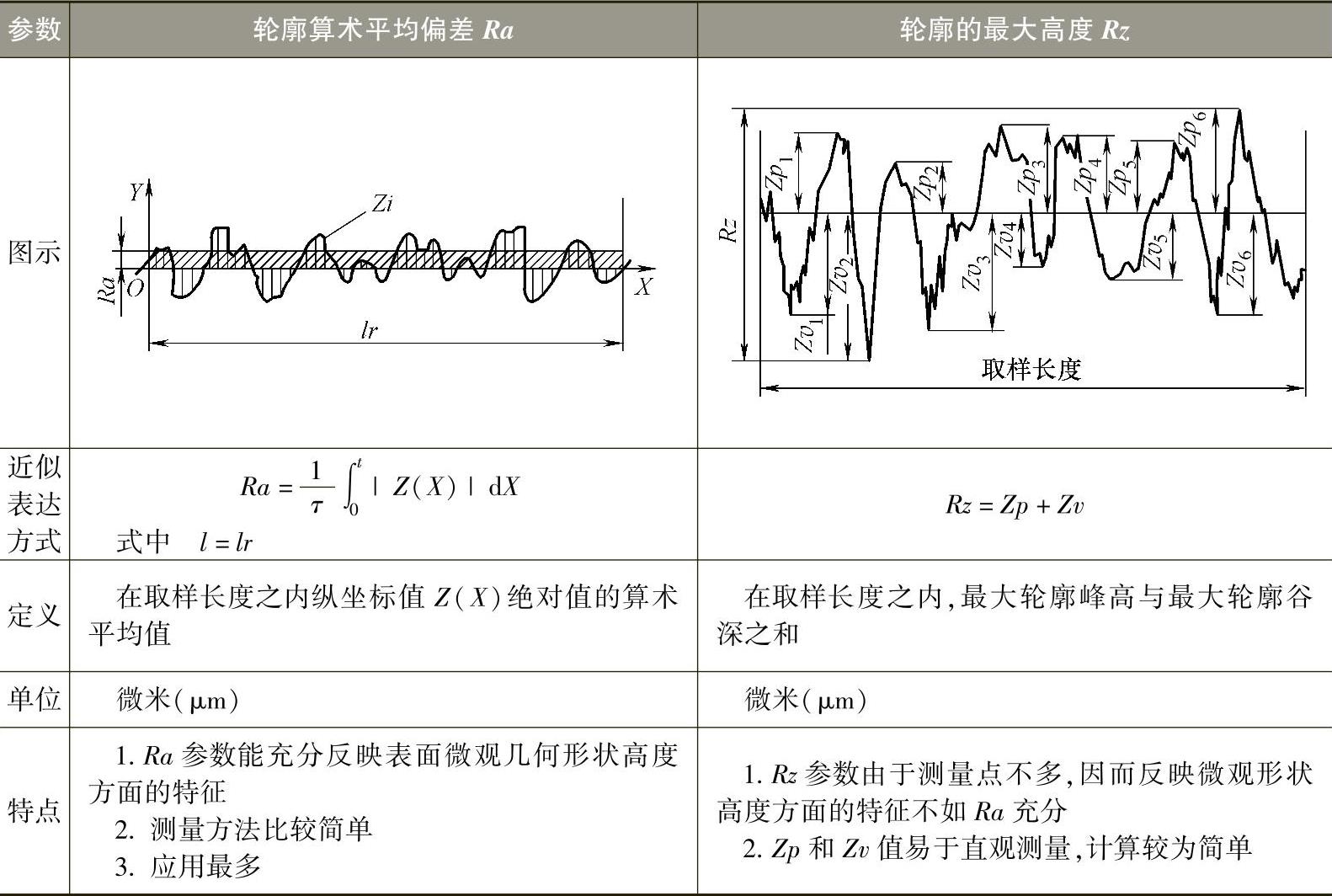
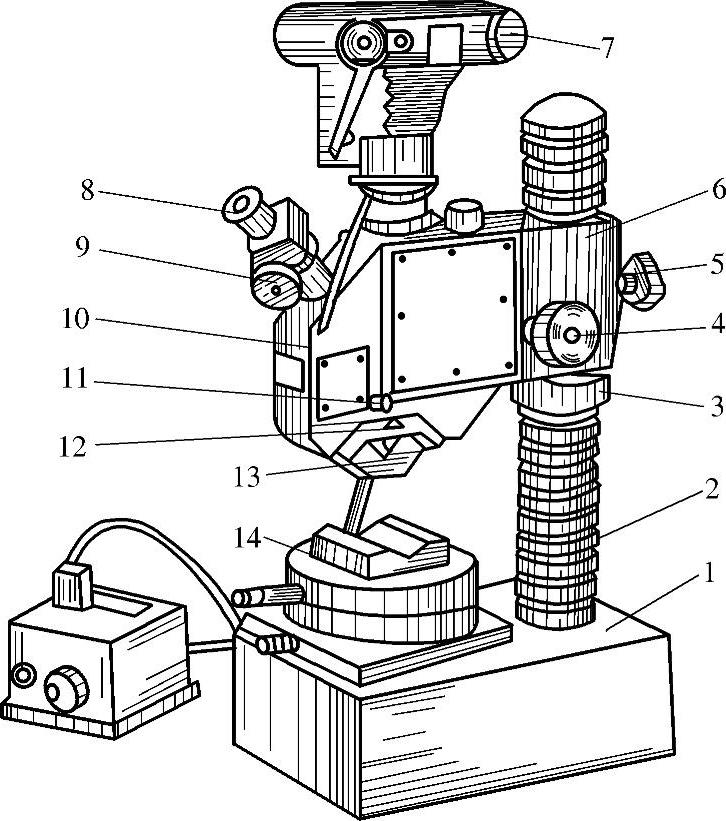
图2-8 光切显微镜
1—底座 2—立柱 3—螺母 4—微调手轮 5—螺钉 6—横臂 7—照相机 8—测微目镜 9—千分尺 10—壳体 11—手柄 12—燕尾 13—可换物镜组 14—工作台
光切显微镜工作原理如图2-9所示。由图2-9a可以看出,光源1发出的光线通过聚光镜2照到狭缝3上,狭缝3被光线照射后,通过物镜4发出一束光带,以倾斜45°角的方向照射在被测量表面上,形成工件微观的轮廓图形。图2-9b所示为物镜发出的光带与被测表面相切,形成工件表面微观轮廓像的原理。这一扁平光束与工件表面光切后形成一条狭亮光带,狭亮光带的边缘高低不平,再经被测表面反射,通过物镜可看到一条放大后的狭亮光带,如图2-9c所示。被测表面的波峰在S点产生反射,波谷在S′点反射。通过物镜5成像在分划板6的a和a′点。则被测表面的微观不平深度即为
式中 V——物镜放大倍数;
N——在分划板上光带波峰深度(μm)。
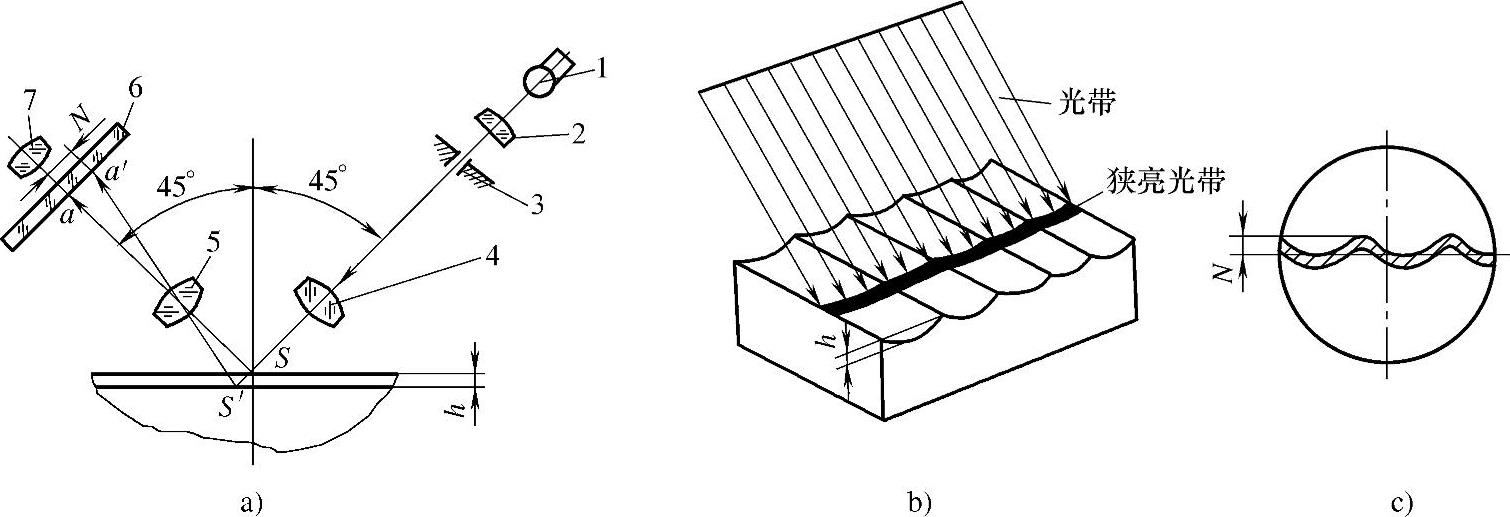
图2-9 光切显微镜工作原理
1—光源 2—聚光镜 3—狭缝 4、5—物镜 6—分划板 7—目镜
测微目镜的结构如图2-10a所示。目镜视场中的固定刻度板上刻有0~8字标,而活动刻度板上有双刻线2和十字线3。当转动测微套筒4时,就会带动分划板移动,从而使十字线与波峰或波谷相切,其移动量可由测微套筒读出。
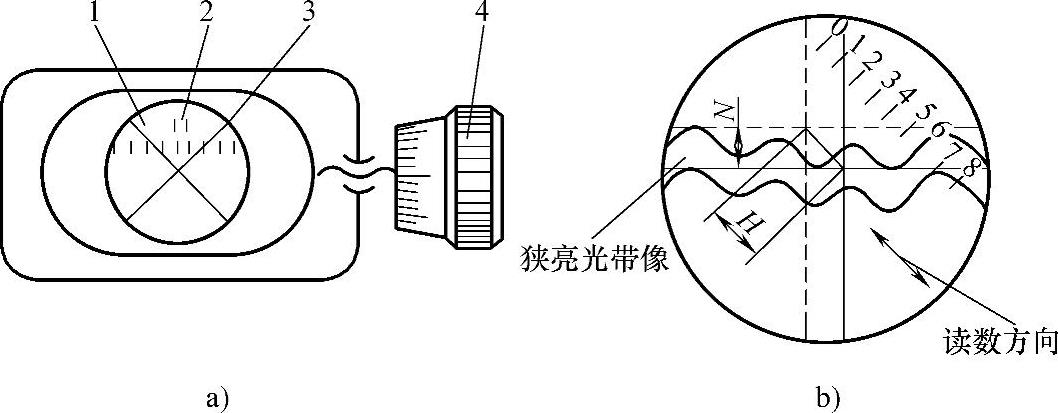
图2-10 测微目镜的结构
1—0~8字标 2—双刻线 3—十字线 4—测微套筒
数值N与测微套筒读取的数值H之间有如下关系,即
N=Hcos45°从而得轮廓微观不平高度公式为

式中 h——微观不平高度(μm);
V——物镜放大倍数;
H——测微套筒读数(μm);
i——不同物镜分度值, ,它由仪器说明书给定。
,它由仪器说明书给定。
用光切显微镜测量Rz的步骤见表2-5。
表2-5 用光切显微镜测量Rz的步骤
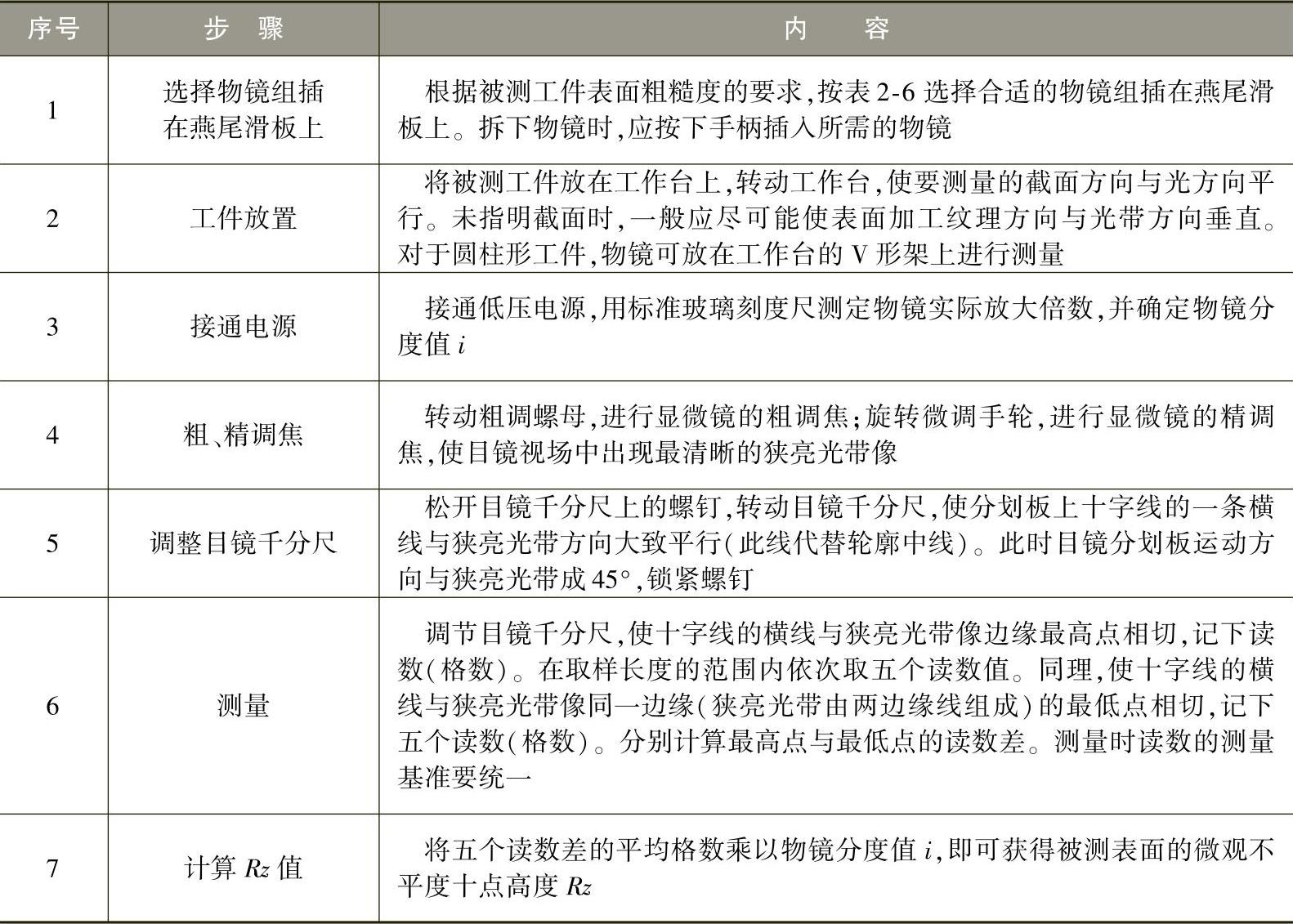
表2-6 物镜选择表

2.干涉显微镜
6JA型干涉显微镜如图2-11所示,其内部装有光学系统,后上、下方分别有参考镜3和光源箱4两部件;前上、下方也分别装着目镜千分尺l和照相机5;上方是圆工作台2,它可以水平、上下移动及转动;各种调整手轮设置在两边。(https://www.xing528.com)
测量小工件时,将被测表面向下放在圆工作台上;测量大工件时,可将干涉显微镜倒放在被测表面上进行测量。它的测量范围是0.16~0.01μm。
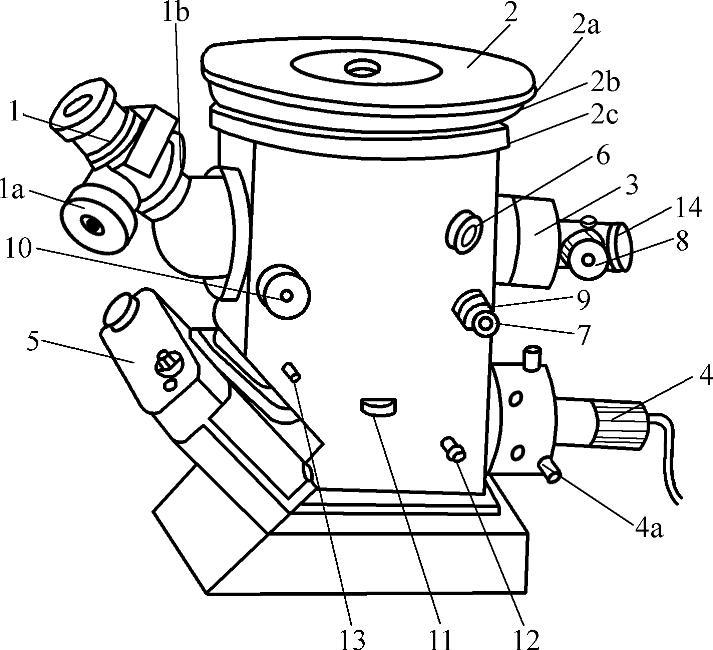
图2-11 6JA型干涉显微镜
1—目镜千分尺 1a—刻度筒 1b—螺钉 2—圆工作台 2a—移动圆台的滚花环 2b—转动圆台的滚花环 2c—升降圆台的滚花环 3—参考镜 4—光源箱 4a—调节螺钉 5—照相机 6—转遮光板手轮 7、8、9、14—干涉带手轮 10—目视或照相的转换手轮 11—光栅调节手轮 12—滤光片手轮 13—固紧照相机螺钉
通过目镜观察到的干涉条纹和测量读数及干涉条纹照片,再结合Rz(或Ra)的参数测量出表面粗糙度。
干涉显微镜的光学系统如图2-12所示。由光源1发出的光线经组合透镜2、滤光片3和透镜4,再经反射镜5、光栅6和7、透镜8,至中央的分光板9而分成两路,其中一束光向左反射(遮光板20移出),经物镜12到达平面参考镜13再反射回来,经棱镜21至目镜19;另一束光向上透射,经补偿镜10、物镜11,到达被测工件表面18,再经原光路向下反射至目镜19。由于这两束光有光程差而发生干涉,在目镜中即可见其弯曲的干涉条纹,如图2-13所示。照相时需将反光镜14移入光路之中,以便通过投影物镜16记录干涉条纹。
两束光汇合产生的干涉条纹弯曲度为a,b为两相邻干涉条纹间的距离,它们可由仪器的测微套筒测出,被测表面的波形高度h可由下式计算,即
式中 h——波形高度(μm);
λ——光波的波长(μm)。

图2-12 干涉显微镜的光学系统
1—光源 2—组合透镜 3—滤光片 4、8—透镜 5—反射镜 6、7—光栅 9—分光板 10—补偿镜 11、12—物镜 13—参考镜 14、15—反光镜 16—投影物镜 17—照相底板 18—被测工件表面 19—目镜 20—遮光板 21—棱镜
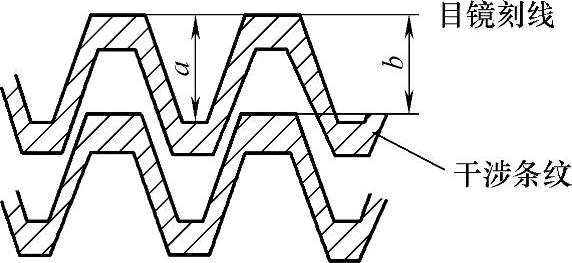
图2-13 干涉条纹
干涉显微镜测量Rz的步骤见表2-7。
表2-7 干涉显微镜测量Rz的步骤

(续)
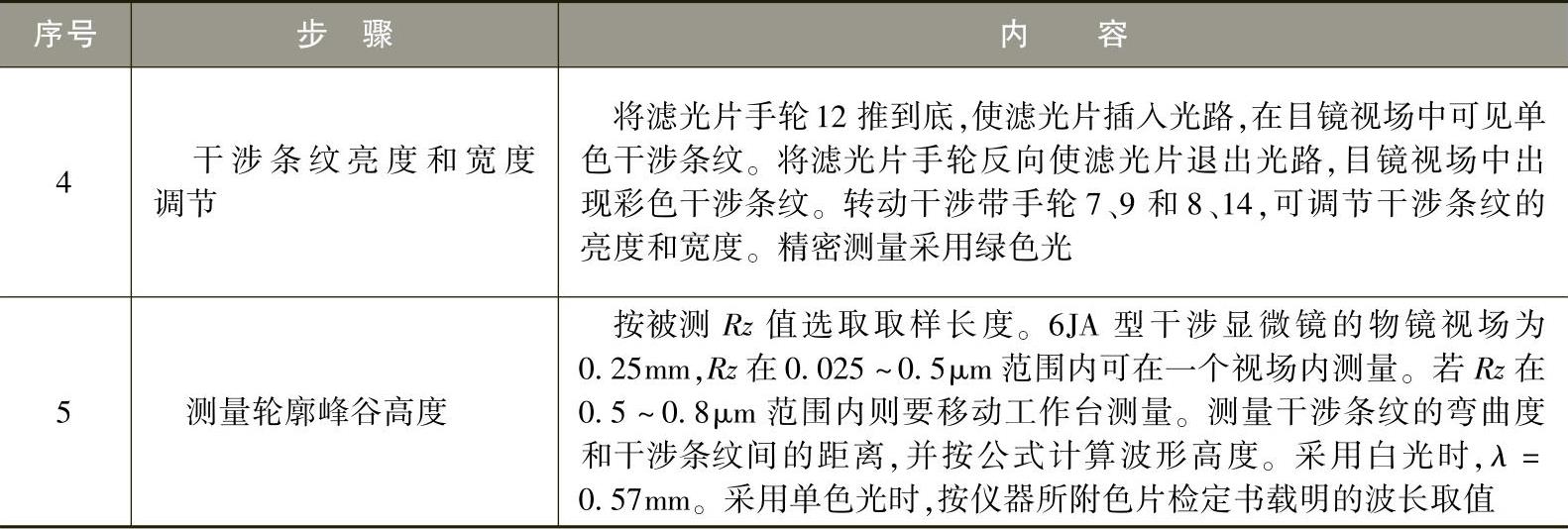
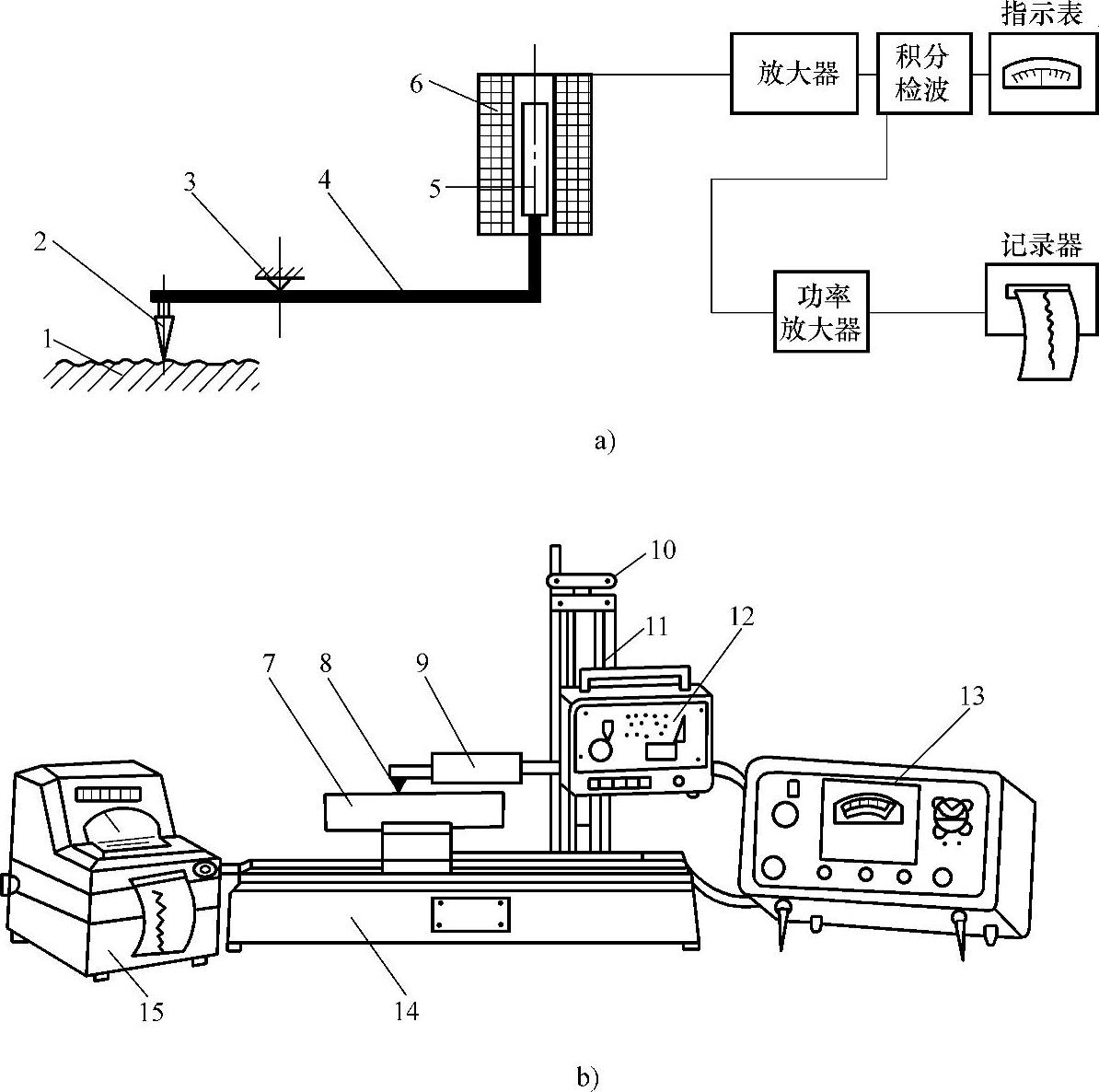
图2-14 电动轮廓仪
1—工件 2—触针 3—支点 4—杠杆 5—铁心 6—电感线圈 7—被测工件 8—触针 9—传感器 10—手轮 11—立柱 12—驱动箱 13—指示表箱 14—工作台座 15—自动记录器
3.电动轮廓仪
BCJ-2型电感式电动轮廓仪如图2-14所示。它由传感器9、驱动箱12、指示表箱13、自动记录器15和工作台座14等部件组成,适用于测量Ra在0.04~5μm之间的表面粗糙度。该仪器灵敏度和精度都很高,测量方便,并能记录表面微观不平曲线,因此被得到广泛使用。它常用于测量平面、外圆和内圆(直径大于6mm)的表面粗糙度。0.025~10μm范围的Ra值可直接读出。Rz<100μm的表面微观轮廓曲线可在记录器上直接描出。
电动轮廓仪又称为针描感触法量仪,其工作原理如图2-14a所示。图中杠杆的一端装有非常尖锐的金刚石触针(触针尖端r=1~2μm),触针与被测工件表面接触,测量力为1N。当触针和整个传感器匀速移动时,被测表面上起伏的峰谷会迫使触针上下运动,经杠杆、支点使铁心也随之上下移动,差动电感线圈的电感量也跟着发生变化。此电感信号通过放大和相敏整流后,使指示针转动,从而测出被测表面的Ra值。
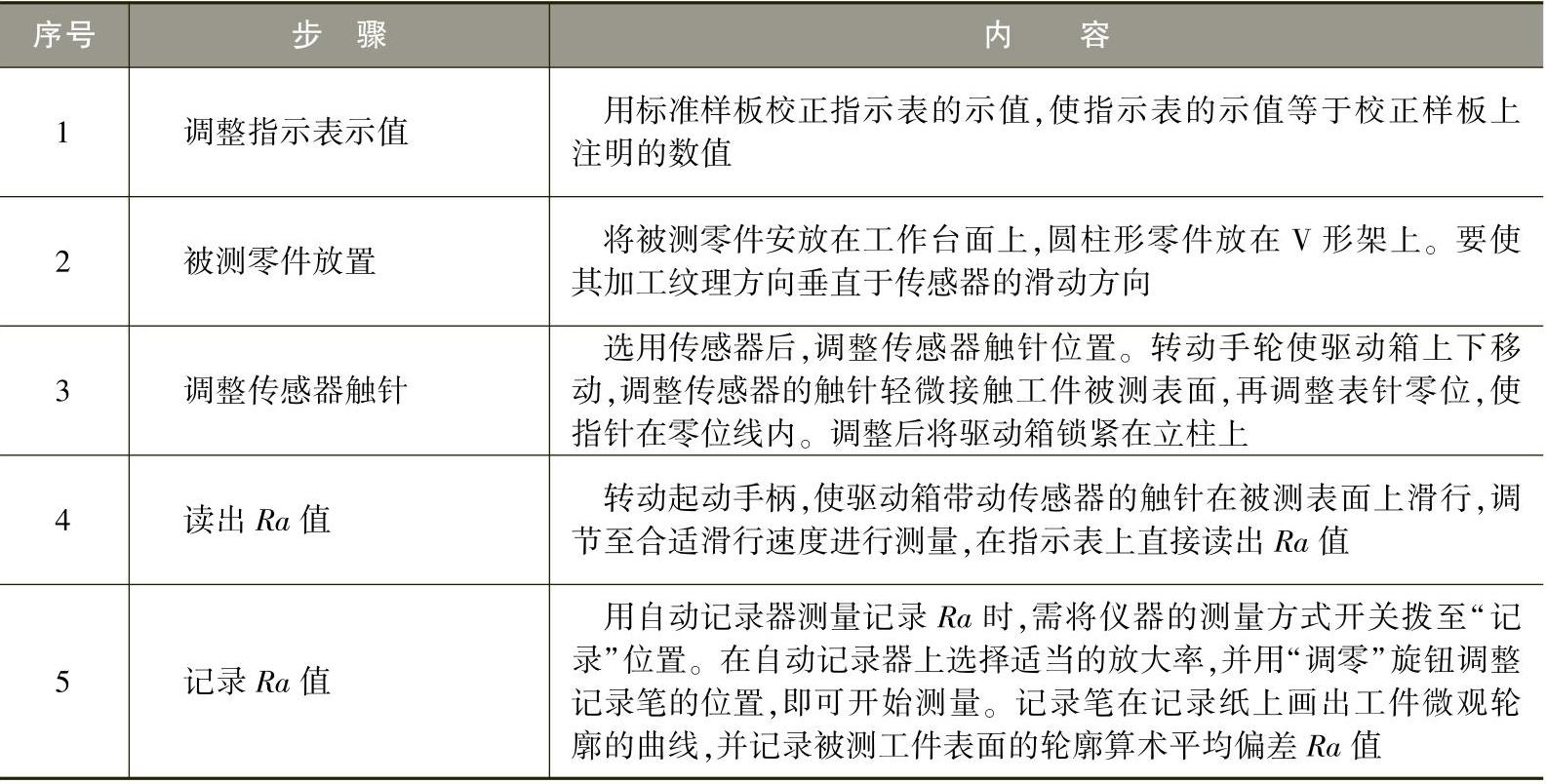
用电感式电动轮廓仪的测量步骤见表2-8。
表2-8 用电感式电动轮廓仪的测量步骤
☆考核重点解析
量具是用于测量零件的尺寸、角度、形状的误差以及零件几何要素相互位置的工具和仪器。加工出的零件合格与否,是用量具通过测量来进行判断的。学习本章后应熟悉常用精密量仪和自动测量装置的种类及工作原理,了解评定表面粗糙度参数的有关计算和常用精密量仪及自动测量装置的结构,掌握表面粗糙度量仪的种类和结构、常用精密量仪和自动测量装置及表面粗糙度量仪的使用方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。