



圆度仪是测量工件圆度误差的精密仪器。圆度公差是控制圆柱面(锥面)的横截面和球面零件任意截面形状误差的指标。
圆度公差带是在同一正截面上半径为公差值t的两同心圆的区域。如图2-1所示的工件,是指加工完毕后,在垂直于轴线的任一正截面上,该圆必须位于半径差(R1-R2)为公差值0.005mm的两同心圆之间。
圆度仪一般有转轴式和转台式两种形式,均是利用电感式传感器来进行测量的。
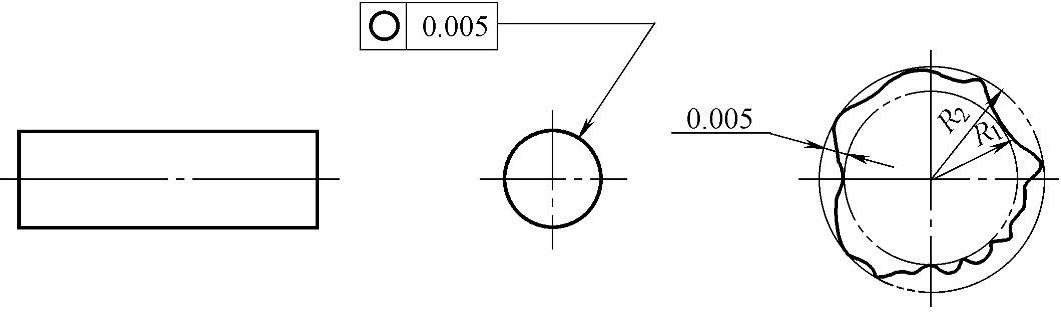
图2-1 圆度及其公差带
1.电感式传感器工作原理
图2-2所示为圆度仪中的电感式传感器,线圈1与测量杆铁心2相连,当铁心向上或向下移动时,线圈中的电感量就发生微弱的变化,再把电感量变换成电压(或电流),通过电子放大器放大,在指示仪表上即可看出放大后的信号,或再经功率放大器,在记录纸上输出测量结果。

图2-2 电感式传感器工作原理
1—线圈 2—铁心
2.HYQ-014A型圆度仪
图2-3所示为某机床厂生产的HYQ-014A型圆度仪,它是电感式传感器中的转轴式圆度仪,适用于精密机械加工中的圆度误差的测量,也可测量同轴度、垂直度和平行度等误差。
测量时,被测工件4安放在工作台5上,用手轮6与7横向和纵向调节工作台,使被测工件轴线与主轴2轴线初步对准,再用微调手轮8与9进行对心微调。径向移动在主轴下端的传感器3,以使传感器的测头与被测工件周边接触。开动主轴电动机,使主轴旋转,传感器在被测工件4转一周的过程中,即可测出被测截面上的半径变化量,再经过电子放大器将上述变化量以极大的比例放大,指示在对心表1上,或自动地把图形绘制在记录纸上。根据记录纸上的图形就能清楚地判明被测截面的形状和误差。
如果被测截面是绝对圆,且与主轴恰好对准,测量时传感器的测头没有径向变动,因此记录的图形呈圆形,其圆心与记录纸的旋转中心重合,如图2-4所示。(https://www.xing528.com)
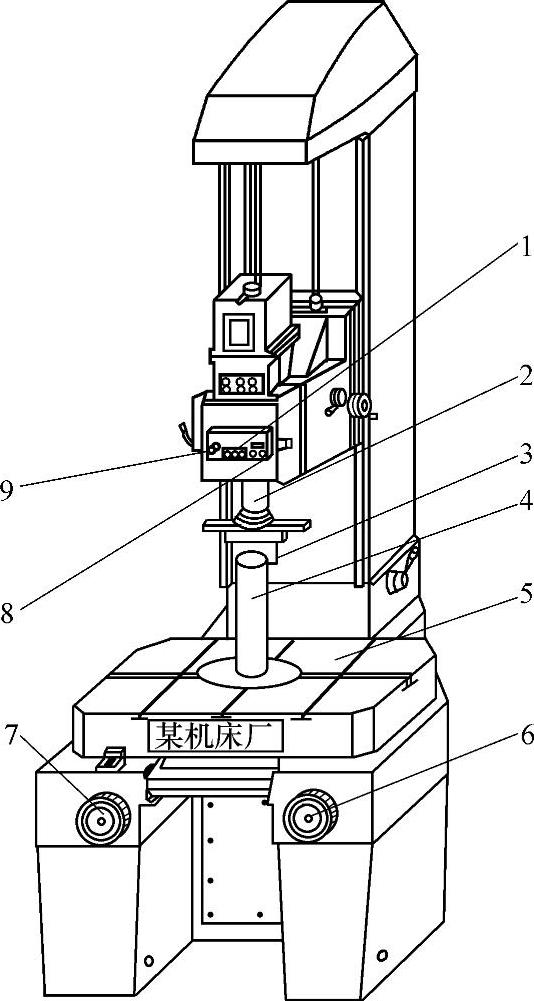
图2-3 HYQ-014A型圆度仪
1—对心表 2—主轴 3—传感器 4—工件 5—工作台 6、7—手轮 8、9—微调手轮
如果被测截面是绝对圆,但没有与主轴对准,则图形与记录纸偏心,如图2-5所示。
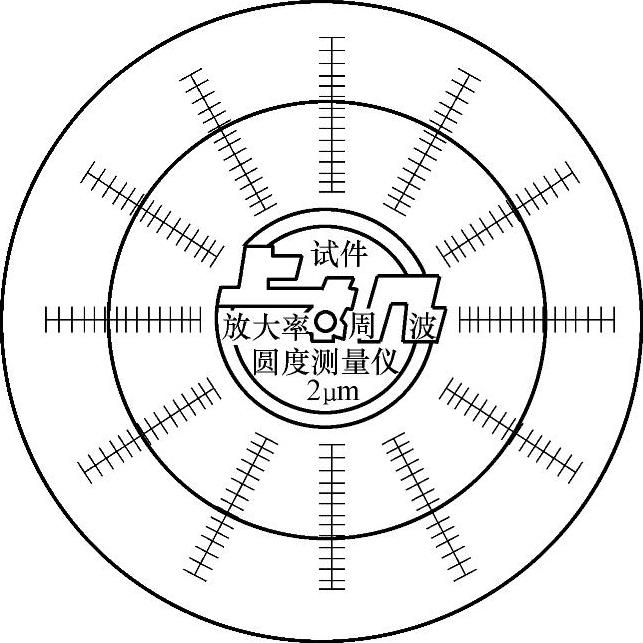
图2-4 工件绝对圆并对准主轴
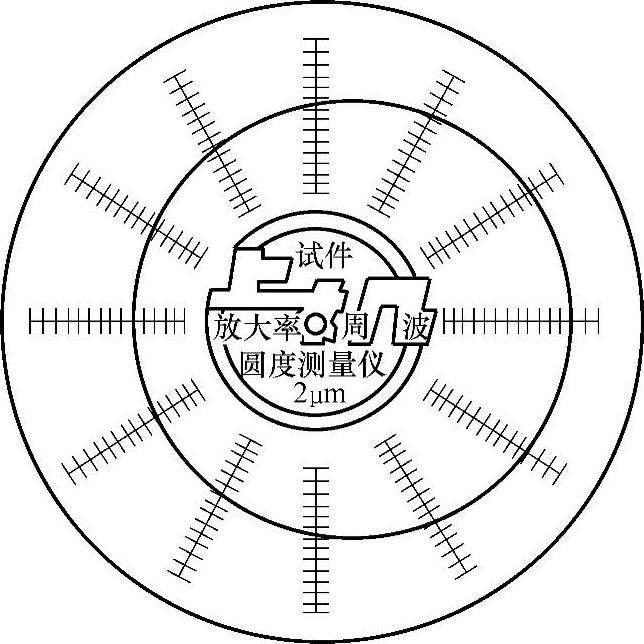
图2-5 工件绝对圆但不对准主轴

图2-6 用同心样板读出误差
如果被测截面有圆度误差,则在测量过程中,将各点半径变化量以极大的比例记录在记录纸上,记录纸上印有径向坐标,每格间距为2mm。为消除在对心时可能存在偏心的影响,仪器附有一块透明的同心样板,利用同心样板可读出圆度误差值,如图2-6所示。
读数时,应首先在同心样板上读出记录图形的内接圆,然后再找出最高点的外圆,根据放大率和两个半径差,即可算出其误差值。
如图2-4所示的图形,若所选的放大率为10000倍,则记录纸每格示值精度为2mm/10000=0.0002mm,即0.2μm。此图形R2-R1=4,因此其圆度误差为0.2×4μm=0.8μm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。