



GLS-135AS数控光学曲线磨床如图1-2所示。它可以磨削样板、模具和滚轮等各种复杂精密工件。
图1-1 数控坐标磨床
表1-1 数控磨削的特点
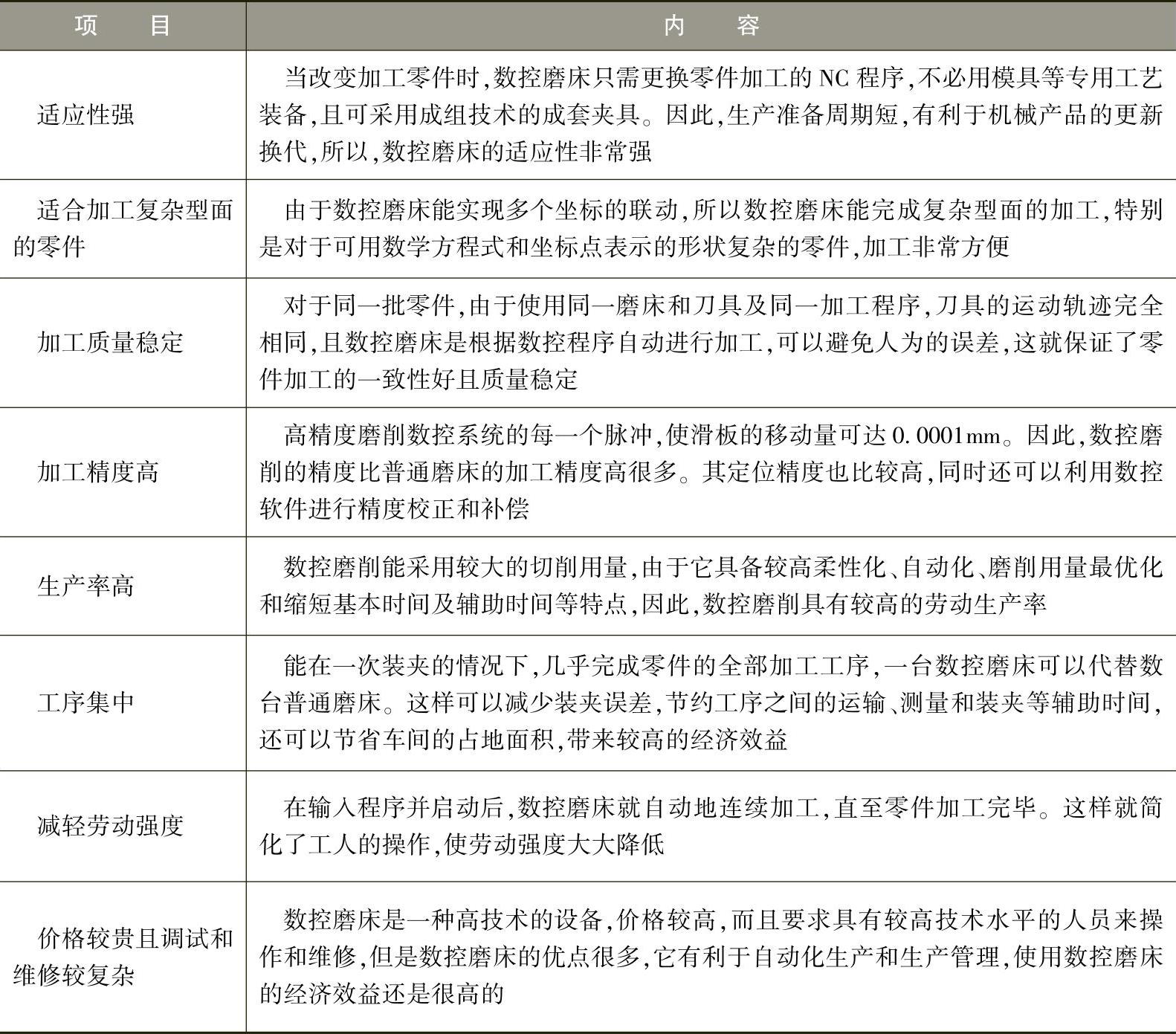
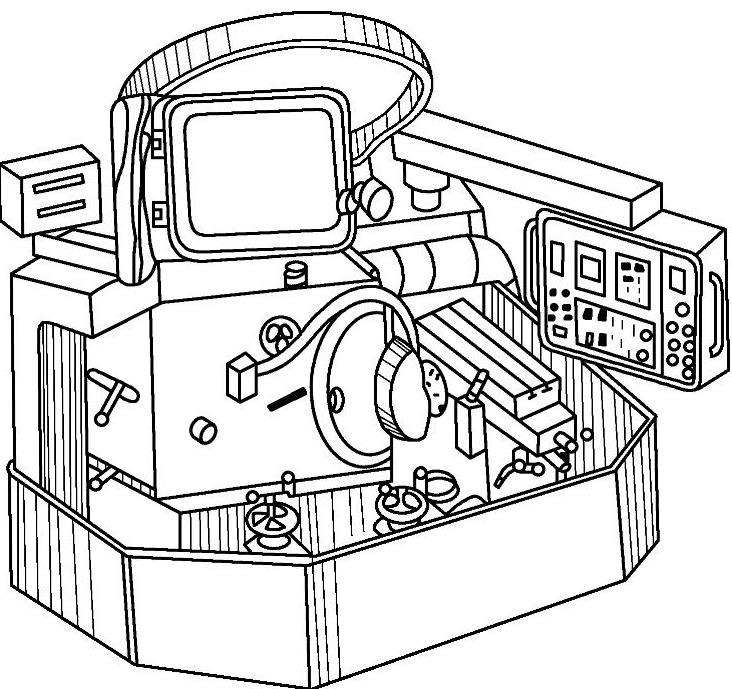
图1-2 GLS-135AS数控光学曲线磨床
数控光学曲线磨床砂轮滑座的最小移动量是0.001mm。
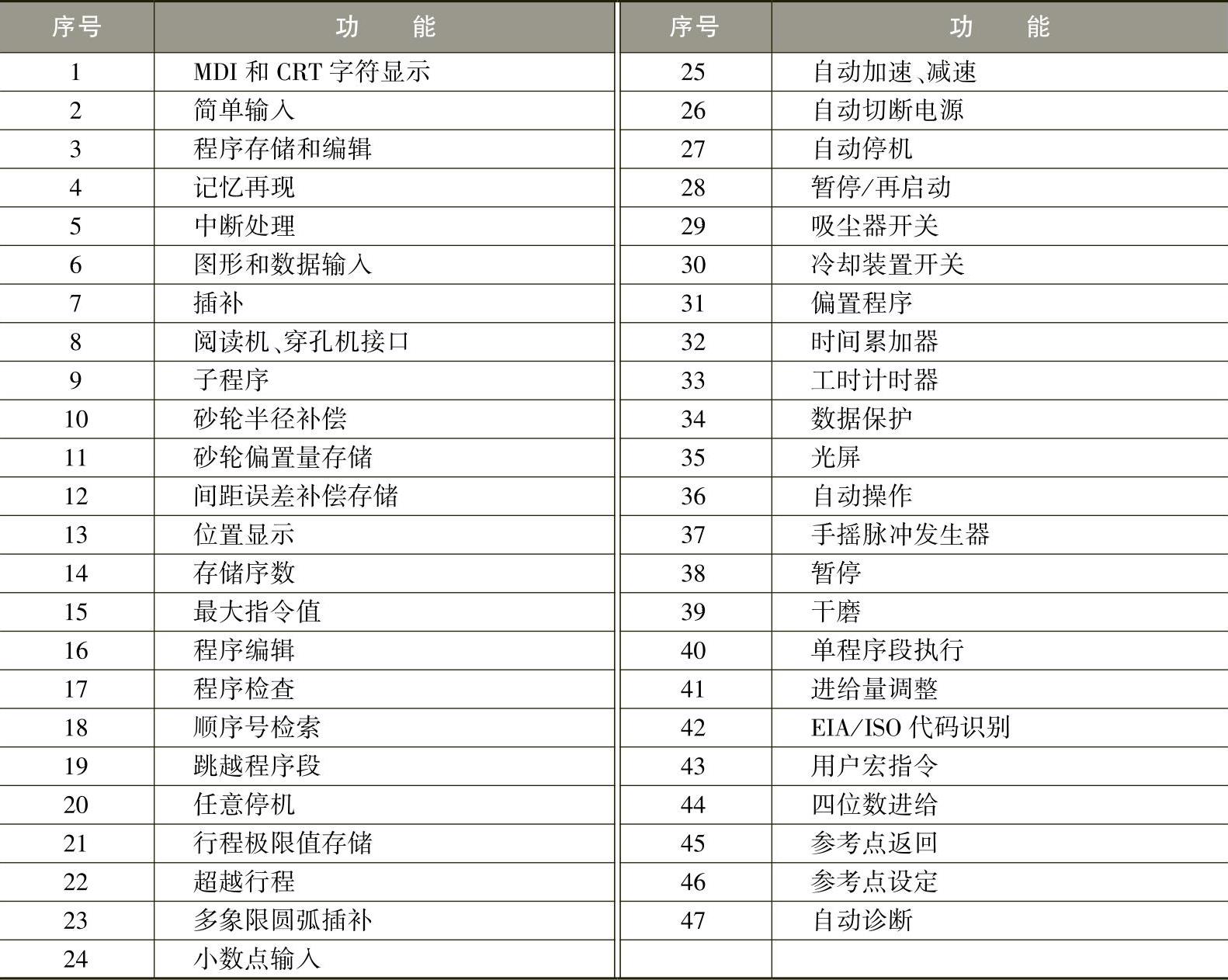
数控加工方面的功能见表1-2。
表1-2 数控加工方面的功能
一个零件程序是一组被传送到数控装置中的指令和数据,这个零件程序是由遵循一定结构、句法和格式规则的若干个程序段组成的,而每个程序段则是由若干个指令字组成的。
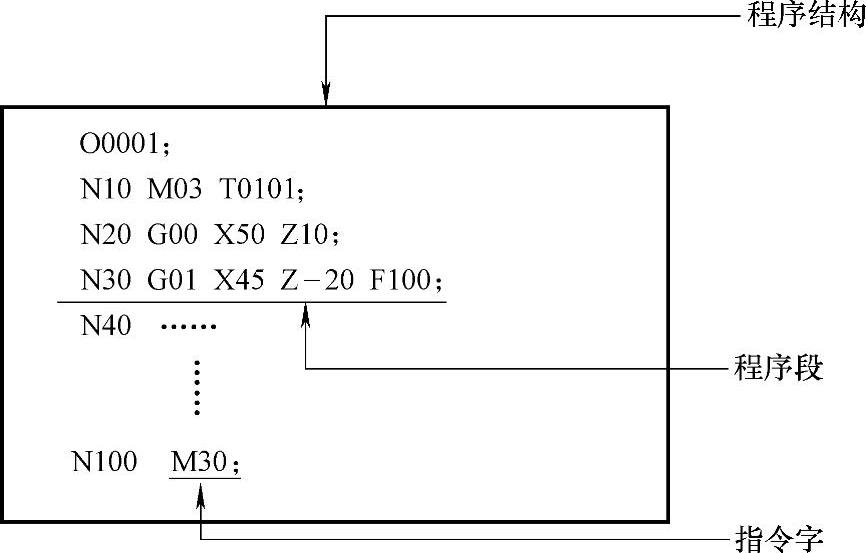
单程序段的含义举例如下:
N30 G01 X45 Z-20 F100;
程序段由5个指令字组成。其中,N30表示顺序号;G01表示磨床要执行的指令功能,其由地址符G和数字01组成,由表1-3和表1-4可知,G01表示直线插补;X45、Z-20表示砂轮运动方向和坐标值,数值的小数点有特殊的含义,如Y-1.0与Y-1,前者表示-1mm,后者则表示-1μm,显然不带小数点数值的单位为μm。
表1-3 地址符及其功能

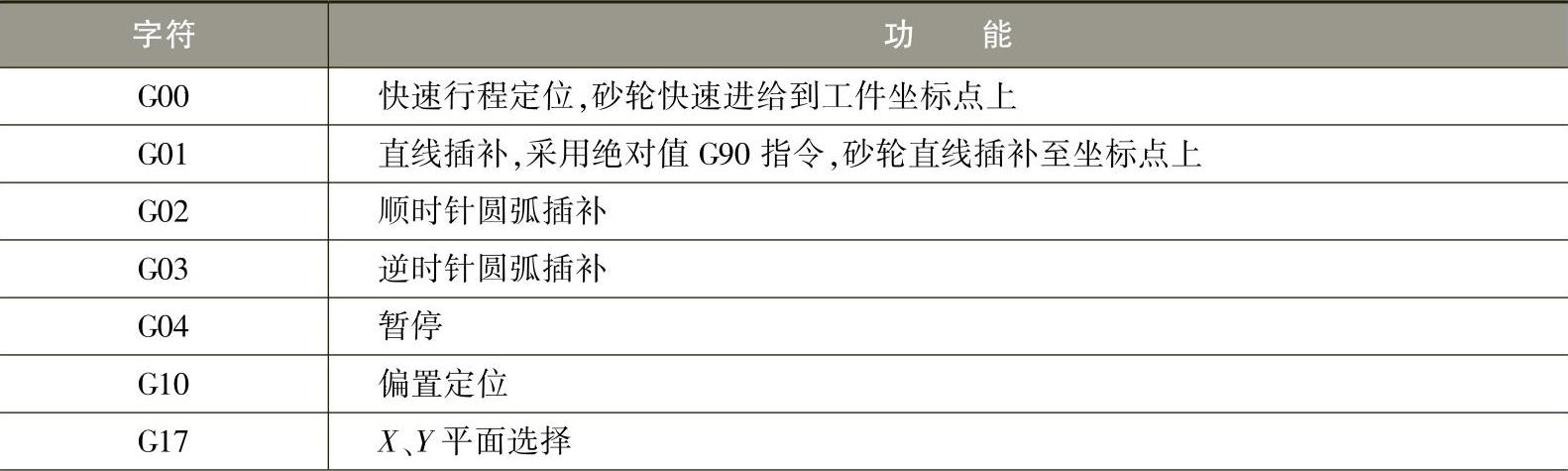
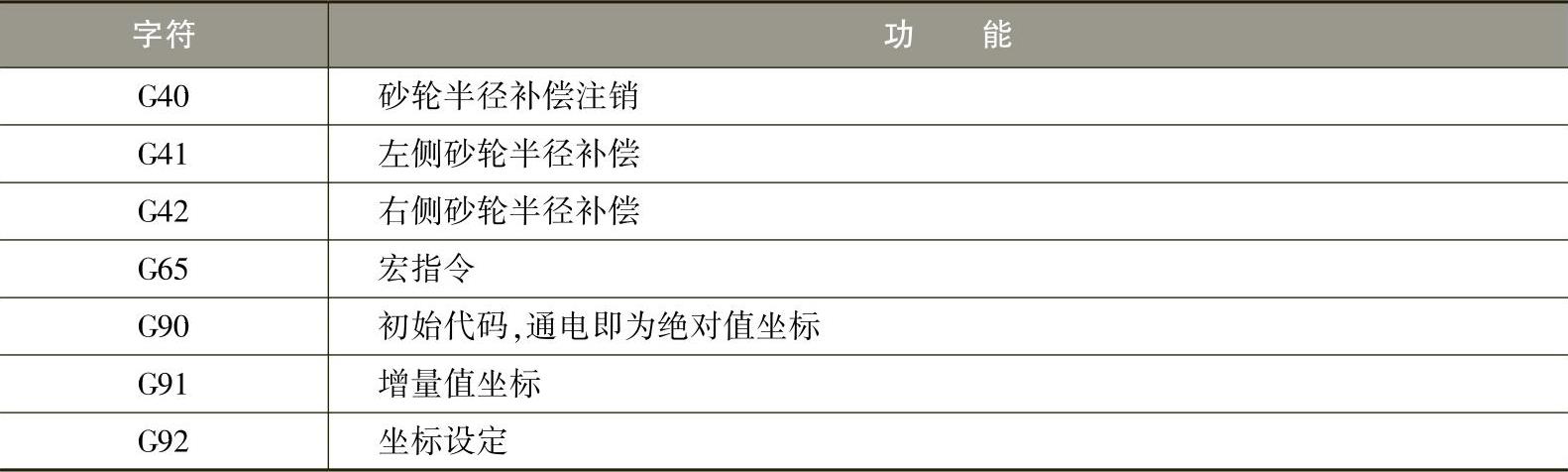
表1-4 准备功能字符
(续)
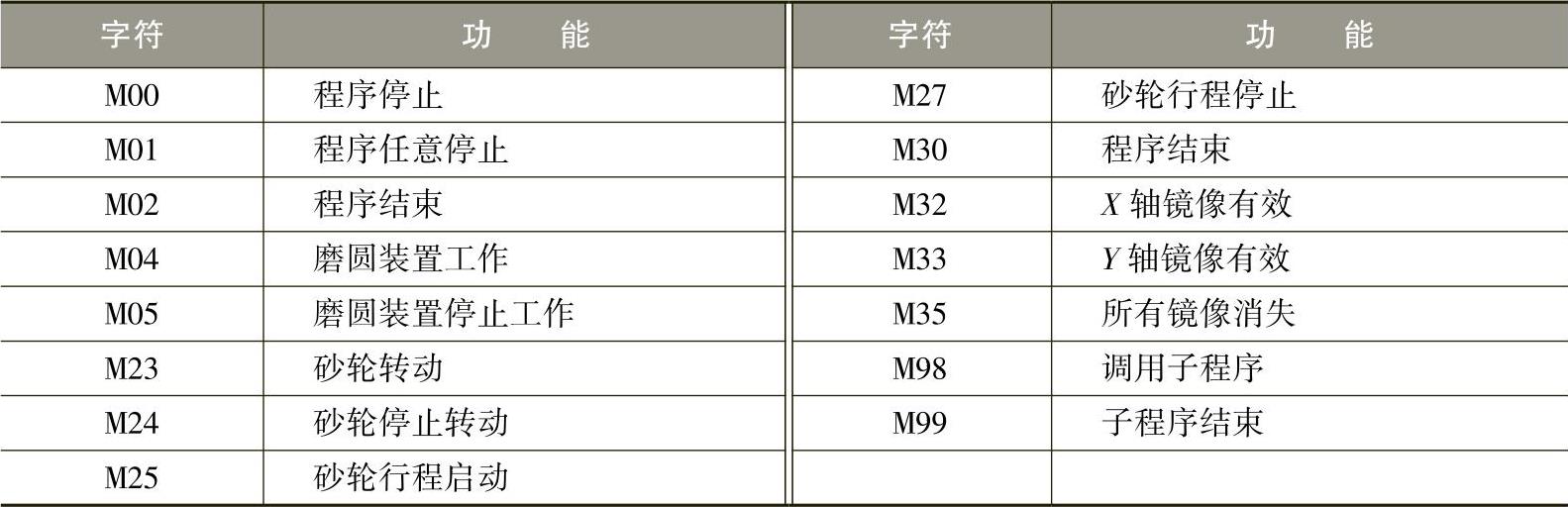
GLS-135AS数控光学曲线磨床还设有多种辅助功能,见表1-5,它的控制器采用FANUC-OME。
表1-5 辅助字符及其功能
FANUC-OME数控程序的编制过程如下:图1-3所示为样板曲线表面的加工轮廓。编程时先绘制砂轮磨削点的轨迹线,再确定各程序段连接点的坐标值。将编程零点确定在工件上,将坐标零点从磨床零点偏置到工件上。编程从砂轮起始点开始,共12个程序段。砂轮从起始点快速移动到磨削位置,先磨9°斜面,再磨直线和45°斜面,最后把砂轮退回起始位置。其程序见表1-6。
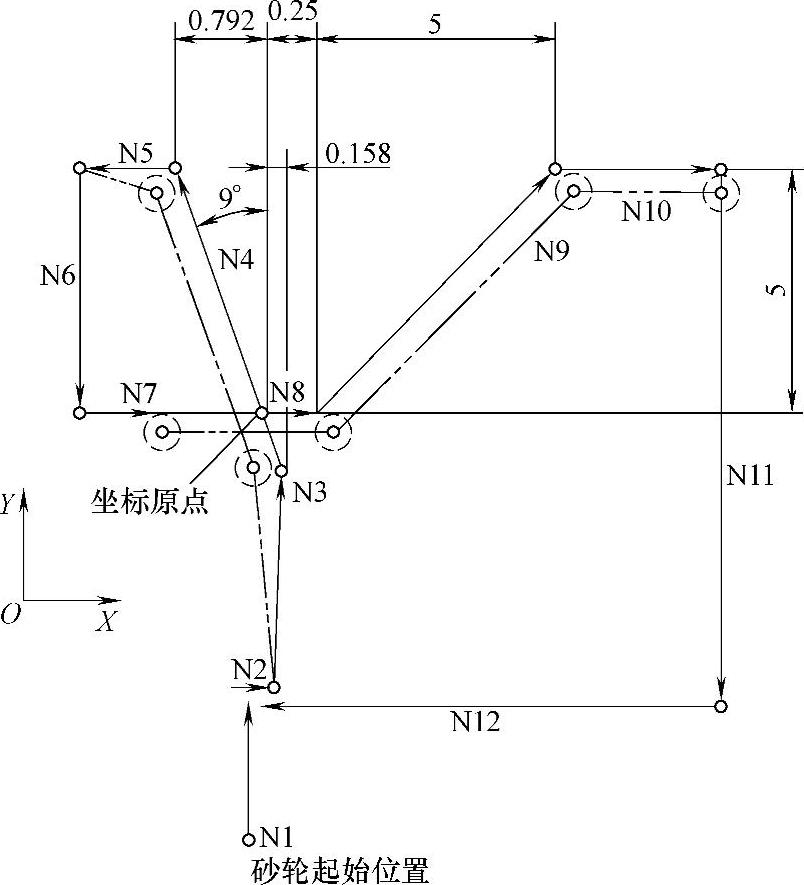
图1-3 样板曲线表面的加工轮廓
机床采用的FANUC控制器为CNC系统,能实现多功能控制,完全可以满足加工要求。确定加工路线是数控加工程序的主要工作,也就是确定砂轮相对工件的运动轨迹和方向。当砂轮切入时,要沿轮廓线延长线的切向切入,保证工件的加工精度和表面粗糙度要求。除此之外还应尽量缩短加工路线。
表1-6 角度样板程序
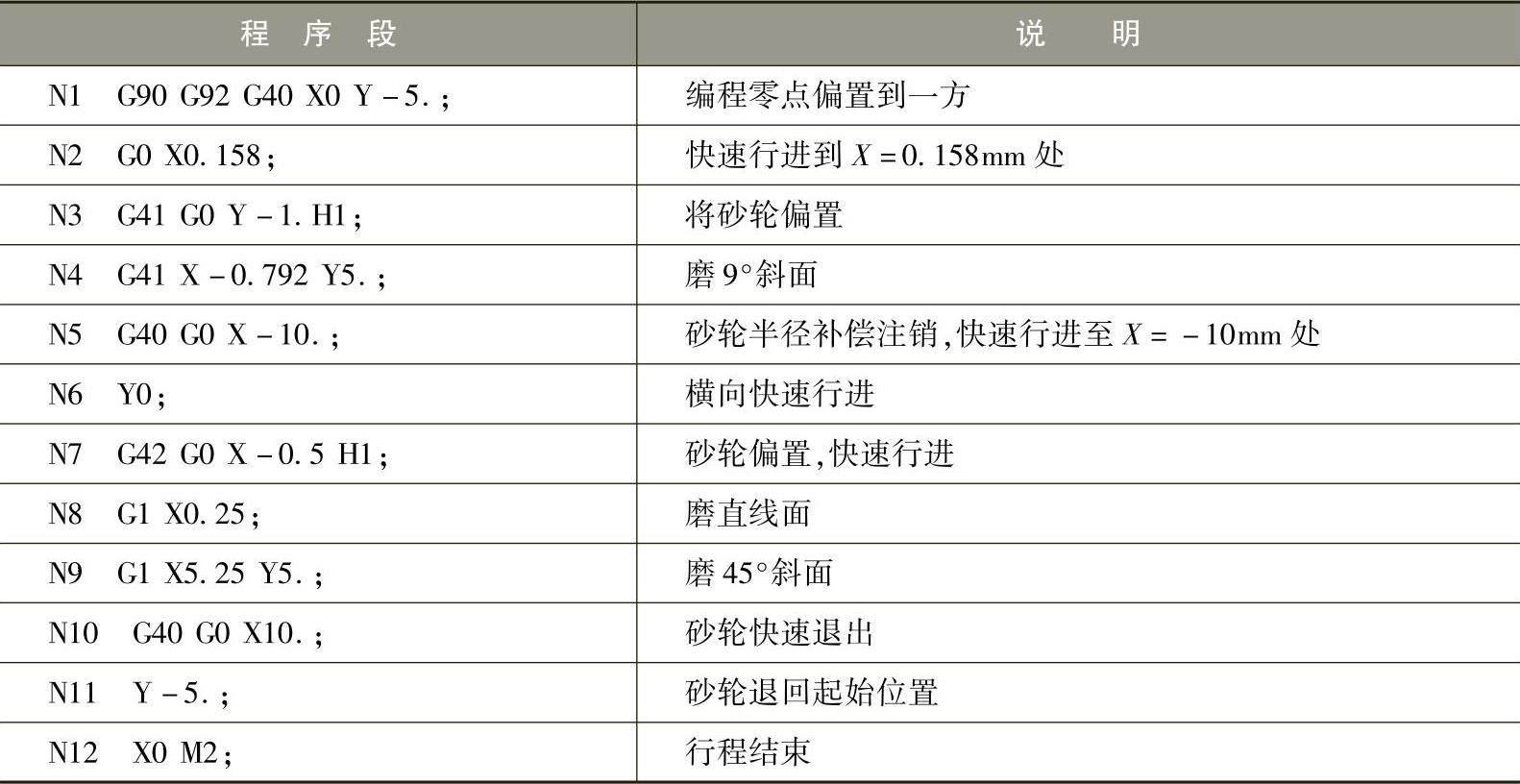
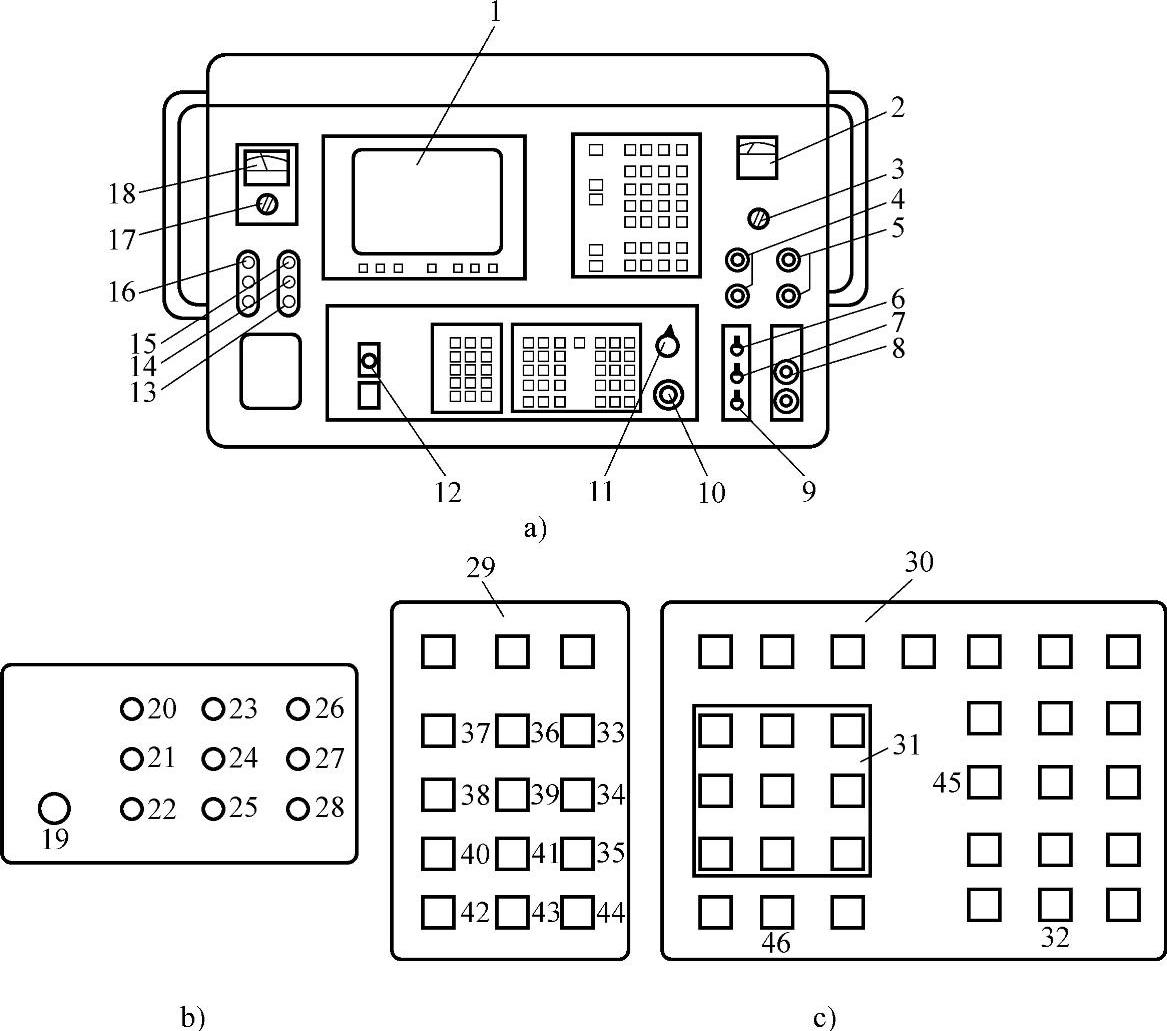
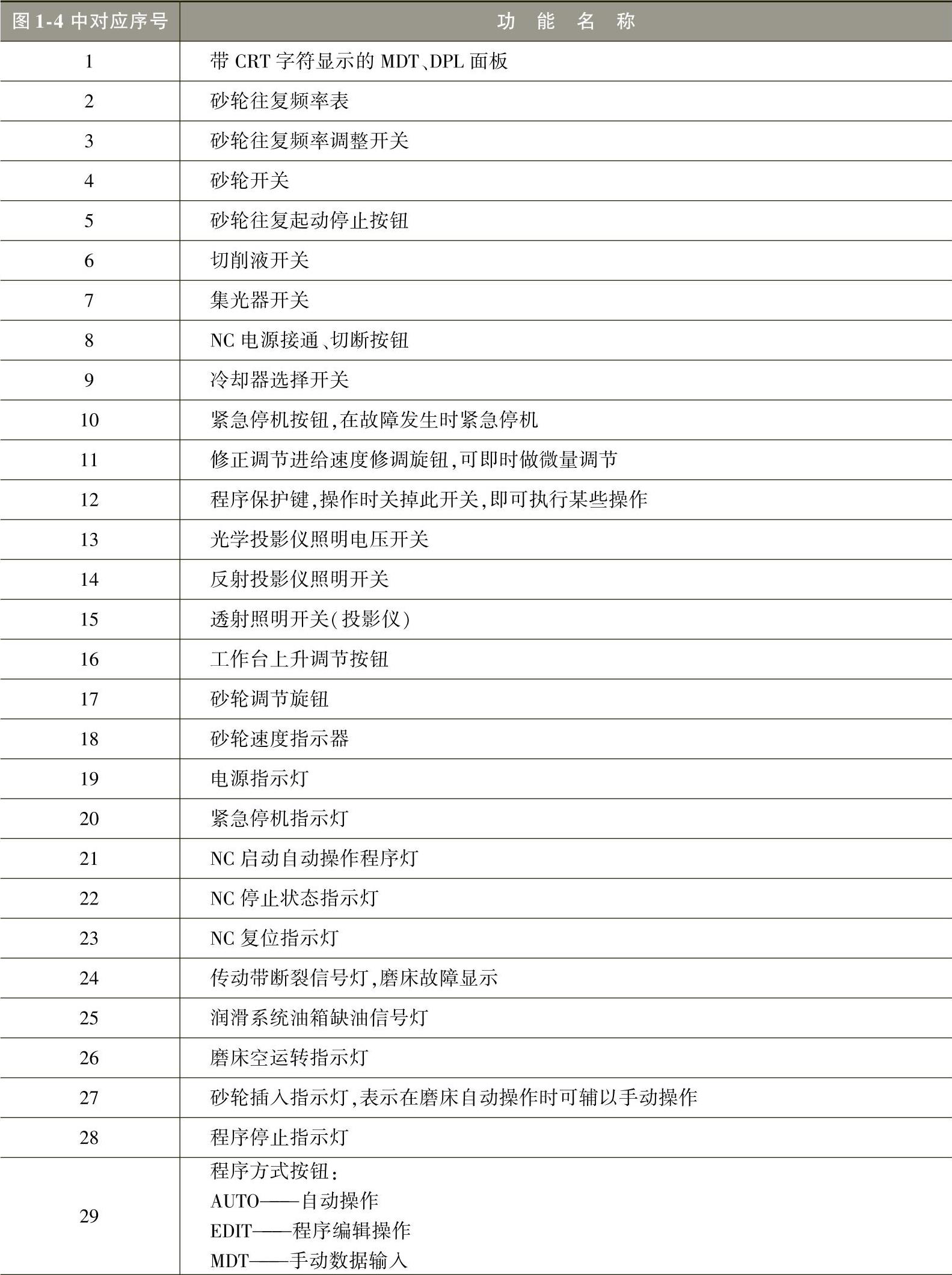
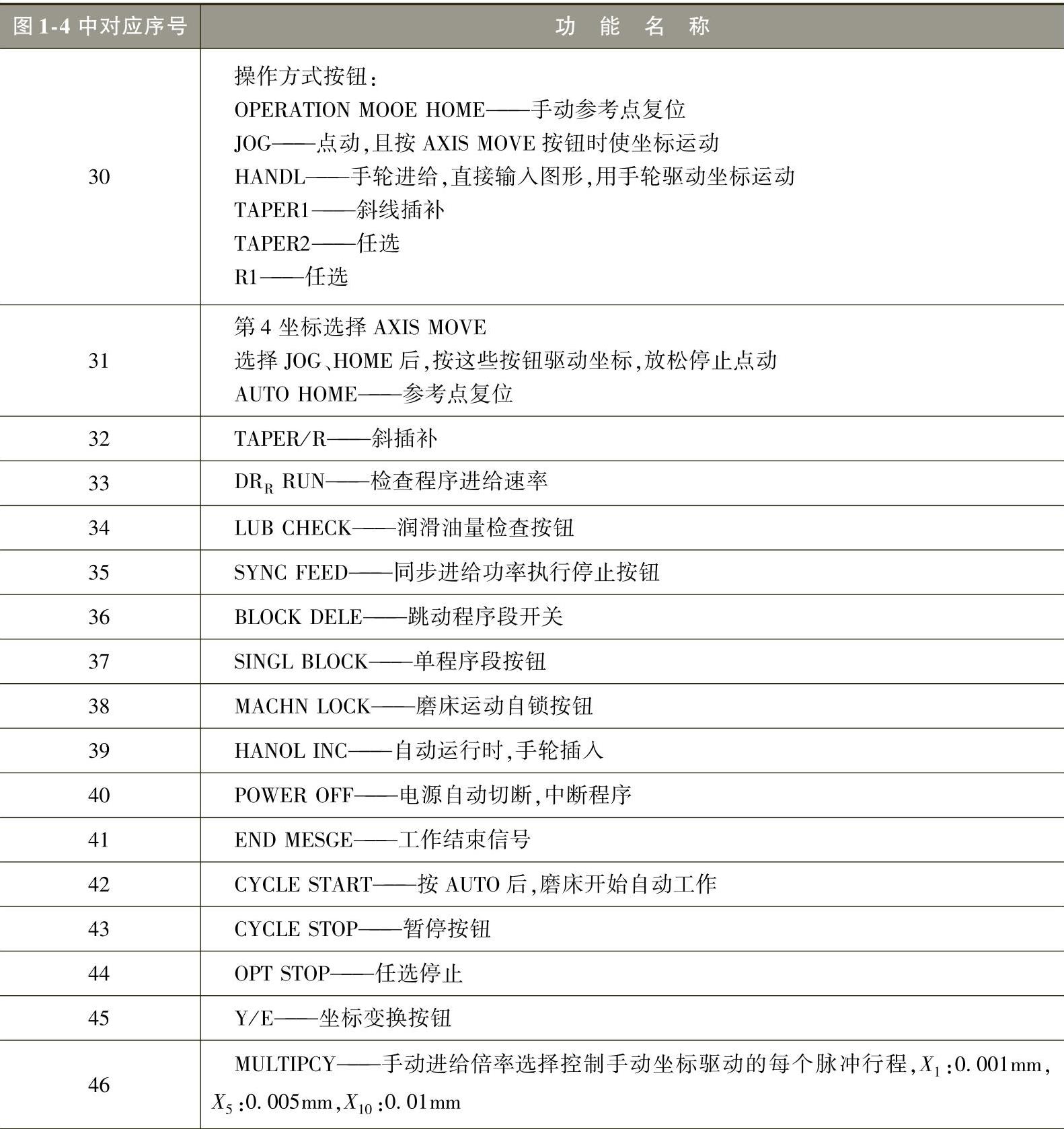
图1-4 GLS-135AS数控光学曲线磨床的操作面板
图1-4所示为GLS-135AS数控光学曲线磨床的操作面板,用它来控制砂轮主轴、砂轮往复运动调速以及光学透射。操作面板上配有字符显示屏,可以识读有关程序的字符。用按键可输入或调用有关程序,其中有数据输入键、复位键、页面键、功能键、光标键和程序编辑键等,见表1-7。
表1-7 GLS-135AS数控光学曲线磨床操作面板
(续)(https://www.xing528.com)
把参考点坐标移至原点的操作方法如图1-5所示。先按“HOME”键,使“AUTO HOME”灯亮;再按“AUTO HOME”键,使“-Y”灯亮,说明沿-Y方向运动。上述操作可将参考点坐标设置为原点。
圆弧插补找正如图1-6所示,其输入方法如下:
1)“R3”键,用手轮操作,在A点定位,再按“START”键。
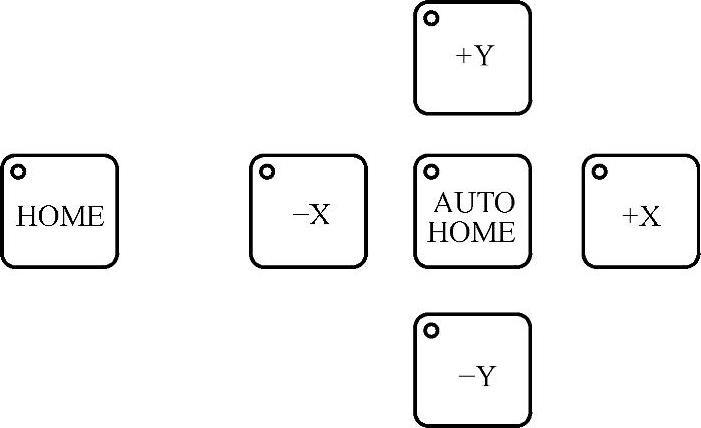
图1-5 参考点自动返回
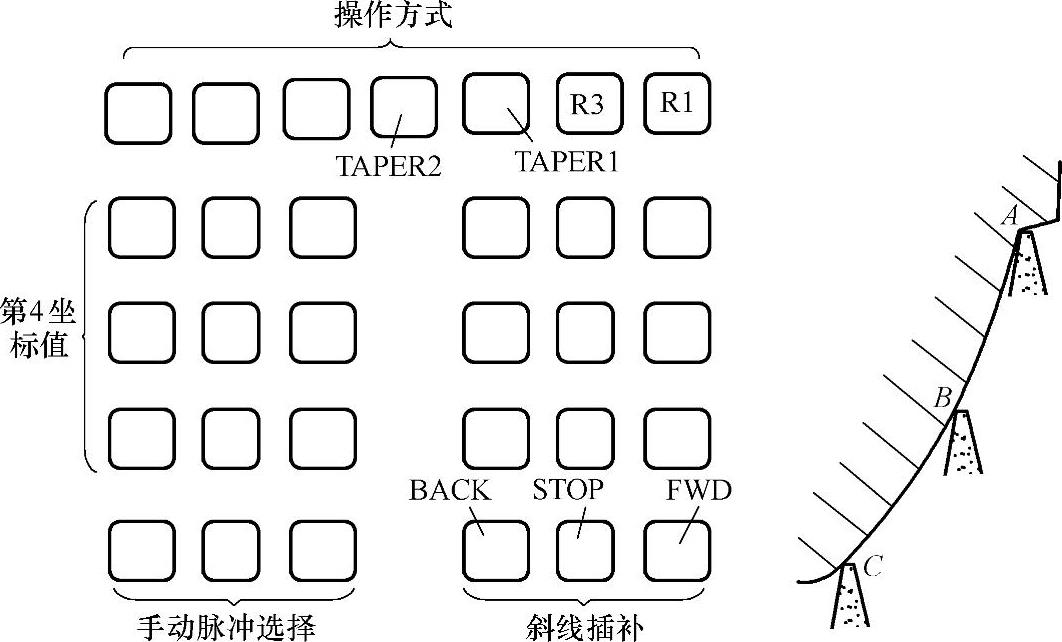
图1-6 圆弧插补的输入步骤
2)确认“LED”灯亮后,用手轮操作砂轮至B点定位,再按“START”键。
3)当“LED”灯亮后,用手轮操作砂轮至C点定位,再按“START”键。
4)当“LED”灯亮后,表明圆弧R的计算已完成。
5)按“FWD”键,使砂轮向A点运动,至A点停止,此时不能再按“FWD”键。若中途停止,可按“FWD”键;若行至A点不停止,则按“BACK”键使砂轮反向运动。经上述操作可找正工件位置。
6)用进给速度修调旋钮调节砂轮进给速度,如100%标度档为5mm/min。
磨削如图1-7所示零件的按键步骤见表1-8。程序编制是一项重要工作,编程时应该掌握编程规则,特别要注意G和M功能的使用。
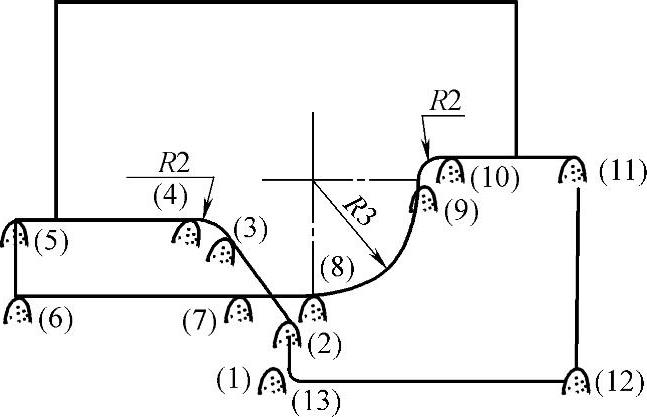
图1-7 磨削零件的步骤
表1-8 操作面板按键步骤
(续)
数控磨削工艺与普通磨床的工艺大致相同,但各有其特点。在磨削时需注意的问题见表1-9。
表1-9 磨削时需注意的问题
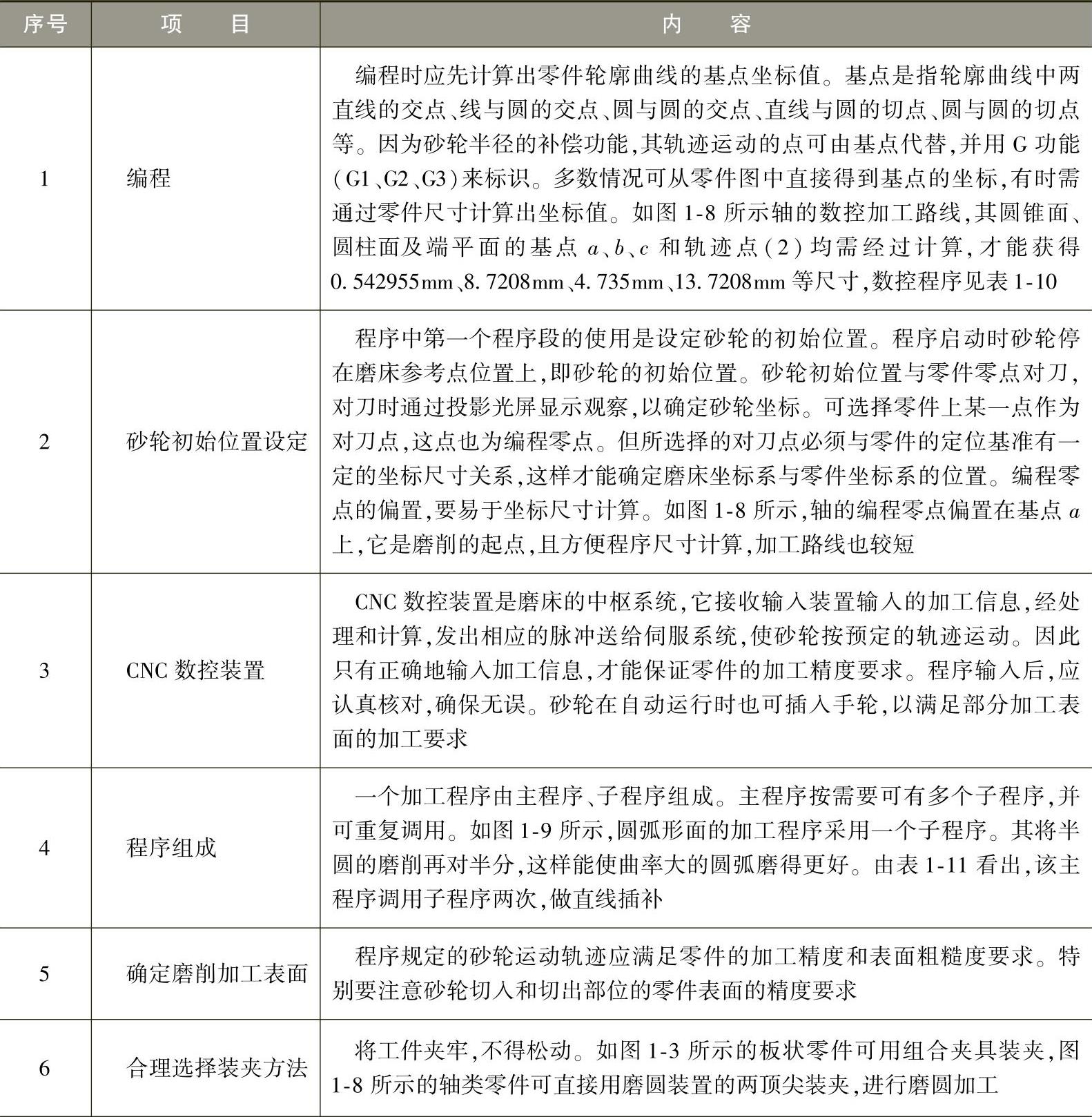
(续)
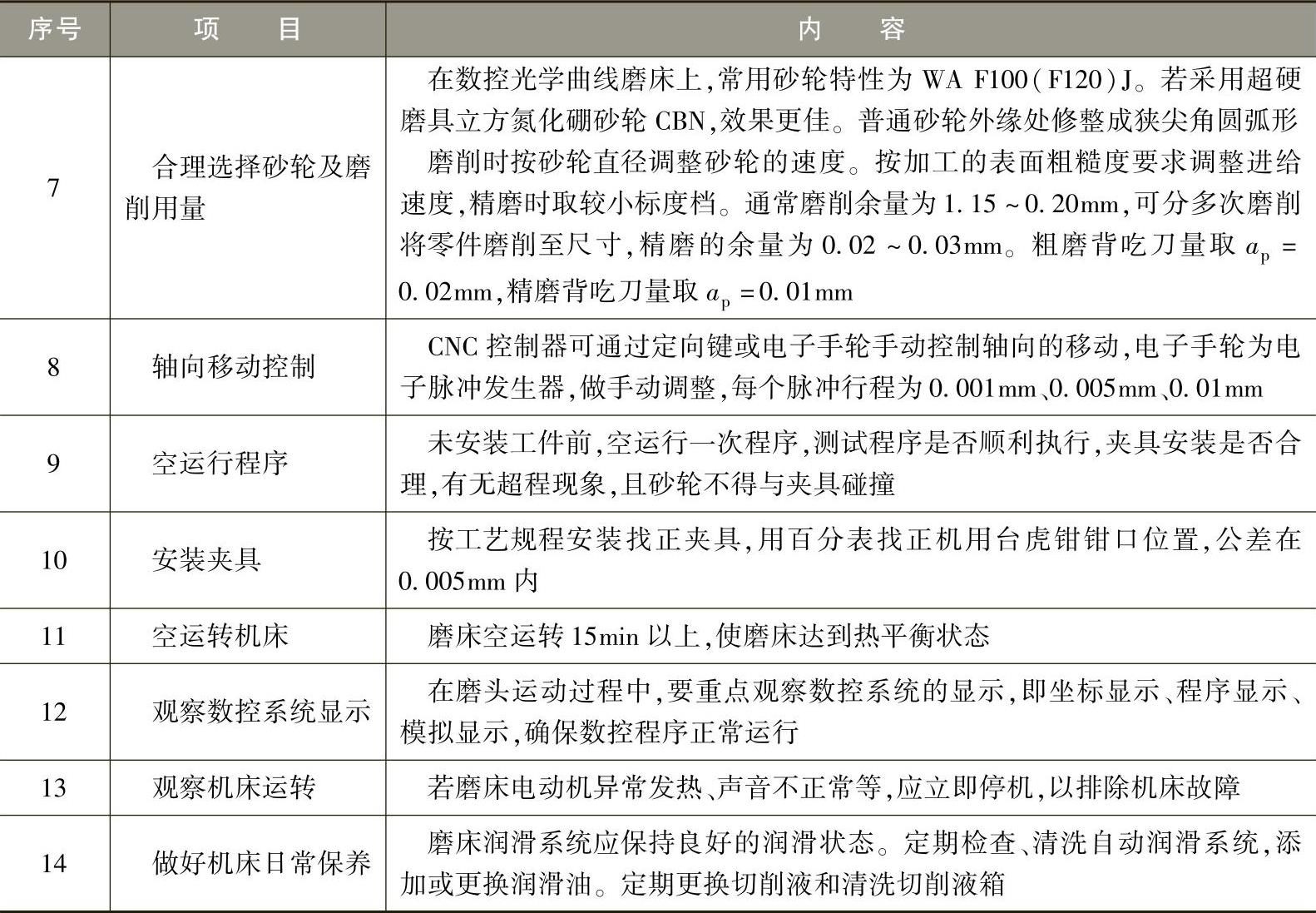
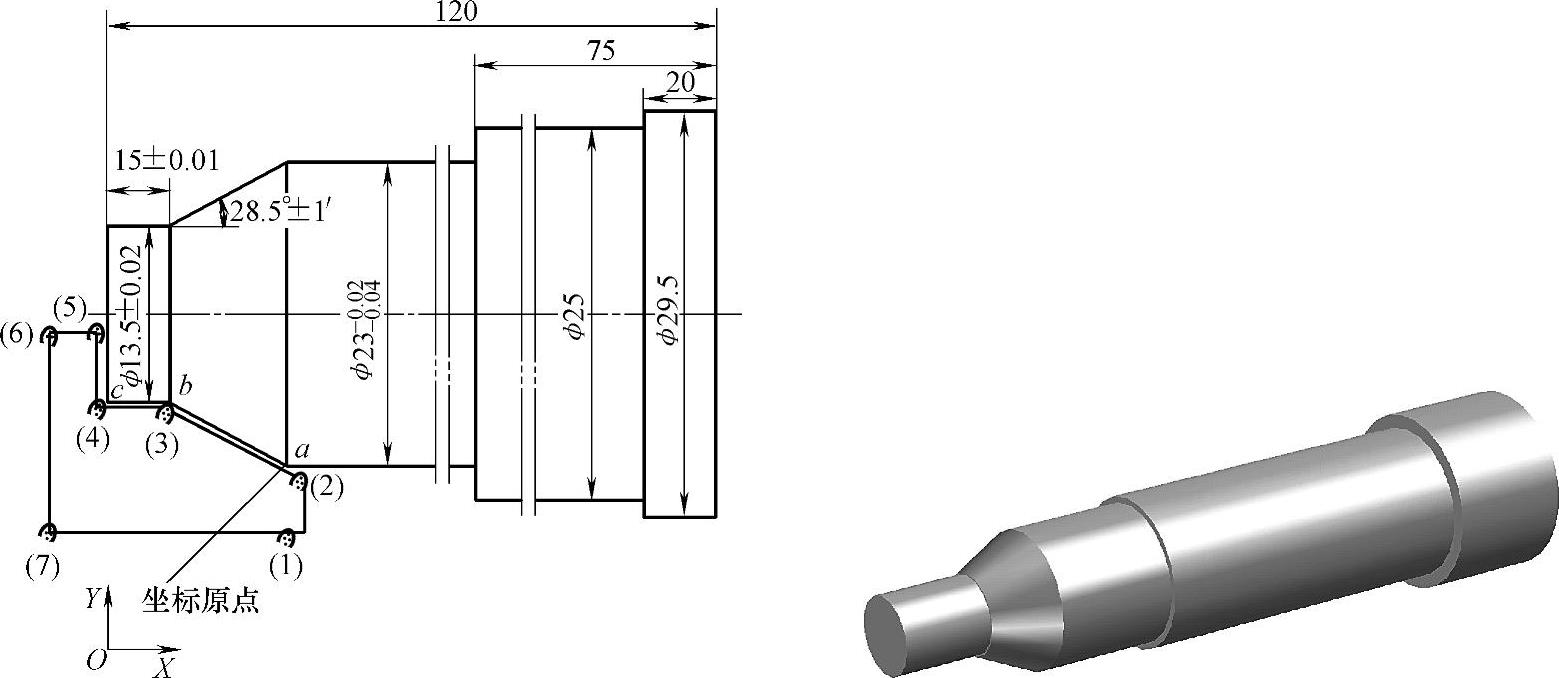
图1-8 轴的数控加工路线
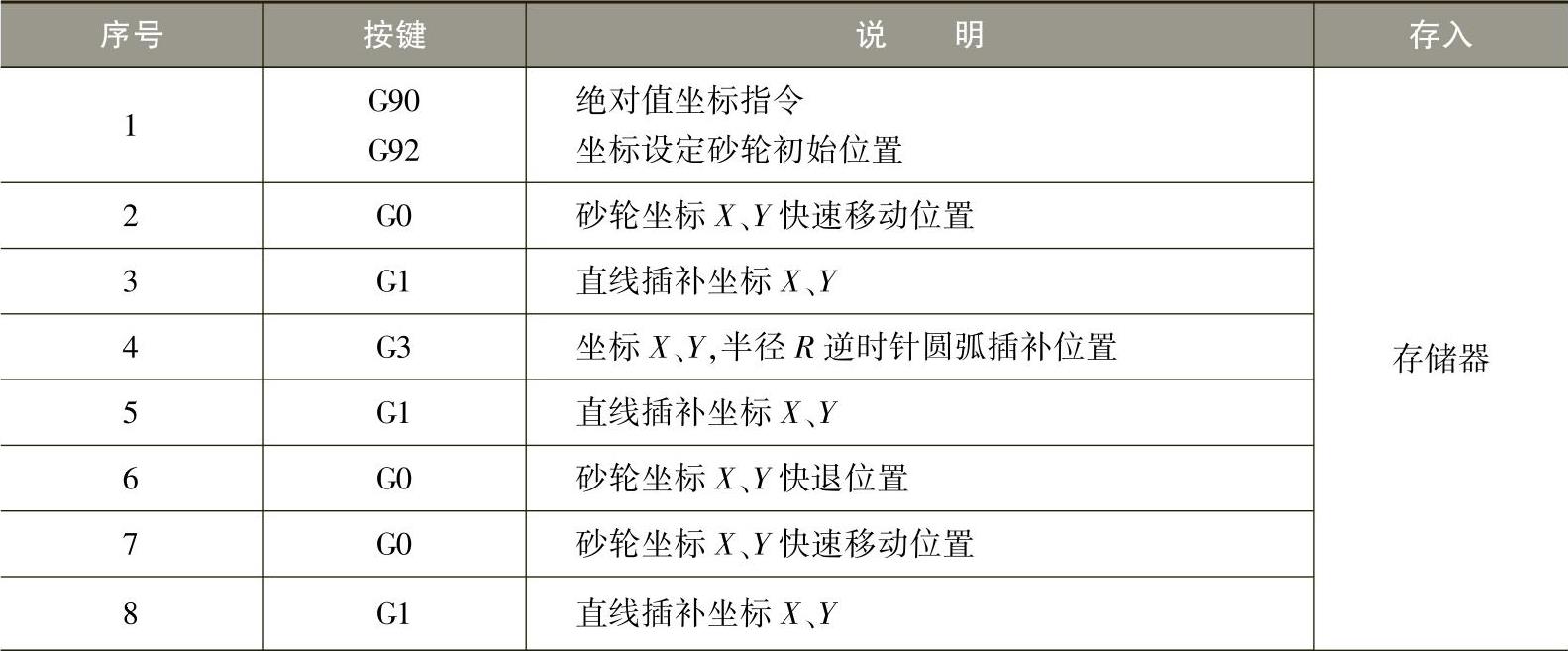
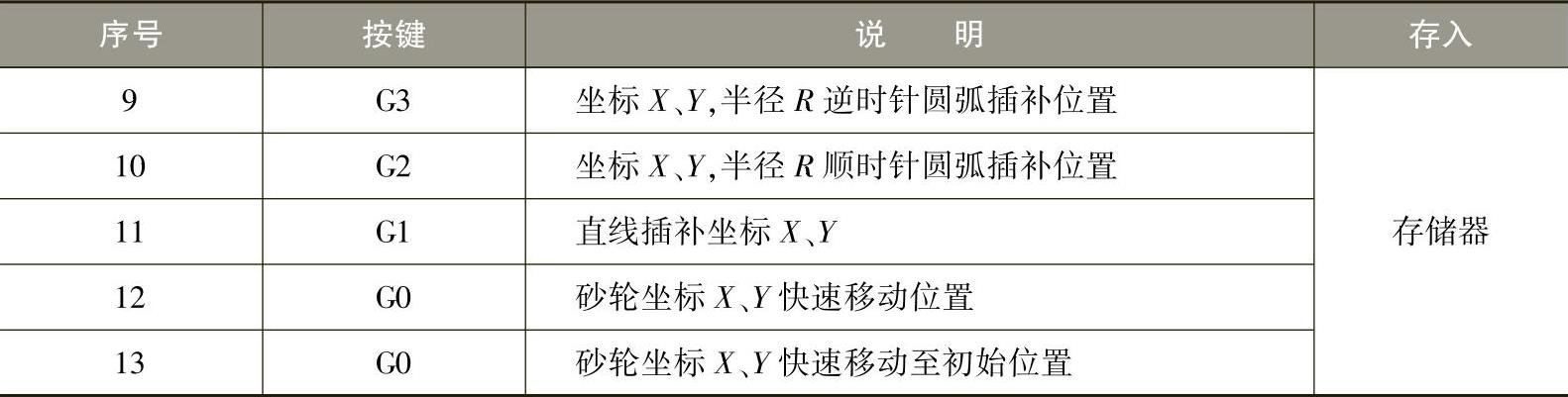
表1-10 轴的数控程序

(续)
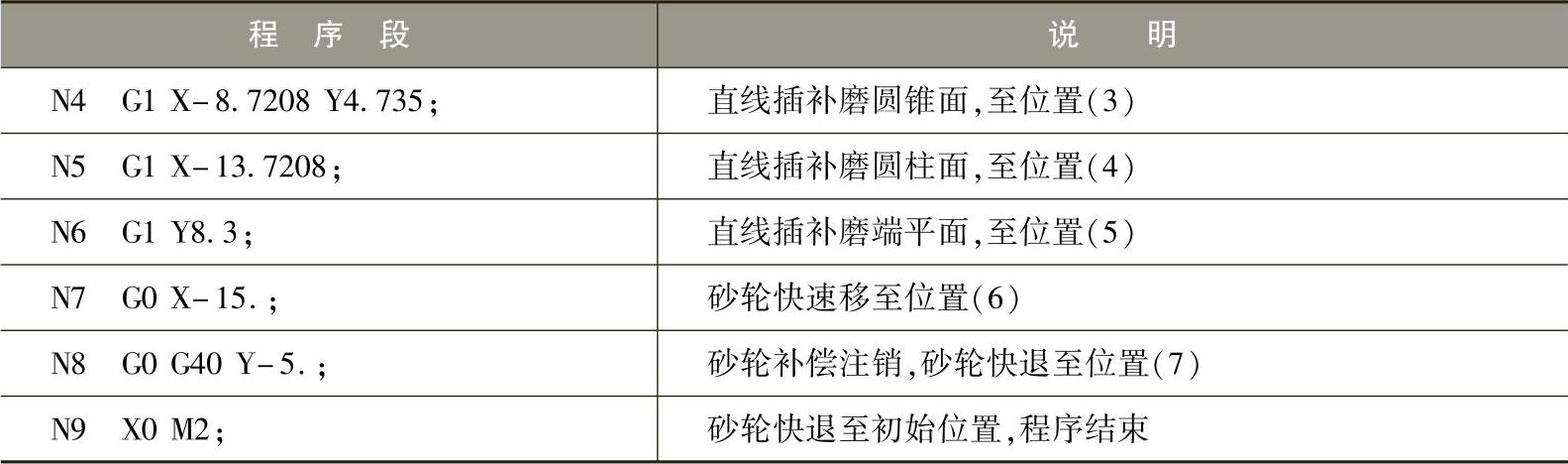
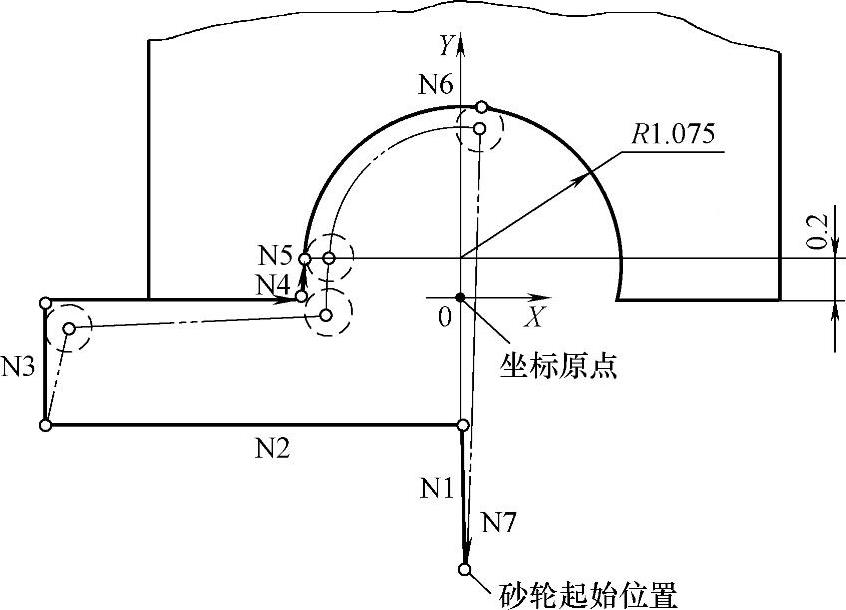
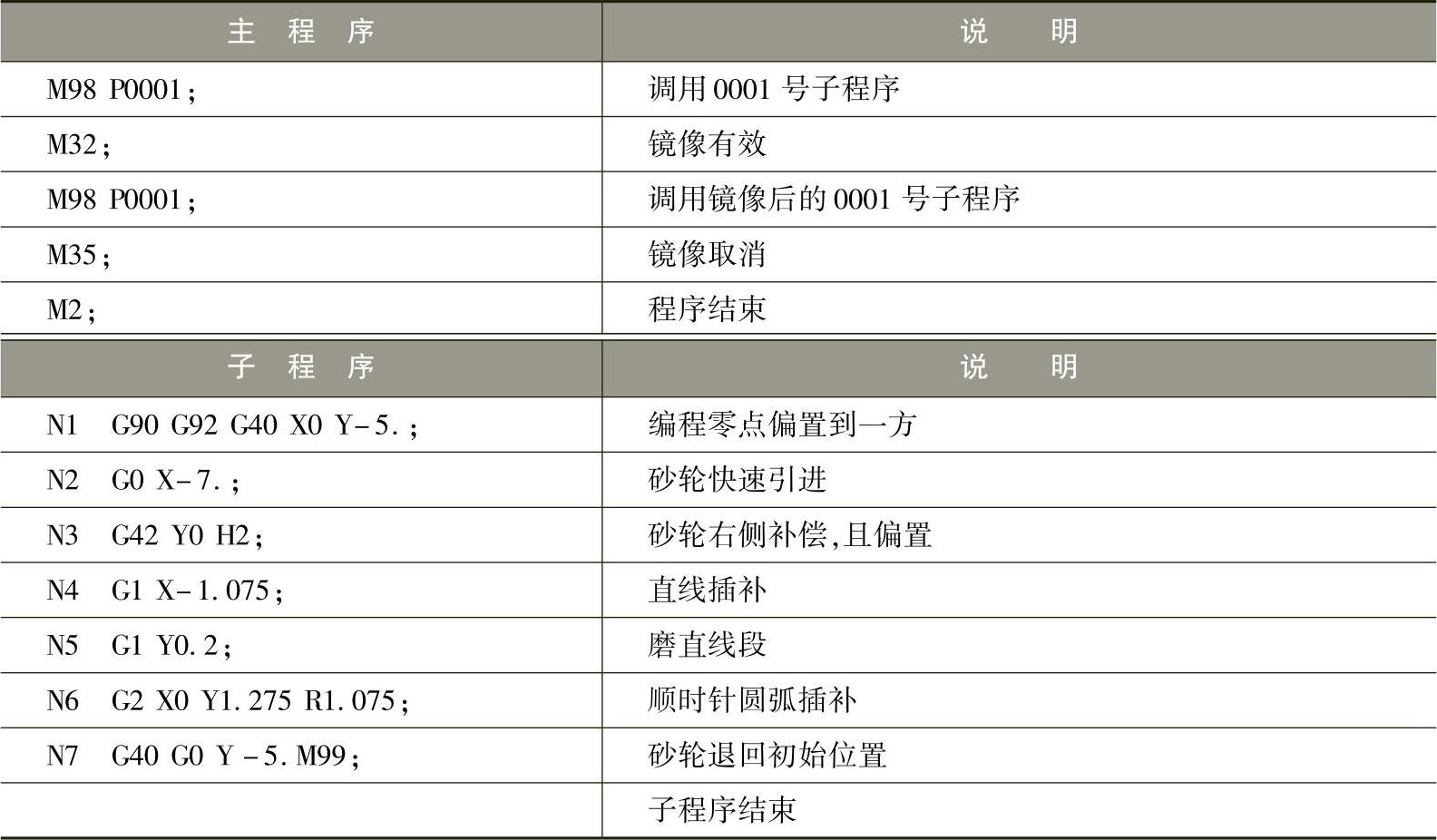
图1-9 圆弧形面的数控加工路线
表1-11 圆弧形面数控程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。