



我们给上位机控制软件提供切片数据的软件是Slic3r。Slic3r的开源、免费、相对快捷和高度可定制化的特性,使它成为开源创客的首选切片软件。如果计算机是32位系统,就用Slic3r-mswin-x86-0-8-4;如果是64位系统,就用Slic3r-mswin-x64-0-9-2。运行 会出现控制界面。
会出现控制界面。
单击配置,进入参数设置,如图4-10所示。进入这个主界面就可以设置打印、材料、打印机,每次设置好一个界面后,千万要记得单击 保存。下面分别对各个设置的功能进行介绍。
保存。下面分别对各个设置的功能进行介绍。
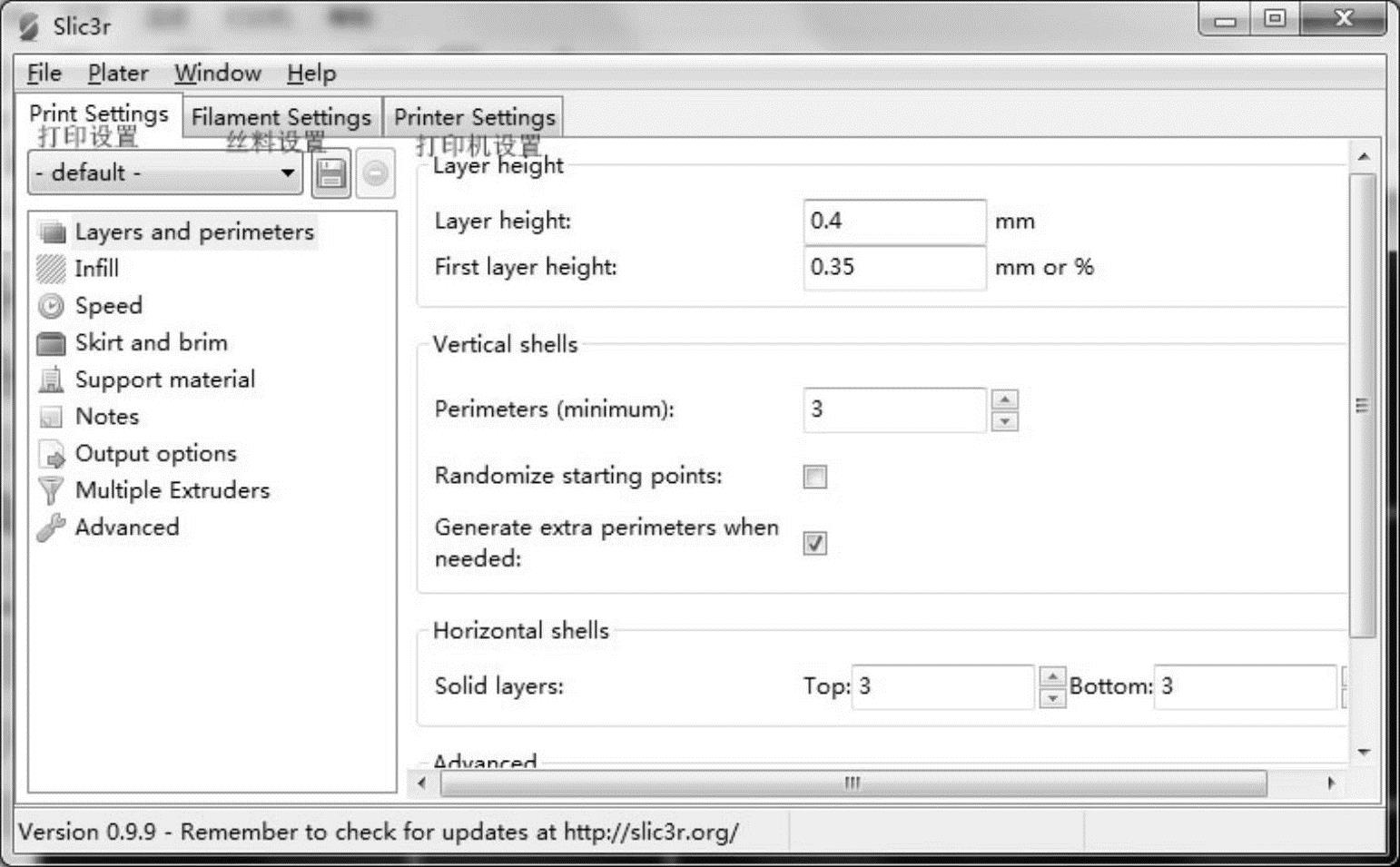
图4-10 Slic3r参数设置
1.Print Settings(打印设置)
(1)设置Layers and perimeters(层和壁厚)如图4-11所示。
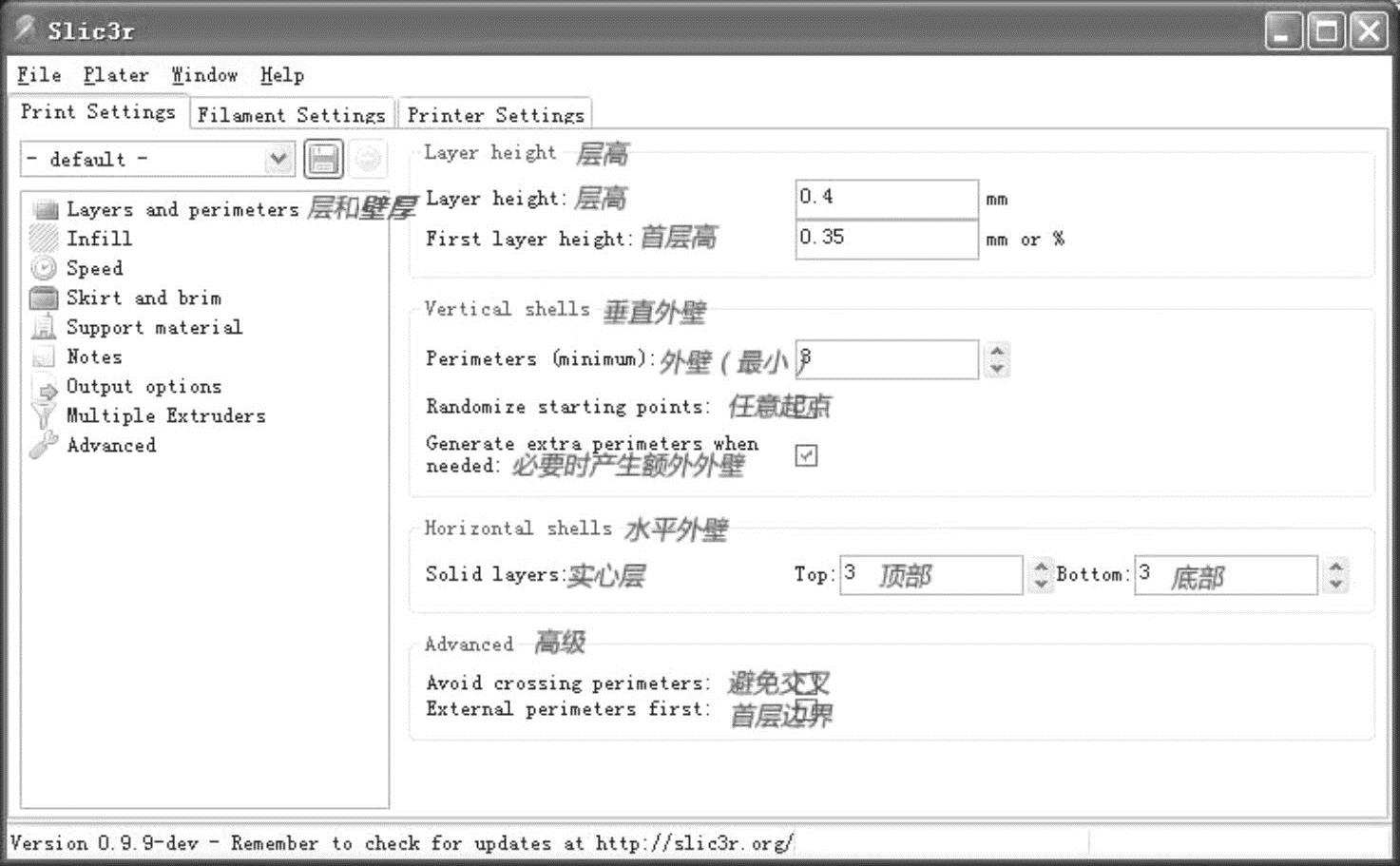
图4-11 Slic3r打印设置
1)层设置主要有Layerheight(层高)、Firstlayerheight(首层高)两项。层高是指打印时每一层的高度,一般按喷头直径大小设置,设置值不超过喷头直径为好,值越大打印的物品越粗糙;反之越小就越精细。首层高小于其他层高,因为首层会被压扁,太高材料会堆积,影响其他层打印。
2)Perimeters(minimum),外壁,指外圈最小厚度,一般不建议少于3。
3)Horizontal shells,水平外壁,指最底部和最顶部的几层,一般打印实心层,这里可以定义顶部和底部的实心层。
4)Advanced,高级选项,其两个选项可按默认值。
(2)设置Infill(填充)如图4-12所示。
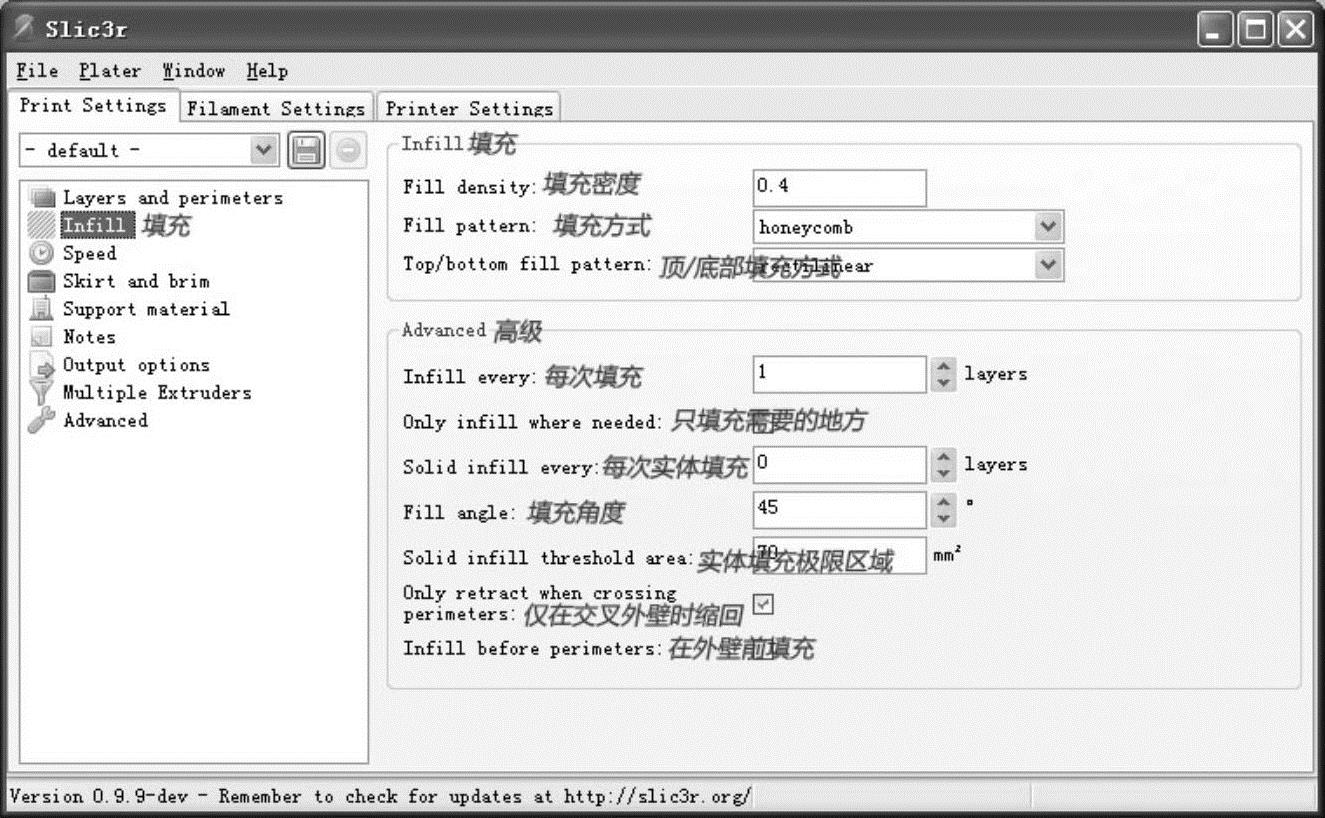
图4-12 Slic3r填充设置
1)填充里面有几个选项,Filldensity(填充密度),指线条密度,Fill pattern(填充方式)、Top/bottom fill pattern(顶/底部填充方式)可以自由选择,对打印成品影响不是很大。
2)Advanced,高级选项里面的单项可按默认设置。
(3)设置Speed(速度)如图4-13、图4-14所示。
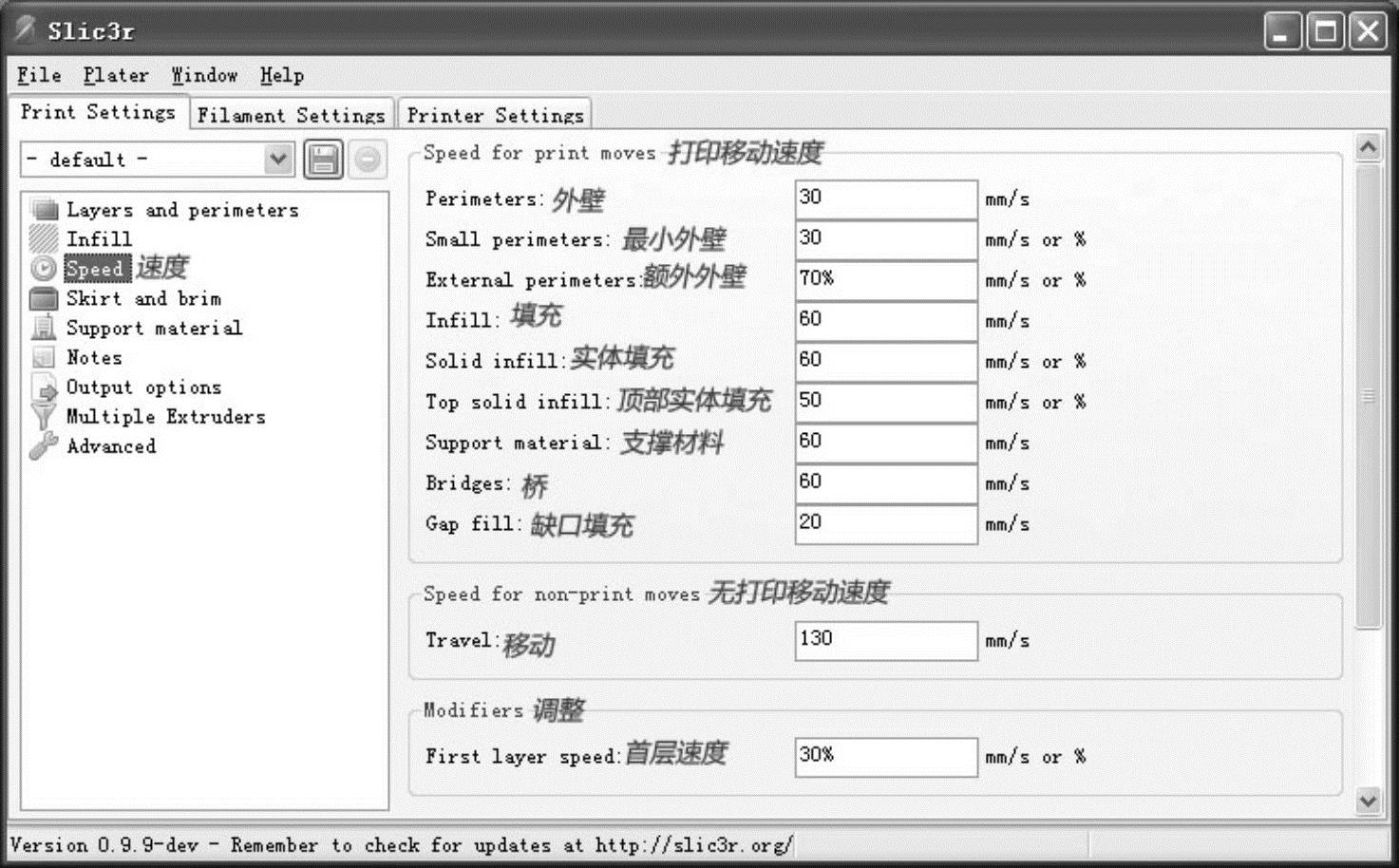
图4-13 Slic3r速度设置1
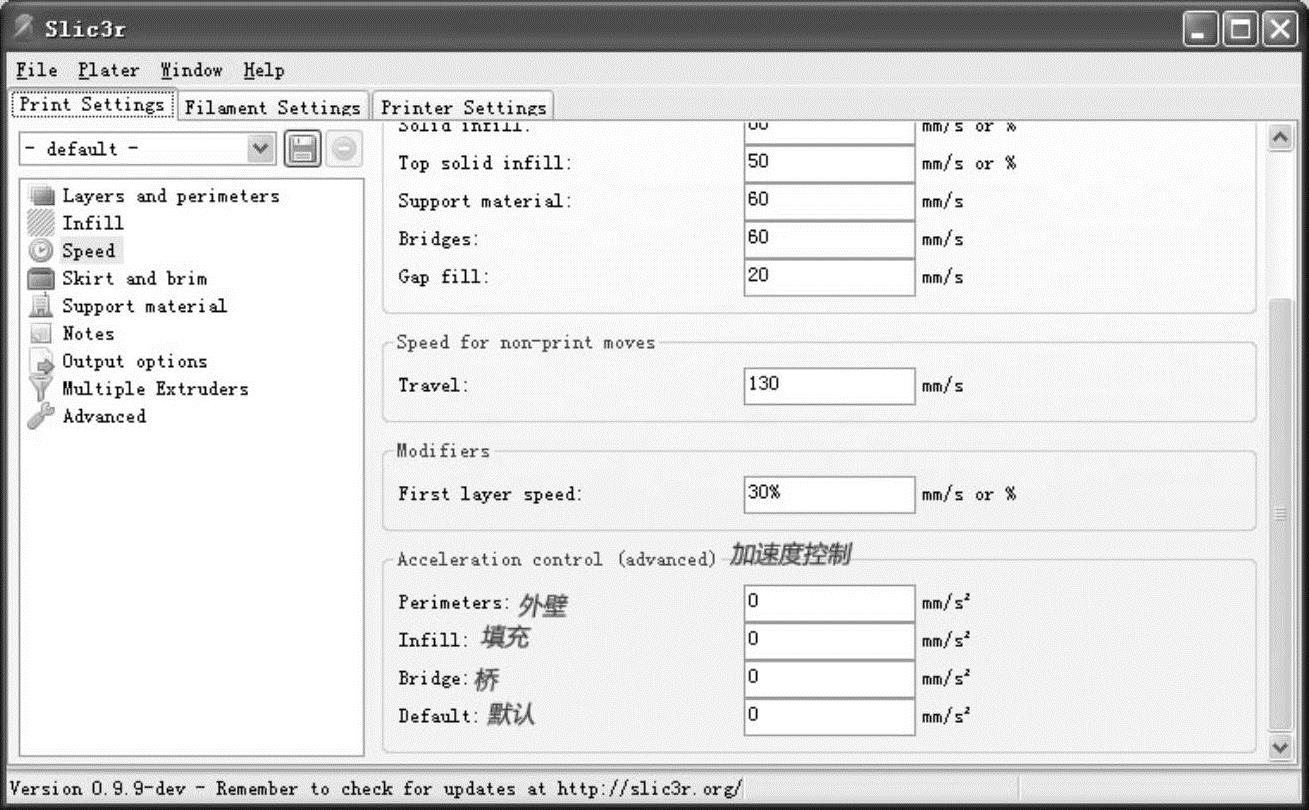
图4-14 Slic3r速度设置2
速度设置项目比较多,但一目了然。其中,Speed for non-print moves(无打印移动速度)就是空移动的速度,First layer speed(首层速度)不能设置得太高,不然打印材料会粘不上加热床。
(4)设置Skirt and brim(边缘和突出边沿)如图4-15所示。
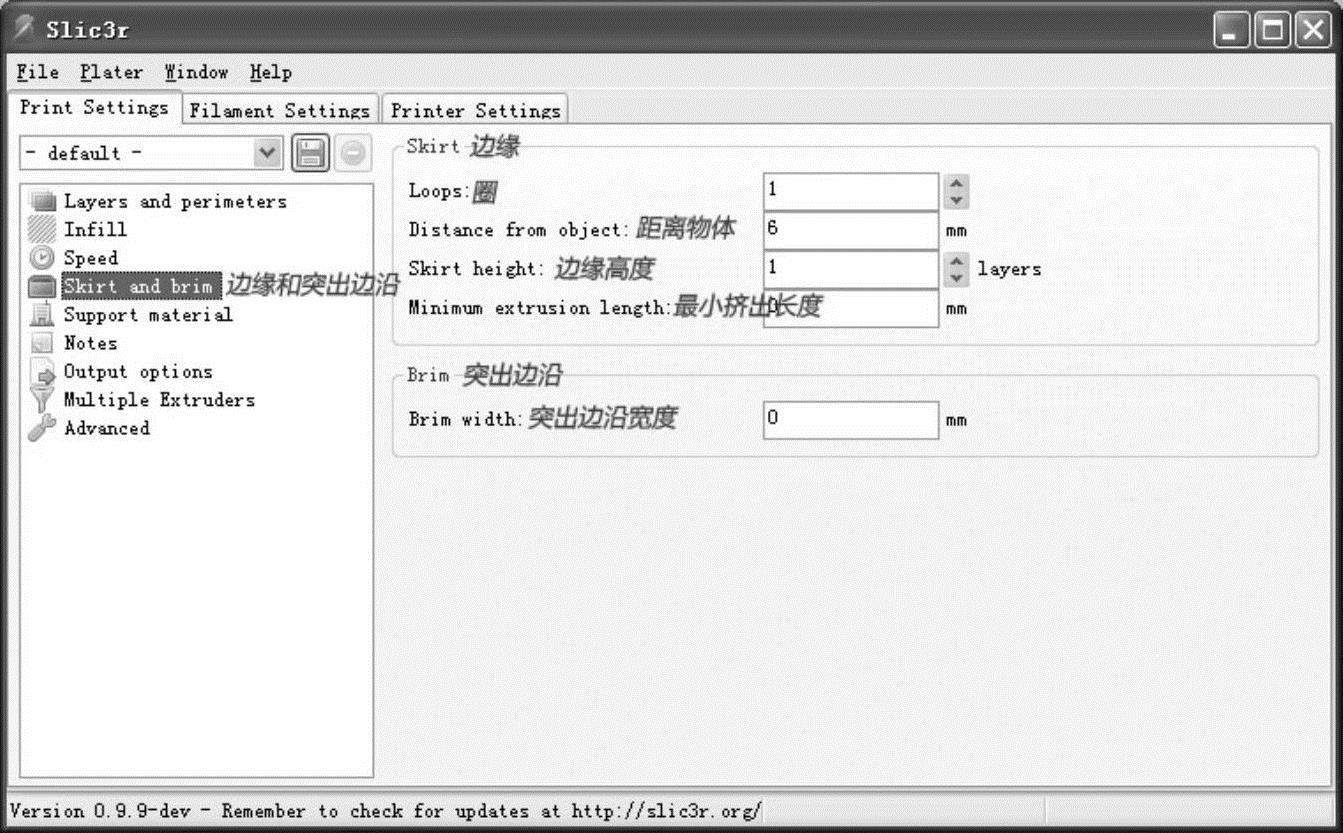
图4-15 Slic3r边缘和突出边沿设置
这个选项是设置最开始喷头的动作,会在打印件的周边打印一周线条,这个设置建议保留,因为打印机喷头开始的时候会有一段空料,刚好打完这一圈的时候出料就基本正常了。
(5)设置Support material(支撑材料)如图4-16所示。
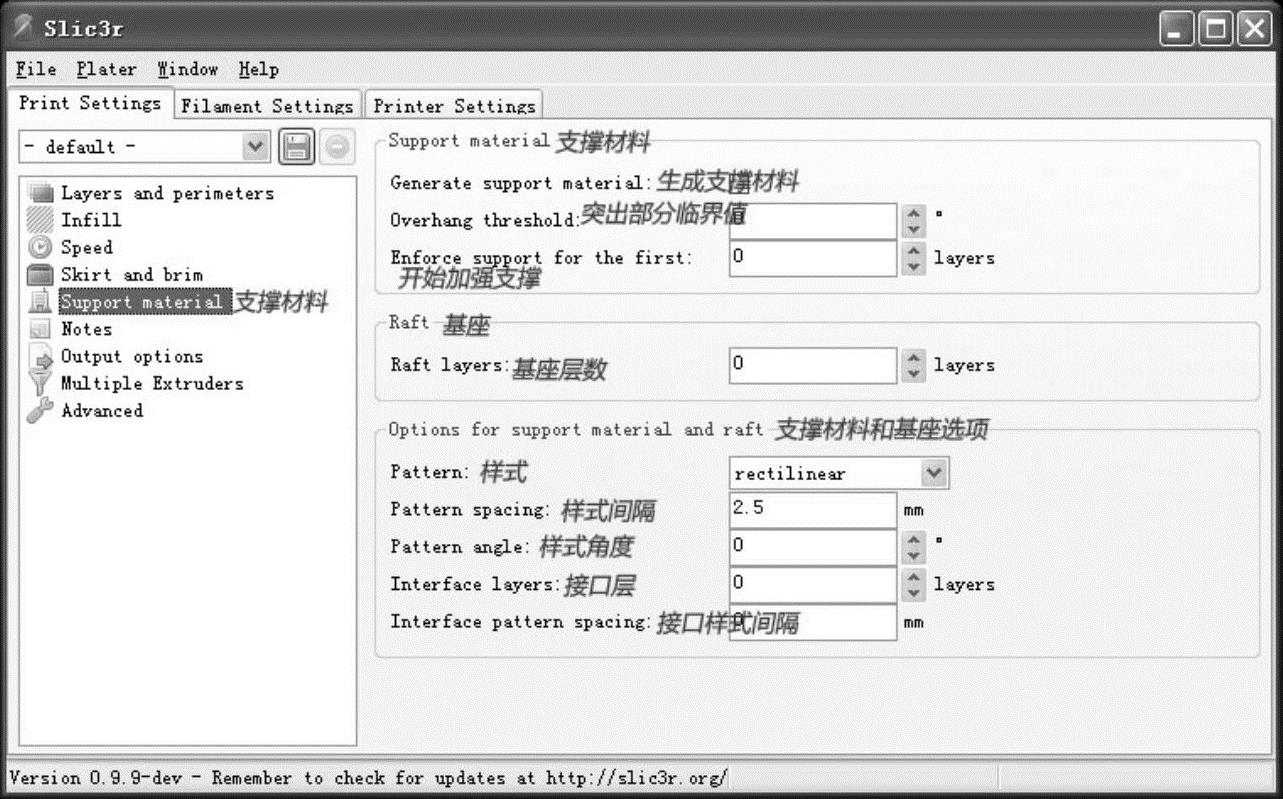
图4-16 Slic3r支撑材料设置
在打印物品时会出现有中空或者桥接的情况,如果桥接距离过长,就需要加入支撑,支撑是额外的,在打印完成后可以去除掉。Raft(基座)就是打印物品的时候最下面的地基,在玻璃加热床上打印时不建议使用。
(6)设置Notes(笔记)如图4-17所示。
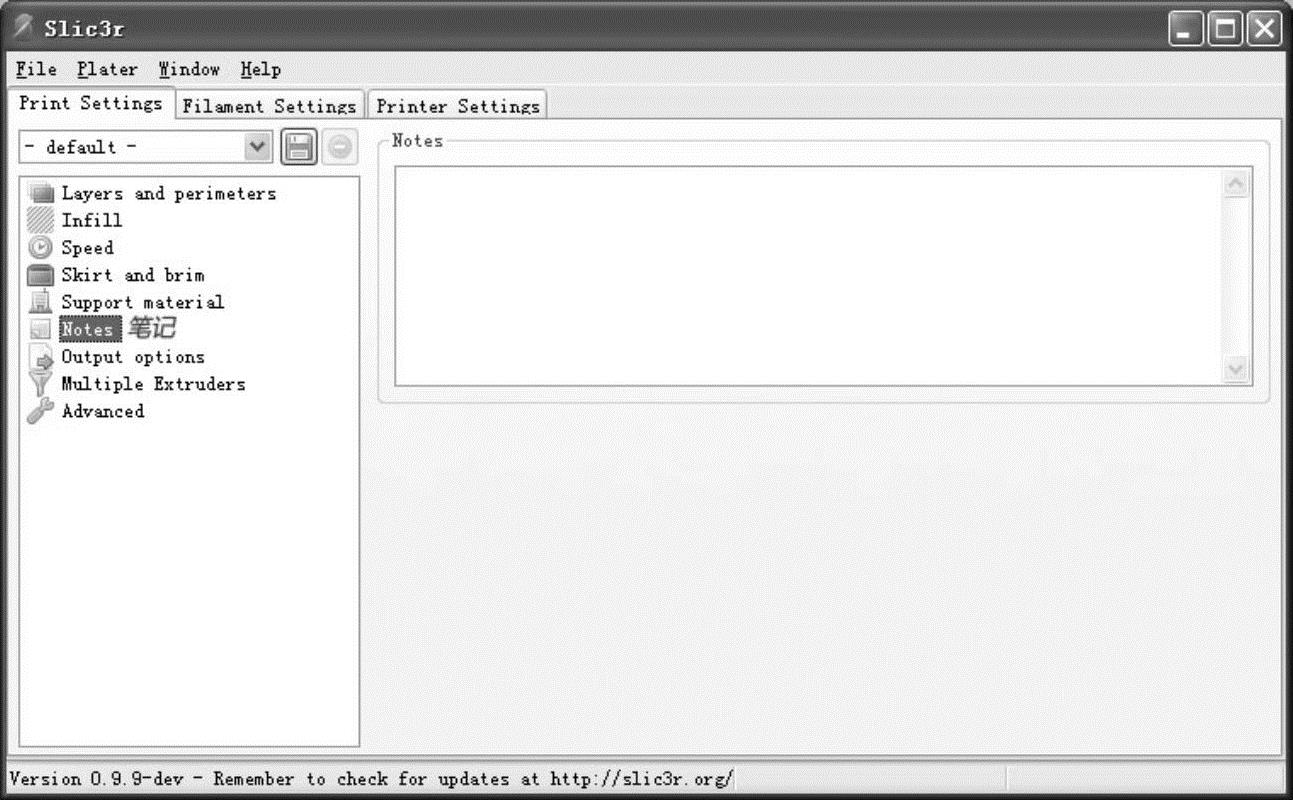
图4-17 Slic3r笔记功能
这个选项可以自己添加想写的东西,就跟笔记本一样。
(7)设置Output Options(输出选项)如图4-18所示。
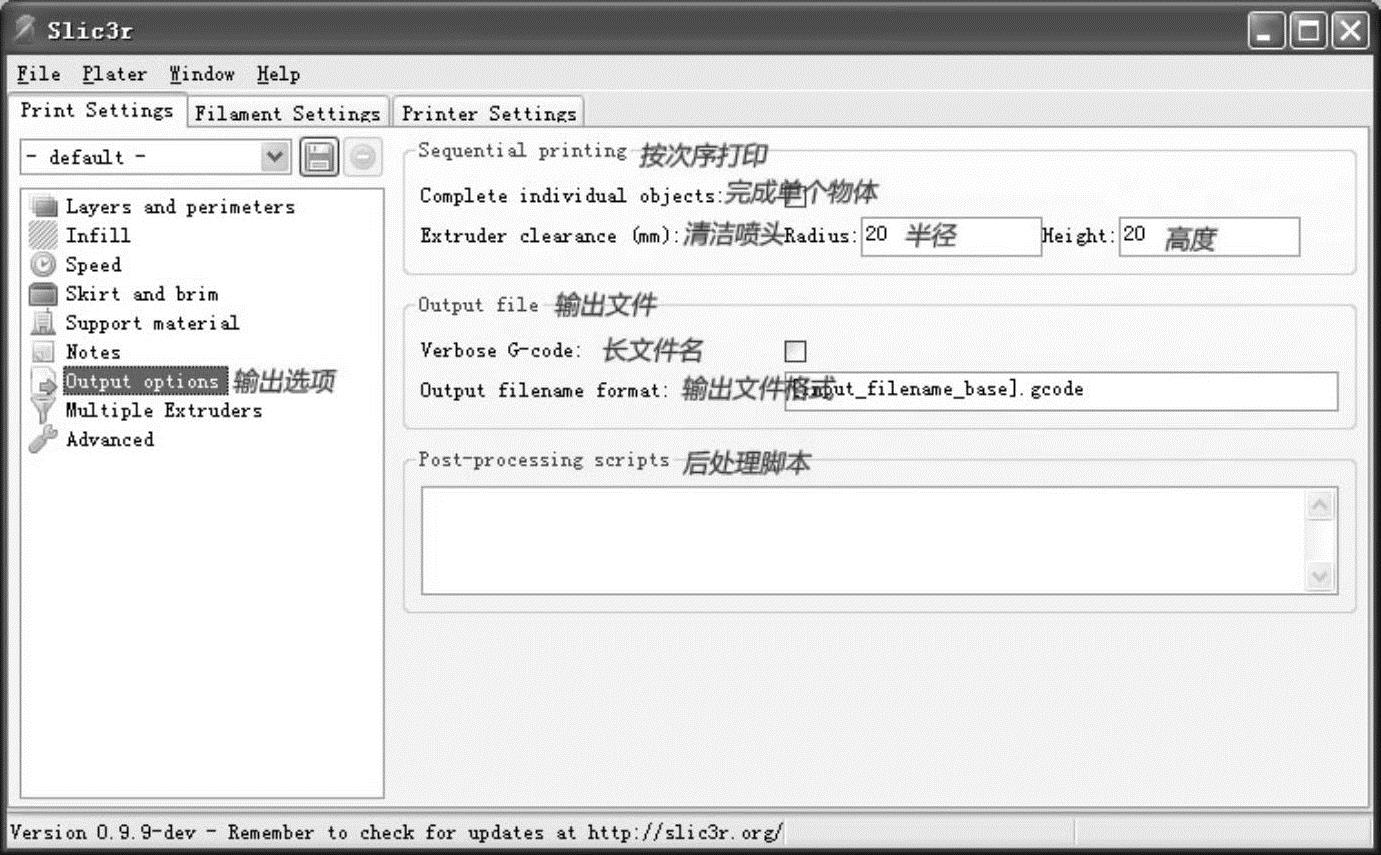
图4-18 输出选项设置
这个选项包括Sequential printing(按次序打印)和Output file(输出文件)等,按默认即可。(https://www.xing528.com)
(8)设置Multiple Extruders(多挤出头)如图4-19所示。
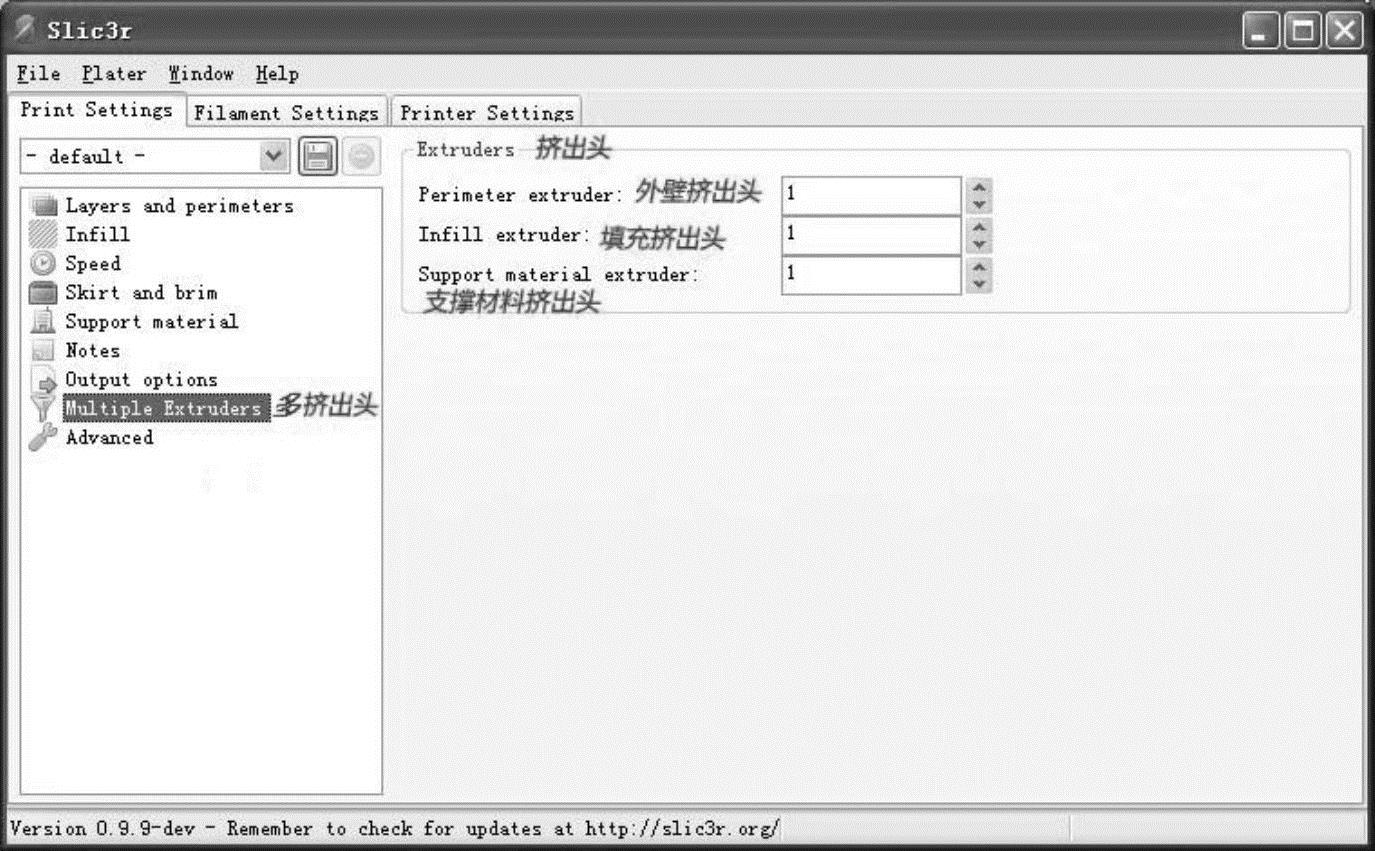
图4-19 多挤出头设置
这个选项在机器具有多挤出头的时候才需要设置,一个挤出头的时候不需设置。
(9)设置Advanced(高级)选项如图4-20所示。
在高级选项里面,Print Settings选项卡里面的参数不建议更改。
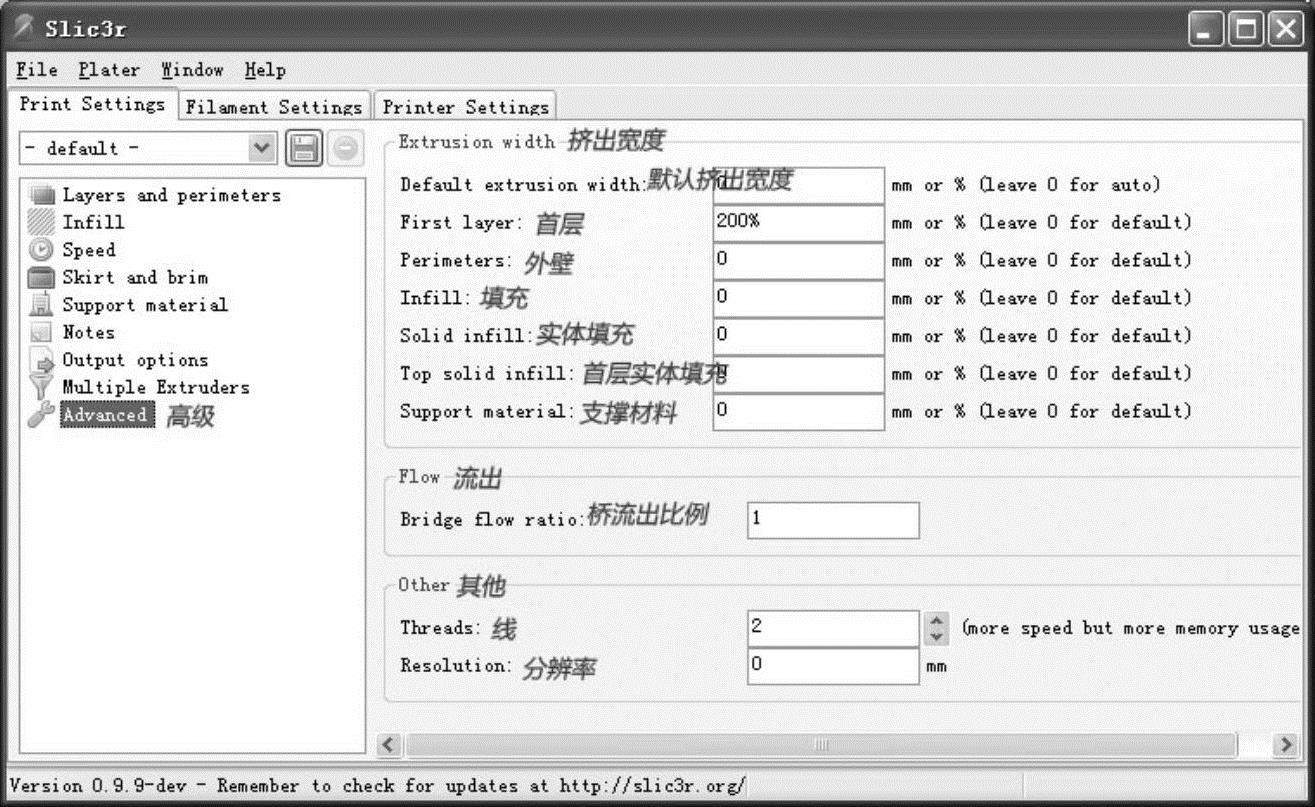
图4-20 高级选项的Print Settings选项卡
2.Filament Settings(耗材丝料设置)
(1)设置Filament(丝料)如图4-21所示。
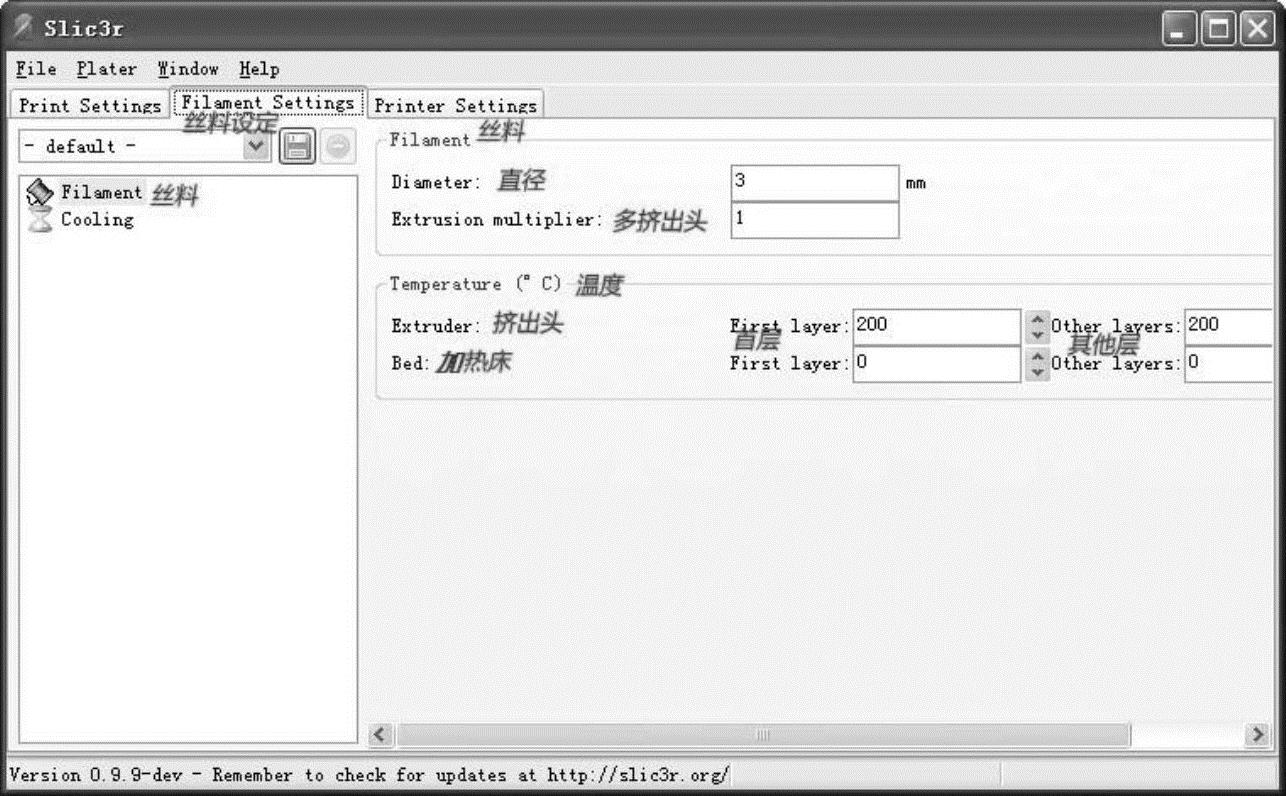
图4-21 耗材丝料设置
1)Filament,丝料设置,直径按照材料直径设置,一般是3mm和1.75mm。
2)Temperature,温度设定,此设定比较重要,材料有两种,一种是ABS,另一种是PLA。ABS的温度设置值是:Extruder(挤出头)为230℃,Bed(加热床)为110℃。PLA的设置值是:Extruder(挤出头)为185℃,Bed(加热床)为55℃。如果在这个位置设置的值导出的是G代码文件打印,那设备就一定会加热到设定的温度才会打印。
(2)设置Cooling(冷却)如图4-22所示。
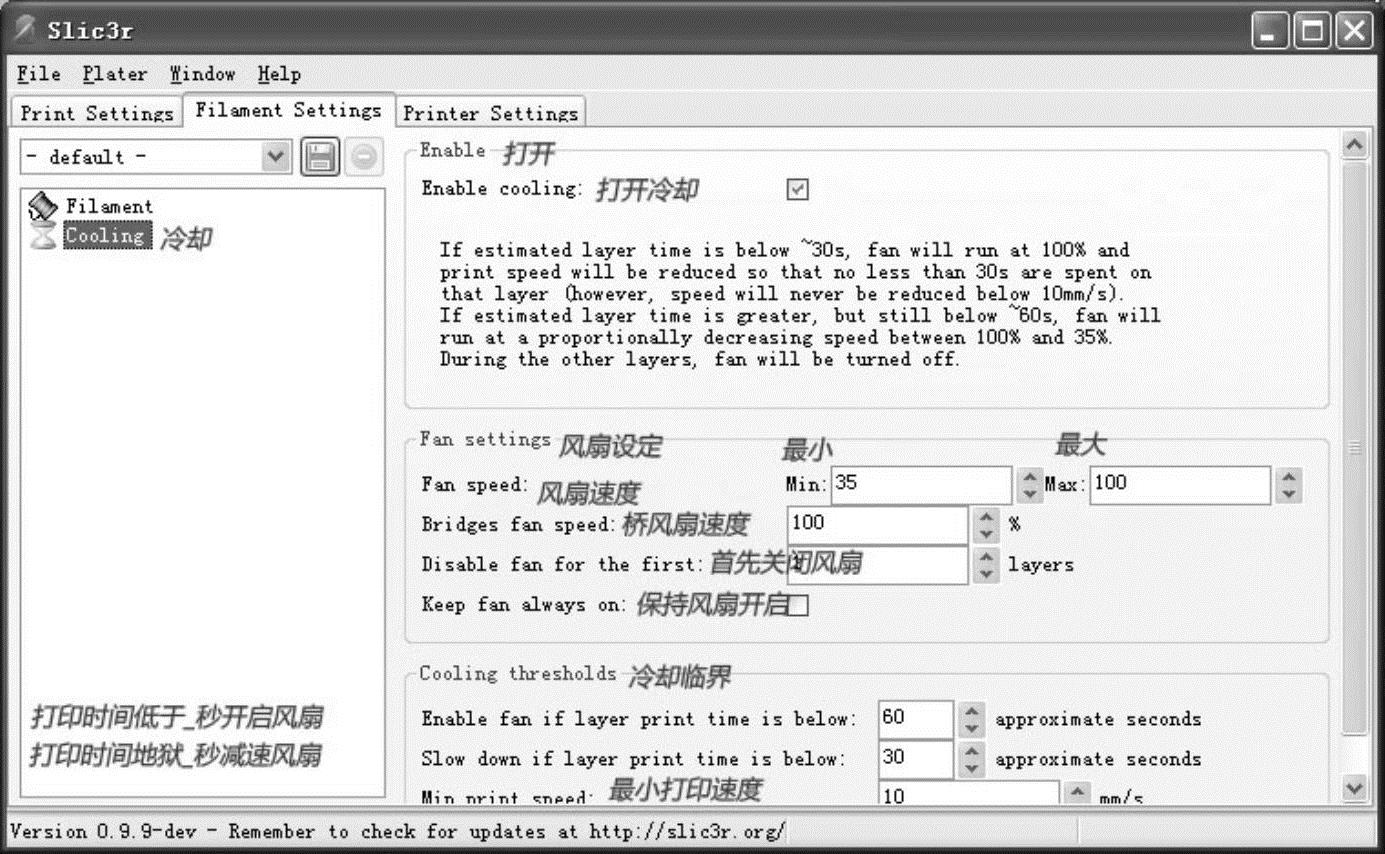
图4-22 冷却选项设置
冷却选项主要在打印小的桥接,或者是模型需要形成孔洞的地方才需要打开,不然打印大件的时候会翘曲。
3.Printer Settings(打印机设置)
(1)设置General(普通)如图4-23所示。
1)Size and coordinates,尺寸和坐标,按实际尺寸设置就可以了。
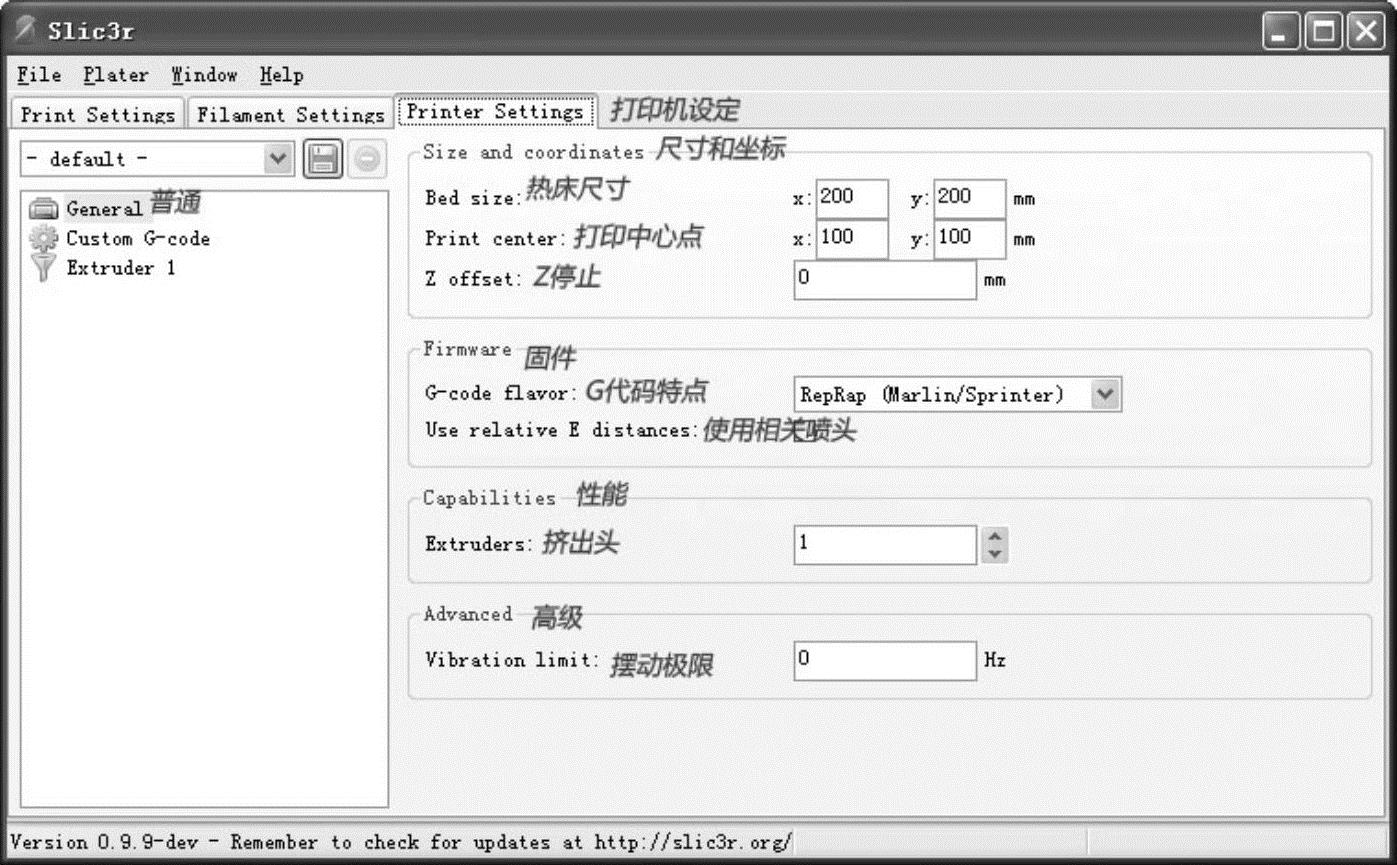
图4-23 打印机设置
2)Firmware(固件)、G-code flavor(G代码特点)按现有机型,不要更改。
3)Capabilities(性能)和Advanced(高级)设置按默认。
(2)设置Custom G-code(自定义G代码)如图4-24所示。
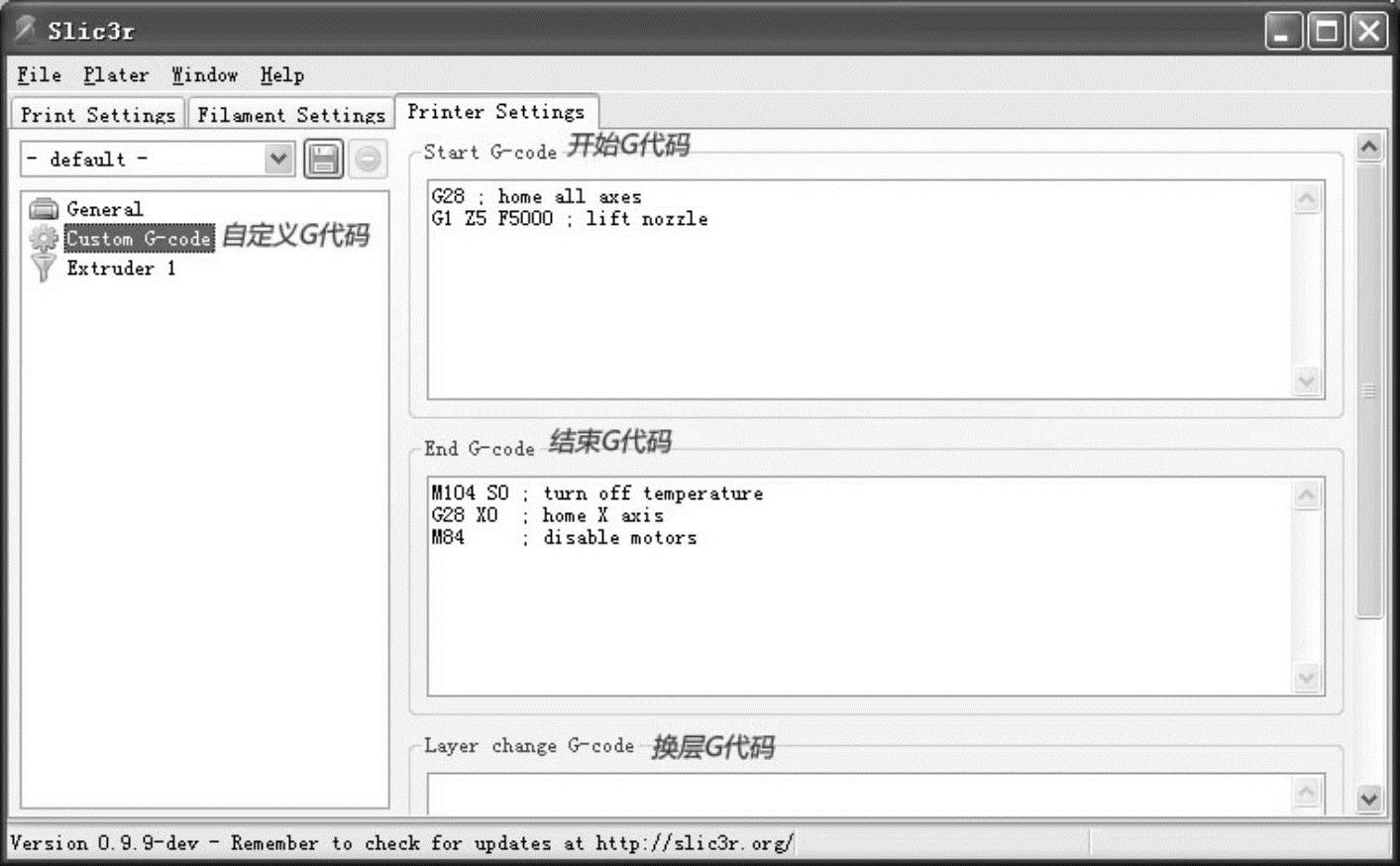
图4-24 G代码设置
这里主要设置G代码文件的开头和结束、换层。
(3)设置Extruder(挤出头)如图4-25所示。
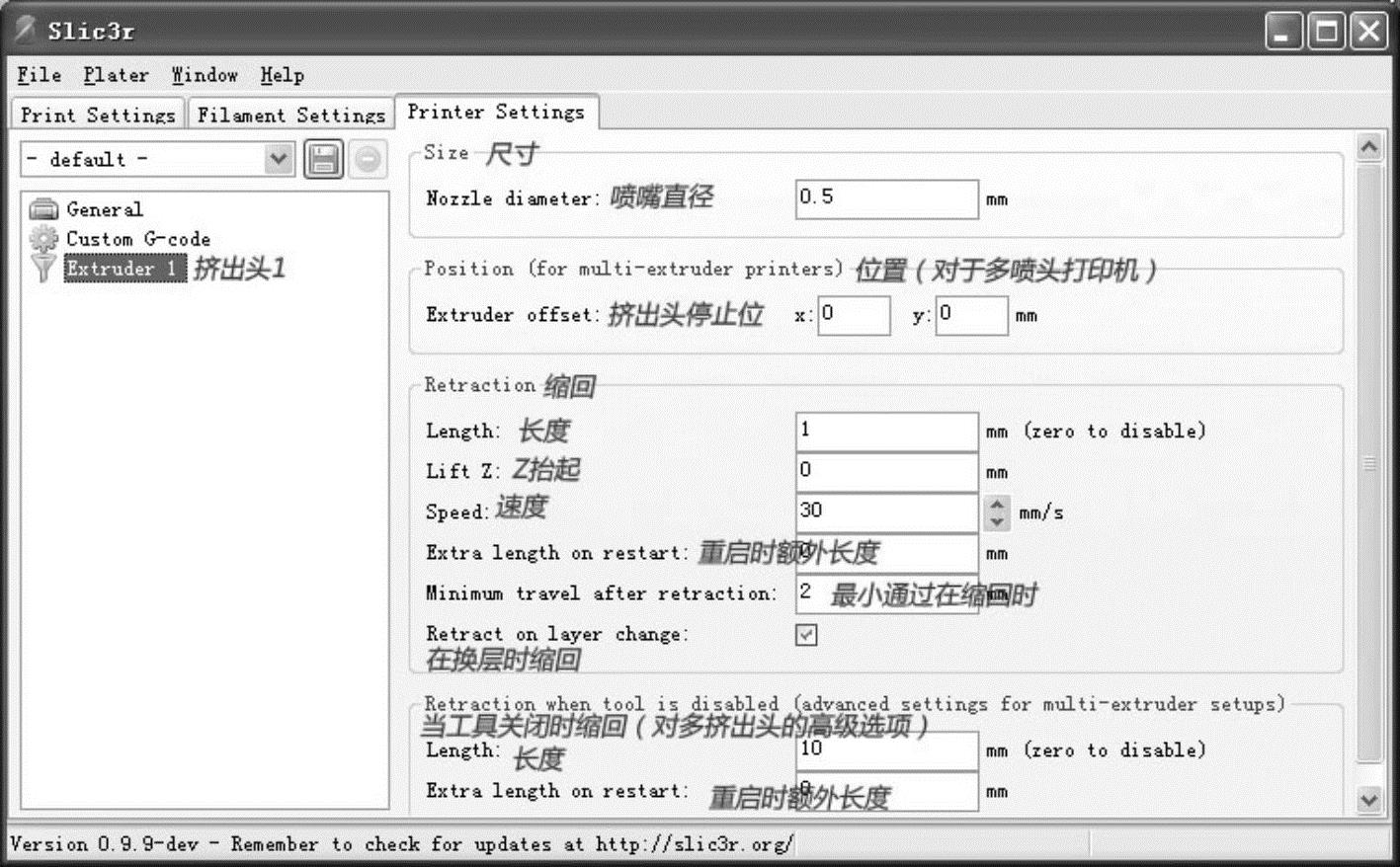
图4-25 挤出头设置
因为我们只要一个挤出头,所以就只有一个设置。
1)Size,尺寸,按实际情况填写。
2)Position,位置,打完以后的停止位置,可以自定义,不要超过打印范围。
3)Retraction,缩回,在每打印一条线条以后挤出头会有一个缩回动作,可以在这里设置,建议按默认。
4)Advanced,高级选项主要针对多挤出头,单头不用设置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。