



Pronterface是一款可视化的3D打印机控制软件包(包括Printer Interface和自动化命令行软件),支持使用命令行代码的形式控制打印机,采用Slic3r作为默认Slicer,因此推荐使用Pronterface控制面板来连接打印机、移动轴、设置和监控温度以及对模型分层。图4-3为Pronterface软件包中可视化软件界面。
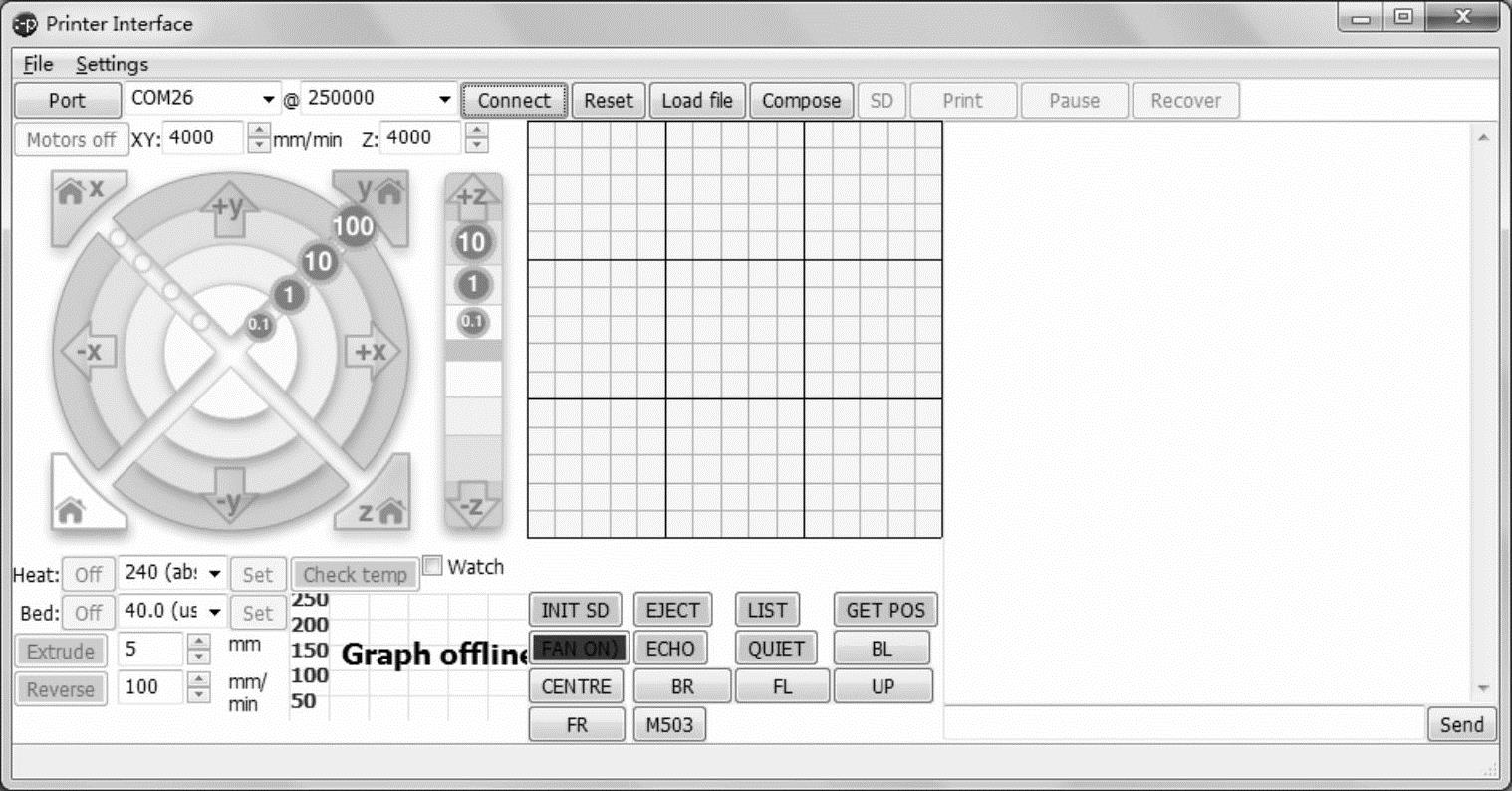
图4-3 Pronterface软件包中可视化软件界面
1.端口
选择打印机对应的端口(Port)(在“我的电脑”上单击右键,选择“管理”-“设备管理器”,在USB虚拟化中查看相应的端口),选择正确的波特率(选择前面固件中设置的波特率)。
2.X、Y、Z轴手动移动速度
X、Y轴手动移动速度应设置在1000~5000,如果是Prusa3D打印机,Z轴手动移动速度设置在100~300;如果是Kossel等类型3D打印机,Z轴手动移动速度设置在1000~5000。“Motorsoff”按钮为关闭所有步进电动机。
3.打印机手动控制
通过方向指示控制3D打印机X、Y轴的前进和后退,Z轴的上升和下降。
4.设置温度
“Heat”为挤出头的温度,“Bed”为加热床温度,“Set”按钮加热到设置的温度,“Off”按钮关闭加热。(https://www.xing528.com)
5.设置挤出、回退
“Extrude”“Reverse”按钮分别为打印丝挤出、回退,注意一定要在挤出头加热时进行操作。“mm”文本框中设定挤出或者回退的距离,“mm/min”文本框中设定挤出或者回退的速度。
6.温度显示
“T”为挤出头实时温度/目标温度,“B”为加热床实时温度/目标温度。
7.其他手动功能
常用的是“INITSD”初始化SD卡,“FANON”打开关闭风扇,“GETPOS”获取当前打印头位置。
8.功能菜单
“Reset”按钮重启打印机(如果载入了stl文件会自动重新生成G代码),“Loadfile”载入文件,“Compose”预打印(可以调整打印件的打印位置),“SD”可以选择SD卡中的文件进行打印,“Print”“Pause”“Resume”“Restart”四个按钮分别控制打印机开始打印、暂停打印、恢复打印和重新打印。
9.命令控制台
命令控制台可以发送命令直接控制3D打印机。例如,在控制台输入“M119”命令,控制台会返回X、Y、Z限位开关触发的状态;控制台输入“G28”命令,打印头会移动到起始位置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。