



1.近端挤出机
早期Maker Bot 3D打印机最常用的是近端挤出机,并有大量的改造版本,原理大都为轴承和挤出齿之间通过弹簧弹力夹紧打印耗材丝。3D打印机只打印一种材料时,使用近端挤出机最为合适、高效。
韦德挤出机(Wade’sGeared Extruder)在爱好者间最为流行,其显著优点是价格实惠(不需要使用昂贵的齿轮件)、组装简便、挤出速度快、PTFE管方便固定、不需要大转矩电动机。图3-18为本书组装实例Prusa i3采用的近端挤出机。
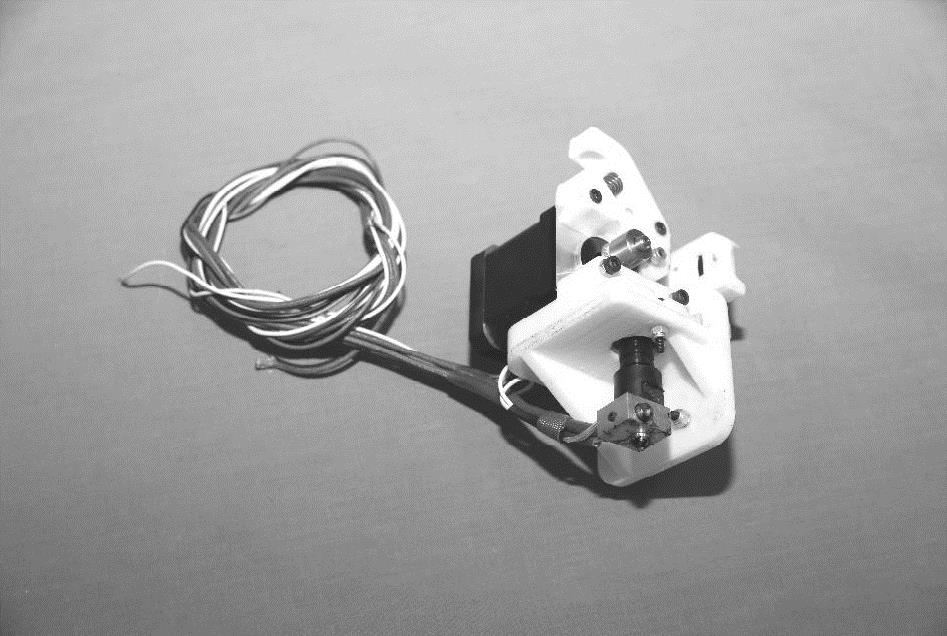
图3-18 本书组装实例Prusa i3采用的近端挤出机
2.远端挤出机
Bowden挤出机在三角洲(三臂并联)机器中普遍使用,它使用减速步进电动机直接驱动挤出齿轮,远程送料送丝,电动机靠近料盘,所以送丝会更流畅一些;它的结构减轻了打印头的质量,所以打印头运动更平稳,速度也更快。图3-19为本书组装实例KosselMini采用的远端挤出机。
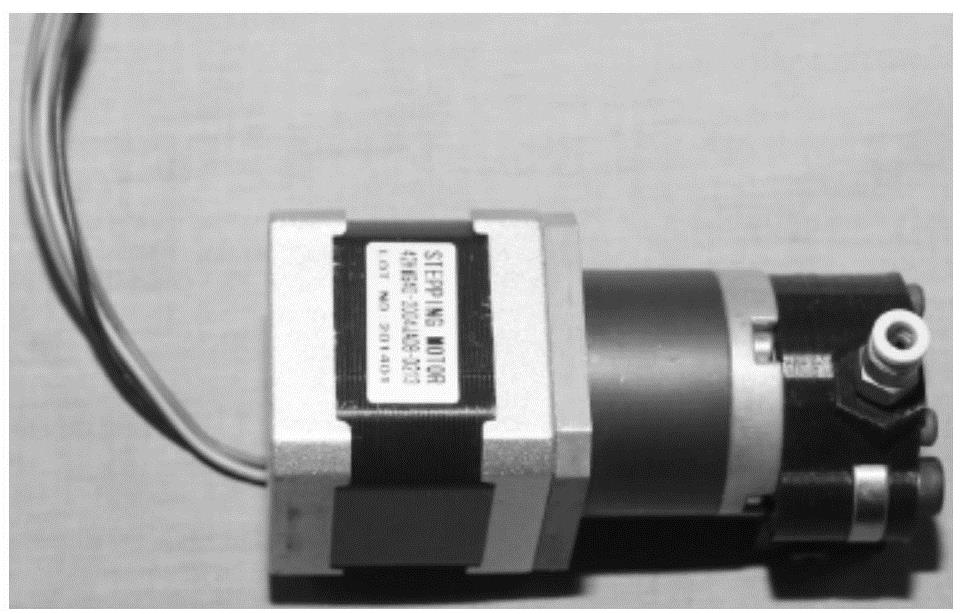
图3-19 本书组装实例KosselMini采用的远端挤出机
3.热熔挤出头
3D打印机中热熔挤出头是重要部件之一,使用最广泛的一种是分体挤出头,另一种是一体化挤出头。还有一种E3D挤出头在3D打印机DIY爱好者中非常流行。(https://www.xing528.com)
MakerBot所使用的热熔挤出头就是分体挤出头,挤出头最前端可更换不同尺寸的(直径为0.3mm、0.4mm、0.5mm)打印喷嘴。
一体化挤出头最常见的是J-Head挤出头,其设计合理,安装简便,可靠性高。J-Head挤出头(图3-20)在爱好者中使用最为广泛,包括网络出售的个人制作的3D打印机或者一些3D打印机生产商都使用此种型号的挤出头或者其改进版本。J-Head挤出头大体分为3部分,最底端为铝制喷嘴、连接部件(材料为PEEK),内部为PTFE管(贯穿喷嘴和连接部件)。其中,连接部件通常加工成孔状,更利于散热。PEEK可以耐温至340℃,并拥有高强度的力学性能,隔热性能优异。选购时,注意选择纯黑色的PEEK(PEEK中添加墨纤材料)而不是灰黑色的PEEK。纯黑色的PEEK耐温更高,隔热和力学性能更好。铝制喷嘴可以选择喷嘴直径为0.3mm、0.4mm、0.5mm,如果3D打印机需要高精度打印可选择小直径喷嘴;如果不追求精度,只要求高速打印,可选择大直径喷嘴;如果兼顾打印速度和打印质量,则需要折中选择。PTFE管贯通设计可防止打印材料泄漏,挤出和回退材料更显著。需要注意的是,底端喷嘴内部大多加工成锥形结构,使用PTFE管时底端也需要切削成锥形,使其彼此匹配。本书中Prusai3和Kossel mini 3D打印机均采用了图3-20所示一体化挤出头。Ultimaker2采用图3-21所示挤出头。
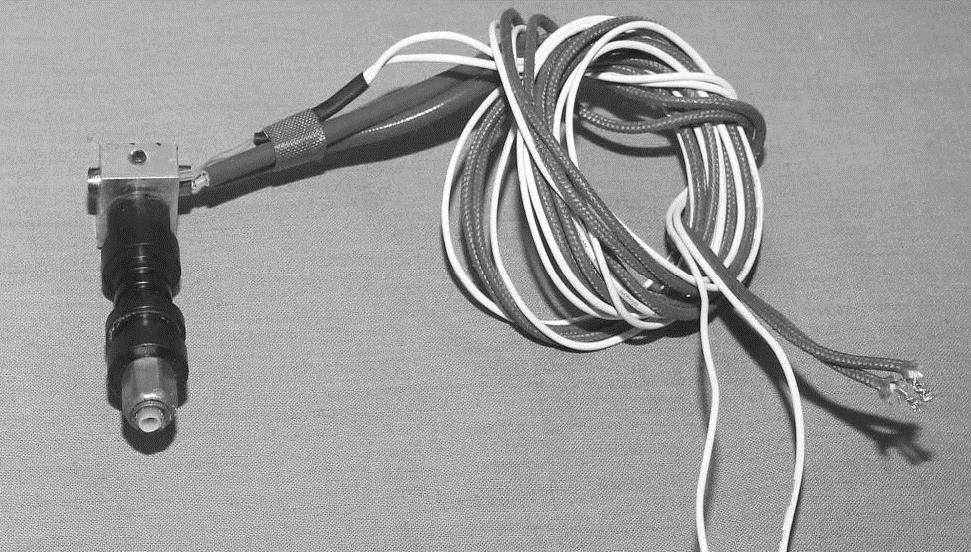
图3-20 J-Head挤出头
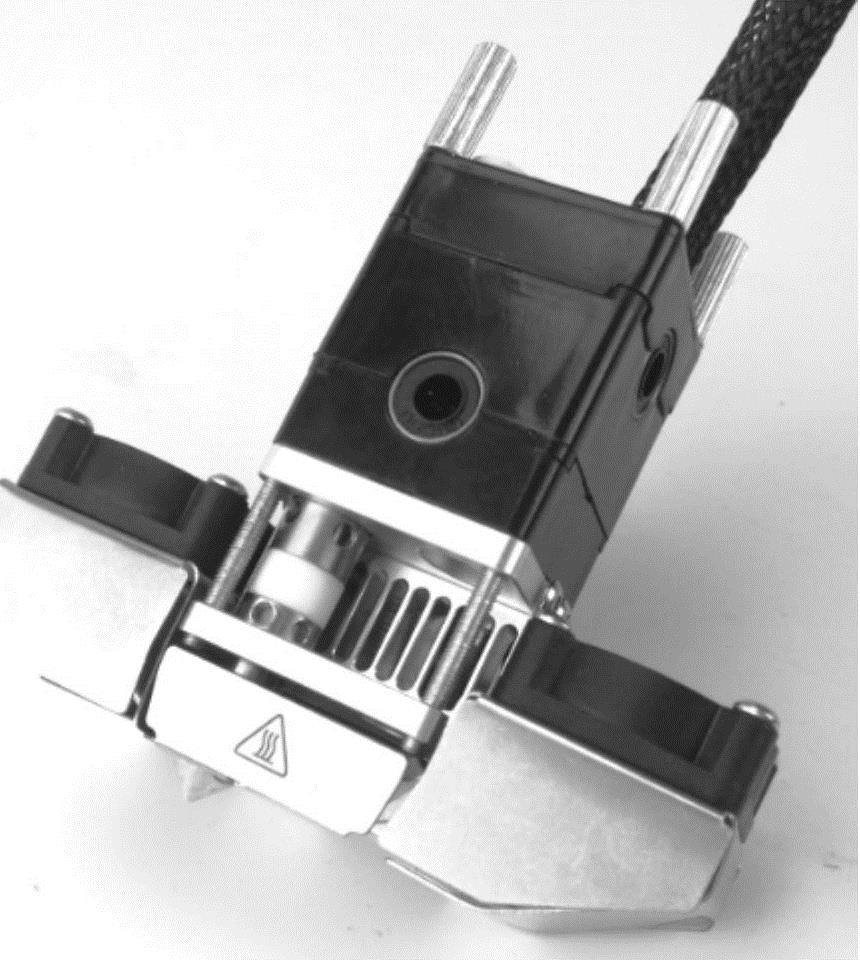
图3-21 Ultimaker2挤出头
E3D挤出头从第一代E3DV1到E3DV6设计上不断改进和革新,充分利用挤出丝材料的特性,最优化的温度控制,并不断扩大挤出头内部空间,同时间挤出量得到最大的提高,在保证打印质量的前提下,最大限度地提高打印喷头的出丝速度。此挤出头加工简单,全部使用铝合金材料,散热性能更好,价格相对低廉,性能优异,使用广泛。图3-22为E3DV6挤出头。
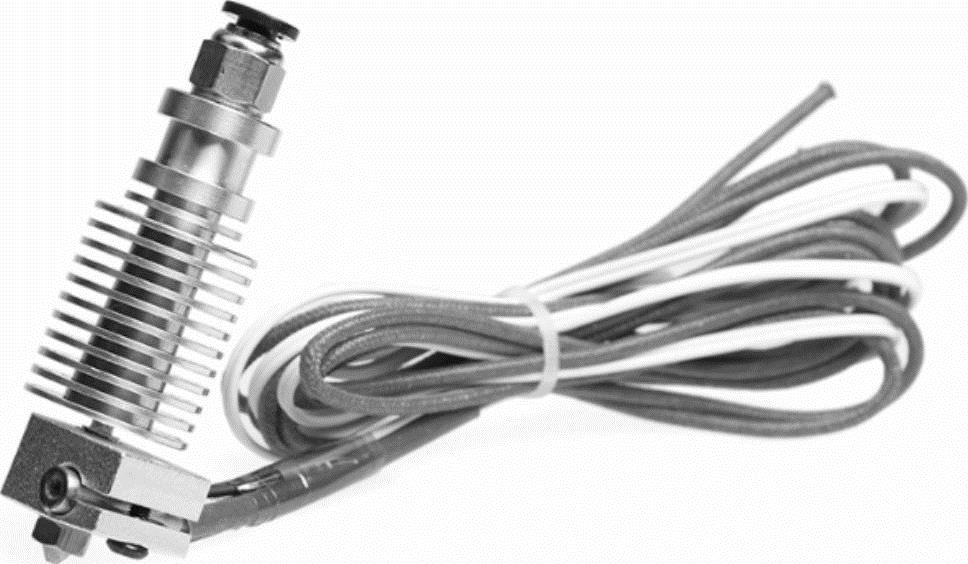
图3-22 E3DV6挤出头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。