



下面介绍流动分析软件在热流道浇注系统的设计的应用,继续讨论注射点的数目和位置,讲评热流道浇注系统的两个实例。
1.成对盖盒的热喷嘴与冷流道浇注
图9-44所示的成对盖盒,用ABS充填10%玻璃纤维塑料注射成型。对配的长箱体的塑件壁厚为2~6mm,主壳体厚为4mm,长达980mm,宽84mm,高52mm。要充填的塑料型腔体积为1081cm3,并列两塑件的间距为120mm,浇注系统置于其间。成对注塑件置于同一模具成型,注射工艺和成型收缩率有较好的一致性。
这两个注塑件的结构和注射量的差异较大,在同一模具中流动平衡充模很难实现。在下述的两个工程方案之前已经否定了三个方案,这里的修正方案也有进一步优化的必要。Moldflow流动分析只是热流道浇注系统的辅助工具,具有数值分析的图形和动画模拟功能,尚不具有智能化的自动优化。热流道系统设计师必须具有流变学的注射模塑分析能力。
(1)前期方案 在用热流道和冷流道组合注射如图9-44所示的成对盖盒时,注射点在盒箱的侧壁。流道板上热流道2的总长为580mm,其流道直径为16mm。为消除三个注射点的两条熔合缝,左、右两针阀式喷嘴需延时开启。中央的开放式分喷嘴3的喷嘴流道直径为16mm,浇口直径为3.6mm。两个针阀式喷嘴5和7的流道直径为12mm,阀针直径为5mm,浇口直径为4mm。三个喷嘴高度均为112mm。
在260℃下的流动分析表明,用六个针点式浇口注塑成型两个盒箱,在注射压力为93MPa时才有良好的充模流动状态。投影面积为1390cm2,需锁模力8300kN。制件与冷流道共充填熔料1068g,保压后为1129g。由于具有冷流道和点浇口,故需要的注射和保压压力过高,保压时间过长。
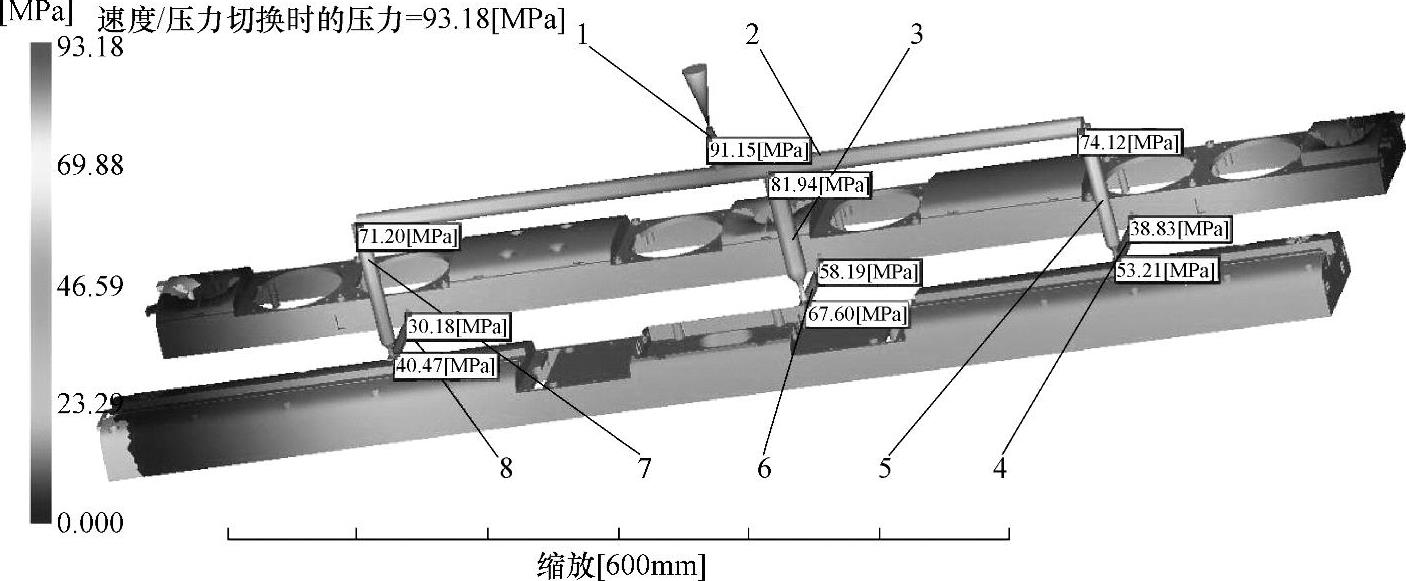
图9-44 成对盖盒浇注系统前期方案的压力
1—主流道喷嘴 2—流道板中热流道 3—中央的开放式分喷嘴 4—右侧冷流道和潜伏浇口 5—右侧针阀式喷嘴 6—中央的冷流道和潜伏浇口 7—左侧针阀式喷嘴 8—左侧冷流道和潜伏浇口
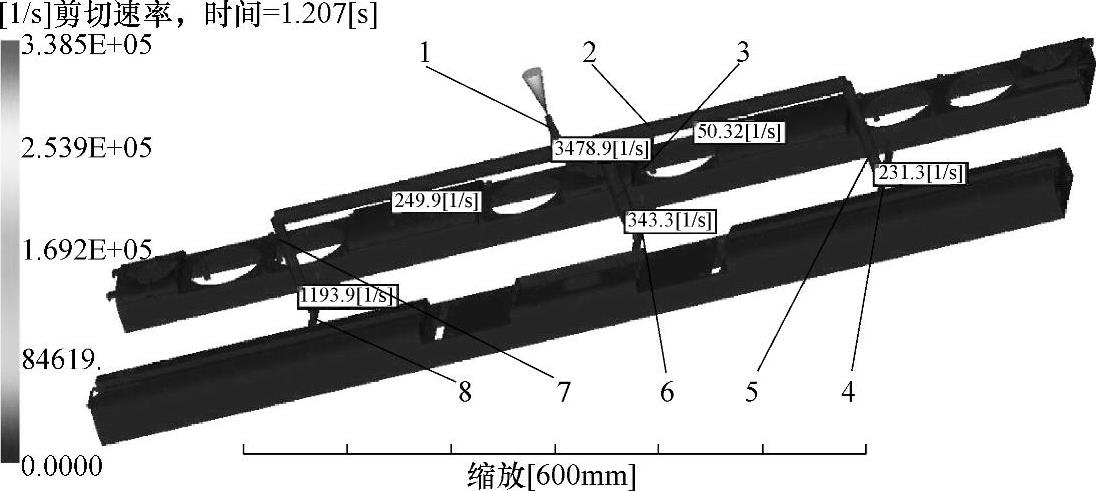
图9-45 成对盖盒浇注系统前期方案的剪切速率
1—主流道喷嘴 2—流道板中热流道 3—中央的开放式喷嘴 4—右侧冷流道和潜伏浇口 5—右侧针阀式喷嘴 6—中央的冷流道和潜伏浇口 7—左侧针阀式喷嘴 8—左侧冷流道和潜伏浇口
(2)修正方案 查询图9-44所示的注射保压切换时的压力状态。从主流道到冷浇口,左侧通道的压力损失为60MPa,而右侧通道的压力降为52MPa。查询图9-45所示的剪切速率的分布。左侧通道的剪切速率是右侧通道的5倍。按照三个通道的体积流率比例,有必要放大左侧通道,也可去除一个潜伏浇口。图9-46所示的修正方案的浇注系统降低了压力损失13MPa。修正的热流道、针阀式喷嘴、冷流道和浇口见表9-3。左、右针阀式喷嘴是不同的个性化设计。
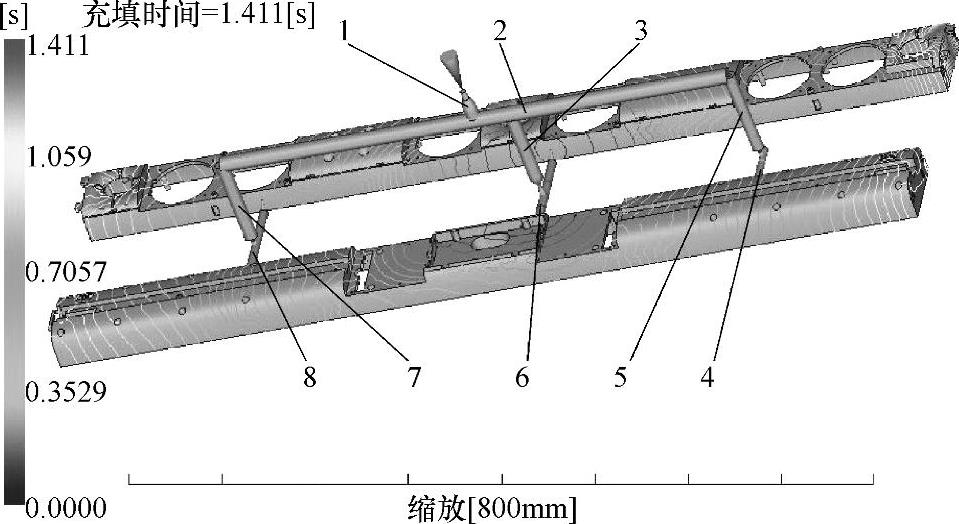
图9-46 成对盖盒浇注系统修正方案的充填等时线
1—主流道喷嘴 2—流道板中热流道 3—中央的开放式喷嘴 4—右侧冷流道和潜伏浇口 5—右侧针阀式喷嘴 6—中央的冷流道和潜伏浇口 7—左侧针阀式喷嘴 8—左侧冷流道和潜伏浇口
表9-3 注射成对盖盒的热流道系统方案

如果修正方案的中央的开放式喷嘴再左移一段距离,则图9-46所示的充填等时线会有更好的改善。用潜伏式点浇口,盒箱的侧壁面光滑,有较小且稳定的浇口痕迹。注射模要能剪断浇口凝料,并有脱卸冷流道凝料的机构。改用矩形侧浇口,注射压力可降低且保压补缩容易。此热流道系统的注射压力还可降低。
2.轿车前保险杠的热流道浇注
轿车前保险杠用PP+EPDM+20%滑石粉浇注成型,其热流道和针阀式喷嘴如图9-47所示。熔体温度为210℃,模具温度为50℃。这类大型注塑件的流动分析报告应有两个方案对比。
(1)报告项目和要求。
1)填充等时线(见图9-48),要求间隔均匀,浇注平衡。
2)速率压力切换时的压力分布,要求切换压力适中。(https://www.xing528.com)
3)最大注射压力(见图9-49),70~80MPa较高,60~70MPa适中。
4)流动前沿温度,要求接近熔体温度,高于最低熔融温度。
5)最大锁模力(见图9-50)。在某时刻锁模力小于注射机提供的锁紧夹紧力。
6)气囊。标明气囊位置,告和注射模设计师在该位置采取排气措施。
7)熔合缝,要求外观面基本没有熔合痕。标明熔合缝的温度和接触角,评估熔合质量。
8)顶出时的体积收缩率,要求各位置体积收缩率均匀。
9)缩痕指数,要求主要表面没有缩痕,百分指数趋于零。
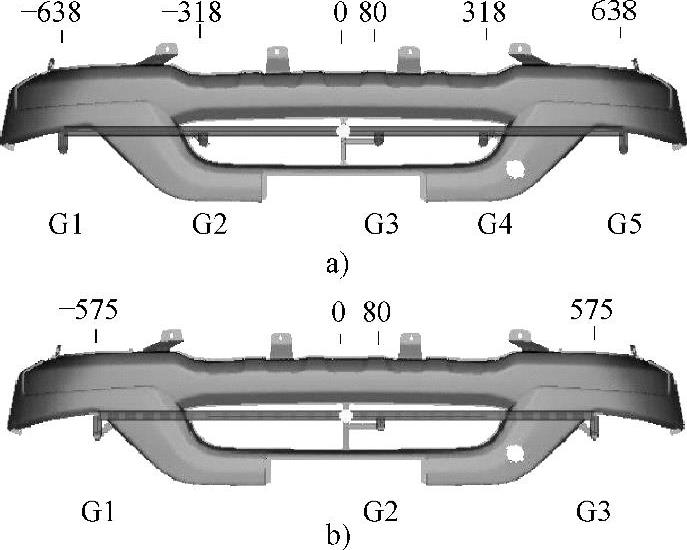
图9-47 浇注轿车前保险杠的热流道和针阀式喷嘴
a)五喷嘴 b)三喷嘴
注:数据是毫米坐标。G—针阀式喷嘴
10)翘曲变形,揭示和比较四种“综合”、x、y和z方向变形量。
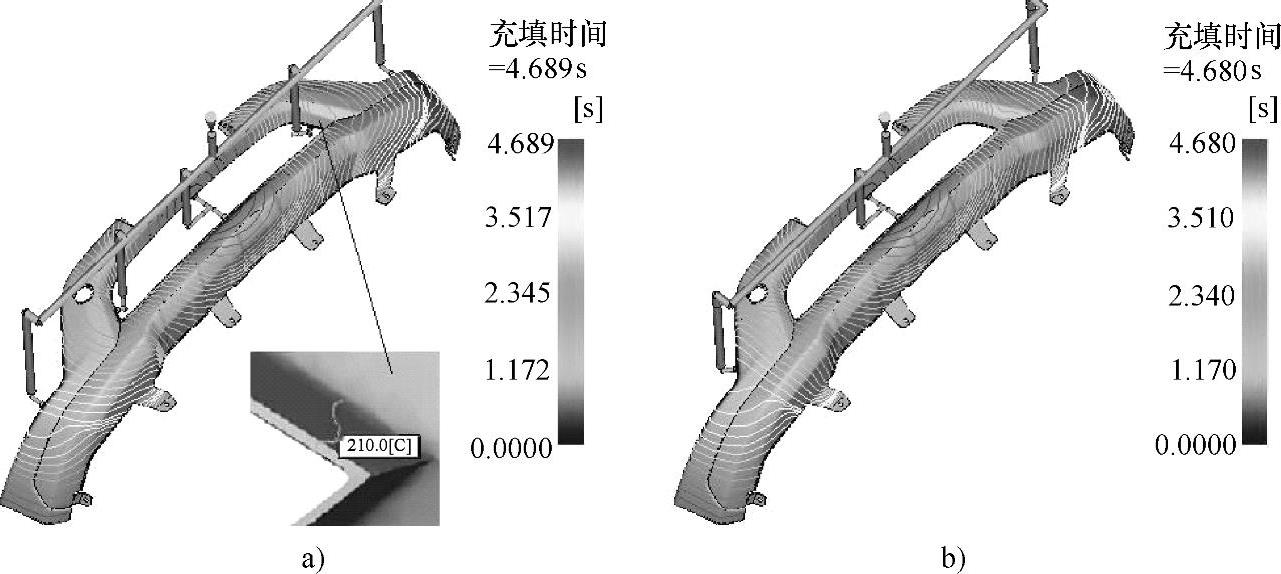
图9-48 五喷嘴和三喷嘴前保险杠的充模流动等时线
a)五喷嘴有六个浇口,熔合缝在里侧,210℃下融合 b)三喷嘴有四个浇口
(2)结果分析结论 两种方案填充流动相对平衡,三喷嘴方案的总体压力72MPa较大,五喷嘴方案的总体压力56MPa适中。三喷嘴方案的锁模力与五喷嘴方案相比相对较大。两种方案前锋温度相对均匀,表面不会有明显困气,外观面基本没有熔接痕,孔位置熔接缝温度较高,质量较好,整体收缩较均匀。三喷嘴方案的整体变形较小,但保压对变形结果影响较大。选择五喷嘴方案更好。图9-51所示为五喷嘴注射的热流道浇注系统。
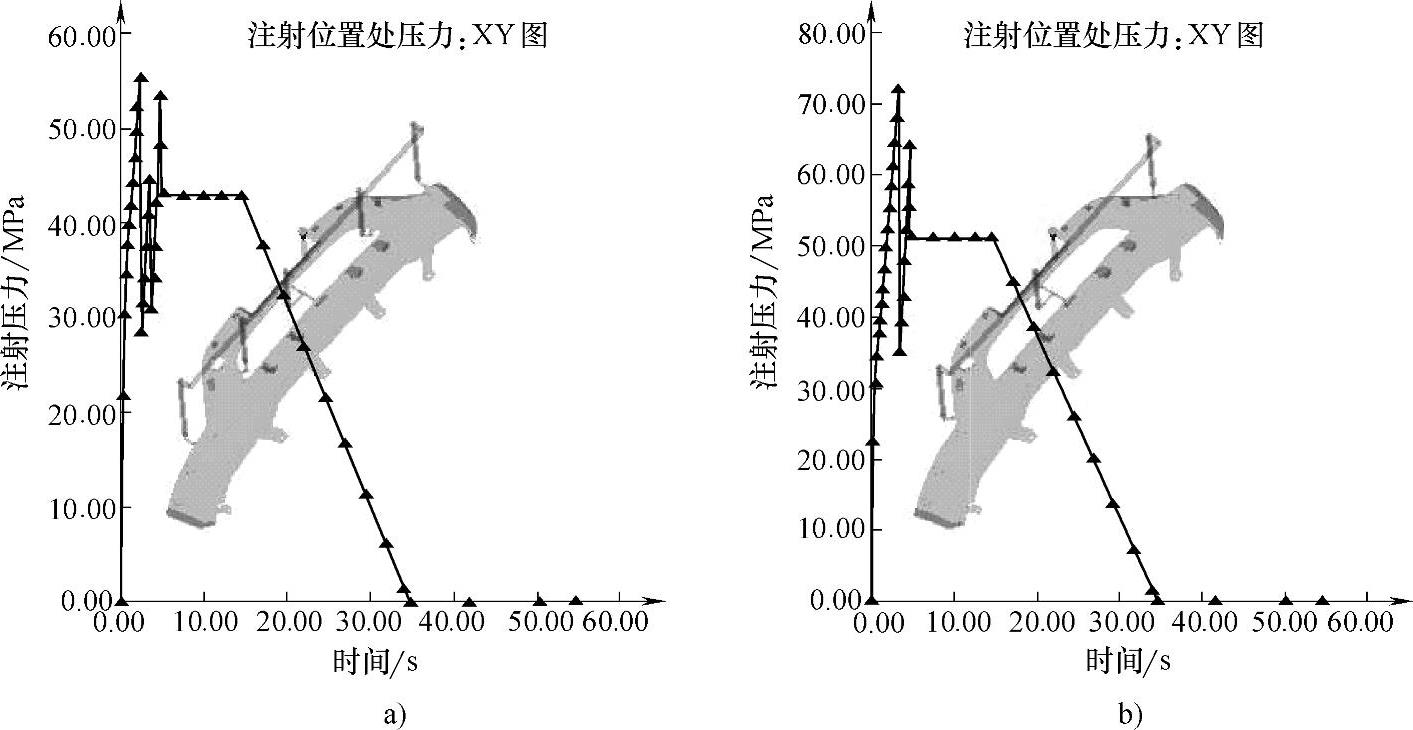
图9-49 五喷嘴和三喷嘴前保险杠的注射压力
a)五喷嘴注塑压力56MPa b)三喷嘴注塑压力82MPa
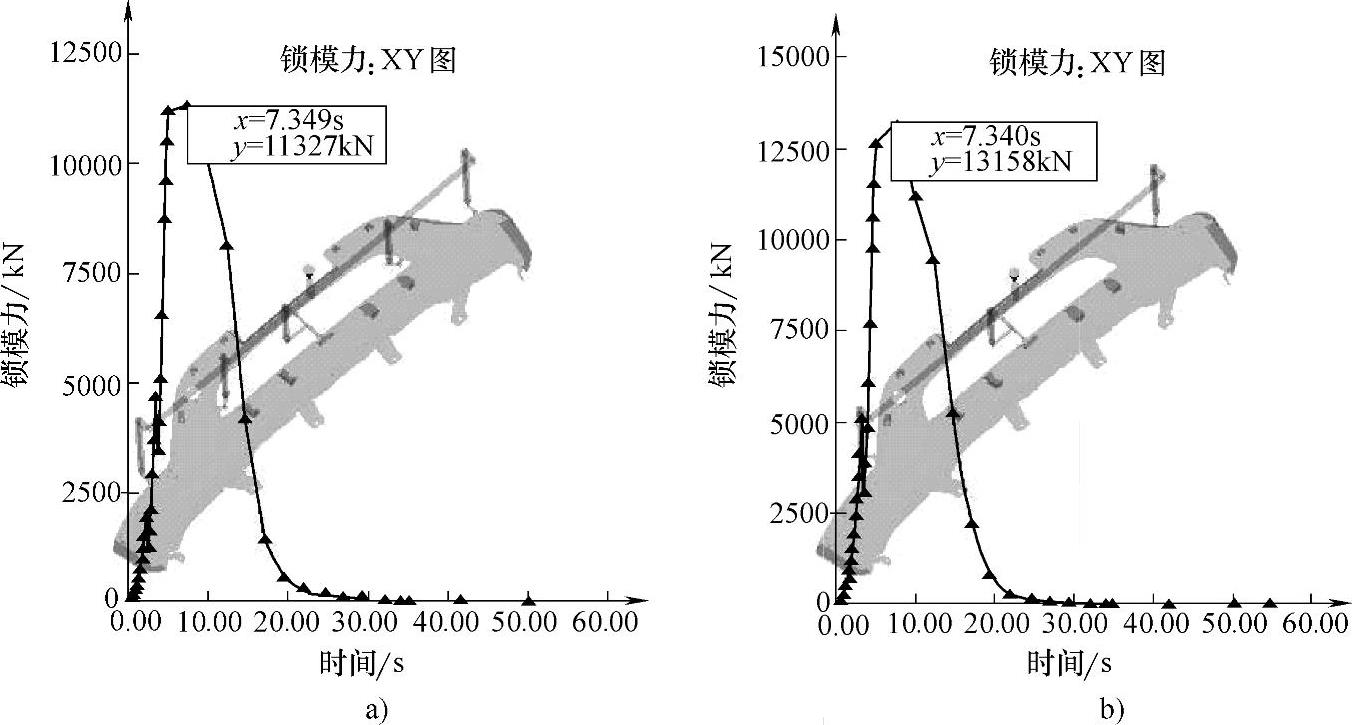
图9-50 五喷嘴和三喷嘴前保险杠的锁模力
a)五喷嘴锁模力11330kN b)三喷嘴锁模力13160kN
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。