



流道板上加热器的配置,首先要考虑加热区的划分,然后是加热器的选用和安置结构的设计。各加热区需配以合理的温度测量点。加热器应有可靠绝缘且耐用安全,还应有较强的防止机械损伤和抗腐蚀的能力。
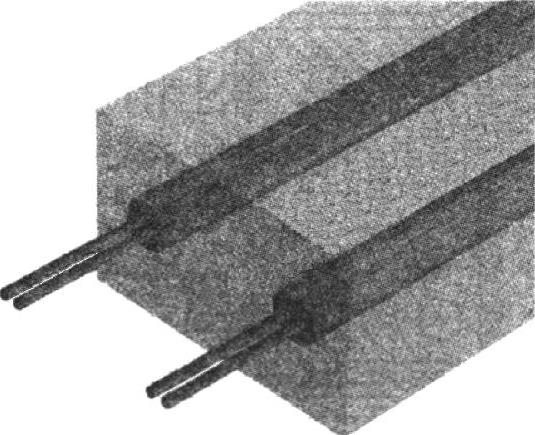
图8-1 电加热棒加热流道板
1.流道板的加热器
流道板高质量的加热方式可进一步提高电加热器的传热效率,减少热损失,同时保证流道板的温度均衡。
(1)电热棒 电热棒也称为单头加热筒(Cartridge Heater)。常见的流道板都采用外加热的方法,热源在流道熔体外壁的流道板中。以前流道板用筒棒式加热器,现在电加热棒作为简易的加热器仍在使用,如图8-1所示。
(2)电加热软管 电加热软管即一种柔软的电加热管(Flexible Heater),两头有引出线。这种软管的中央是旋绕的合金电热丝,外面包裹既导热又绝缘的氧化镁。电加热软管的外层是导热的金属管,容易弯曲成形。其使用方法是,在分流板上沿流道开槽,将金属管盘条镶嵌在槽内,如图8-2所示。这样可较好地解决温度均匀性问题。但由于金属管盘条加热后不能与流道板紧密配合,会导致传热效率较低。因此盘条周围还需填充高导热介质,并作绝热封闭,如图8-2所示。
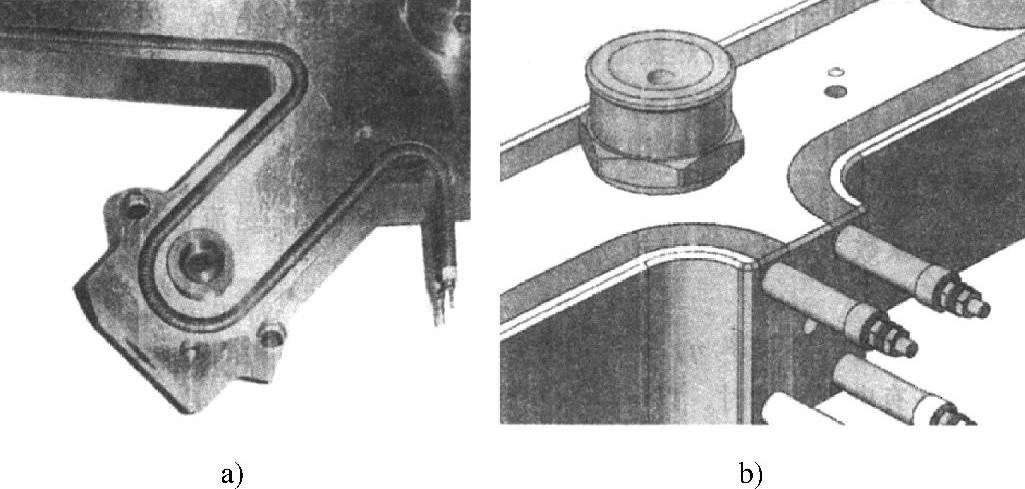
图8-2 电加热软管镶嵌在流道板的槽内
a)软管镶嵌在流道板的槽内 b)高导热介质填埋
(3)流道板的铸造电加热板 管状加热器由铜合金或铝合金铸造成的十几毫米厚的加热板制成,压配在流道板的两侧,如图8-3所示。如果用铜合金铸造,则加热板表面必须涂覆镍。加热板安装在流道板的两个相对平面上,用螺钉连接。热电偶测量点安装在两加热板的对称中心上。
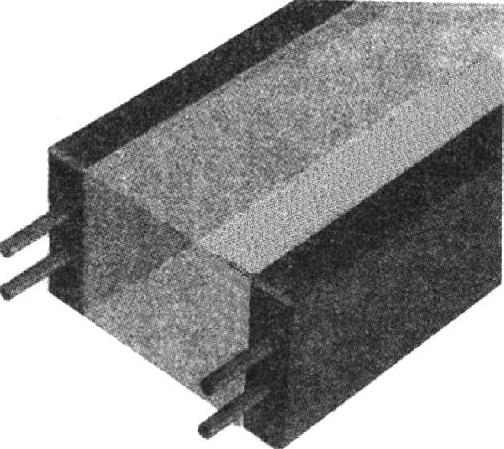
图8-3 铸造电加热铝板加热流道板
(4)流道板的电加热片 流道板的电加热片的厚度只有2mm,也是用螺钉连接在流道板上,以保证紧密接触,而且它与流道板的几何形状和尺寸一致,从而可以达到热均衡。电加热片表面必须涂覆镍或铝,以减少热辐射损失。电加热片最高能承受550℃。
(5)流道板的热管导热 大型的流道板如果用筒棒式加热器加热,则热均衡性很差,而热管能有效地导热,改善流道板上的热量分布,使热量分布均匀。根据注射模具的生产注射状况,应将热管安装在水平位置上,才会达到最优的导热效率。
热管的导热效率比铜棒高好多倍。热管的夹套内布满了毛细管结构。充填在管中的液态水、苯醚或其他传热介质在热管的受热端蒸发,流到低温散热区凝结成液体,同时释放热量。流体经毛细管输送,返回高温区。
2.流道板的加热区
将流道板分成若干加热区,实行独立的温度控制。每个加热区对应单个或多个喷嘴(见图8-4)。对于较大的流道板,就应将流道板多分几个区加热。注射点不对称的流道板更应分区。不容易加工塑料(如PBT、PET和PA66等)也应该分区加热。热流道板分成几个加热区,取决于喷嘴的数量与尺寸。
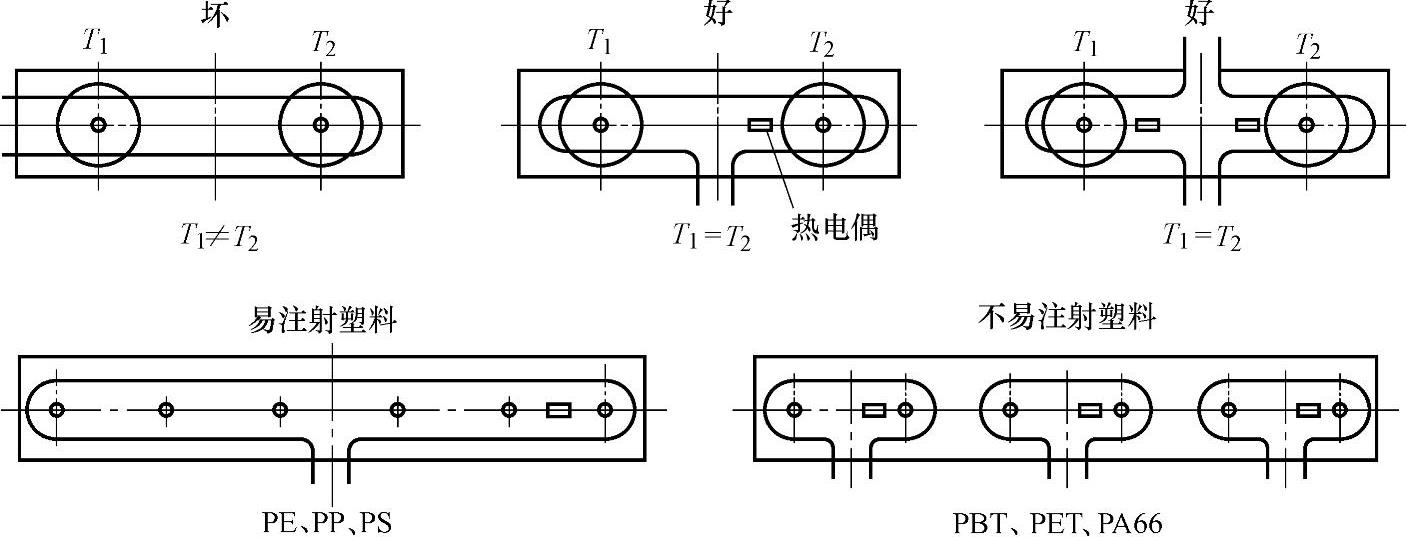
图8-4 流道板上加热区划分和加热器的布排
注:T1和T2是流道板的温度。
各注射点的喷嘴 装有加热器和测温热电偶,也是个加热区。除少数较短的主流道不加热,独立加热的主流道喷嘴也是个加热区。
流道自然平衡的多型腔模具的流道板的形状对称,加热区的位置和分布也是对称的。多型腔模具的流道板上的加热区数量越少,热流道装备的成本越低,但影响温度的精确调节。
每个加热区都有一个热电偶和单独加热器。接插件要与测温和加热元件分组正确连接,否则会烧毁元件。每组有热电偶,分正、负两根引线,又有电加热器两根接线,共四对插头与插座。此外,还有公用的接地线。常用的接插件有4芯、16芯和24芯,分别用于单个、4个和6个加热区的温度控制。加热区的接线以加热区数量的四倍增多,有时要用两个或更多的接插件。
每个加热区都有自己的温度调节器。如图8-5所示,温度控制箱由各加热区的温度调节器所组成。每个温度调节器有各自抽屉式电子器件组装件,可独立拆卸并检测。图8-5中有6个温度调节器,对热流道系统的主流道喷嘴、注射点喷嘴和流道板各加热区进行温度控制。此接插件至少有24芯。每个加热区的加热器的功率,在流道板加热器划分时,必须考虑与温度控制箱的总功率匹配。
各个喷嘴的加热区、流道板的各个加热区和主流道加热区要有序号,并在模具图样上加以识别,必须与接插件接线的编号一致,组成一个顺序逻辑线路,以防止任何加热器与热电偶跟各个温度调节器连接错误。
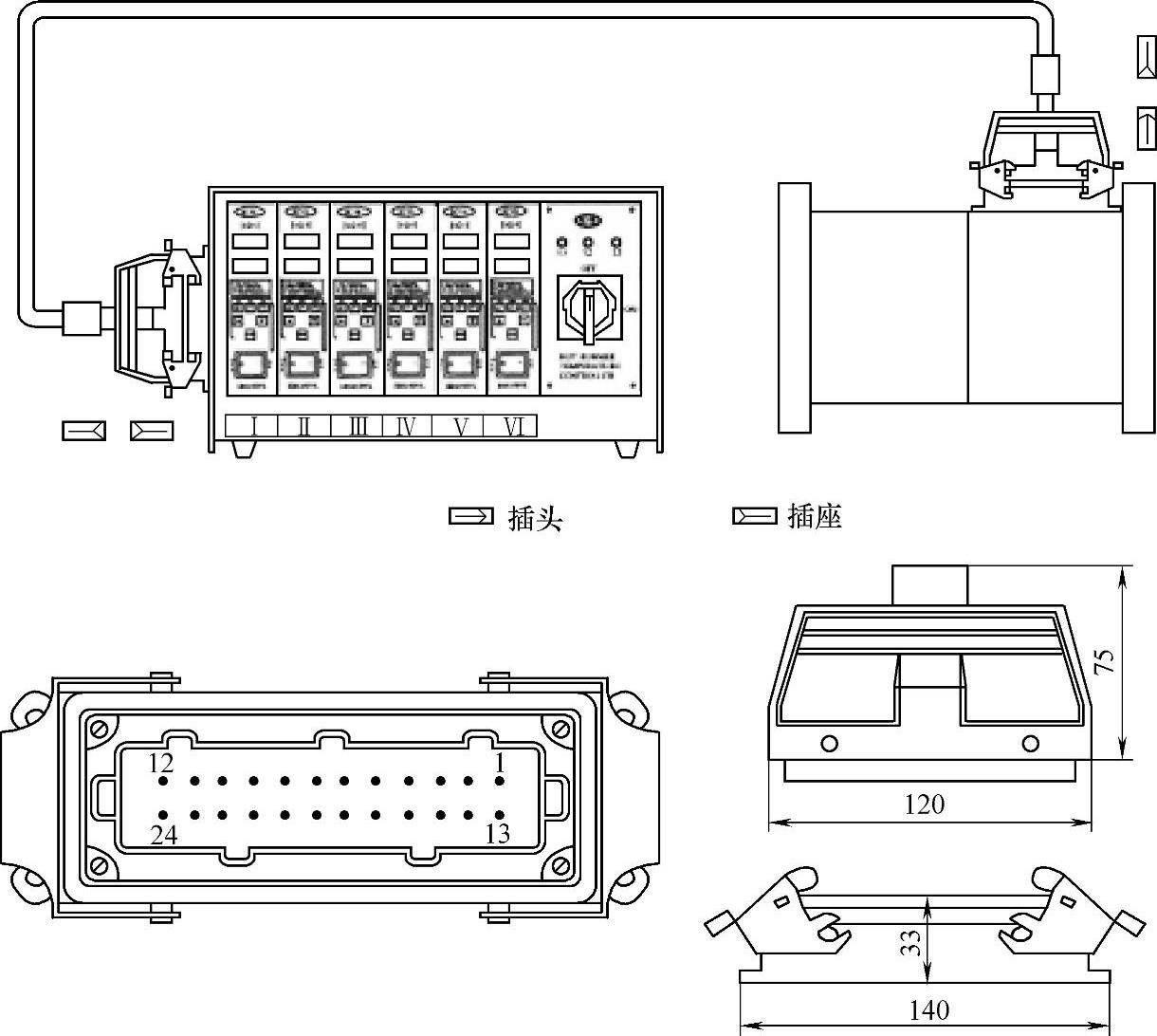
图8-5 6个温度控制区的电缆连接和24芯接插件
图8-6所示为一模八腔模具上加热器的标记示例。1~8为8个喷嘴,从最近的喷嘴开始,以顺时针编排;9和10以类似顺序定位给流道板上的两个加热区;11为流道板的上游主加热区;12是主流道喷嘴的加热区。此种编排应该让注射操作工明确知晓,以便于控制各加热区。
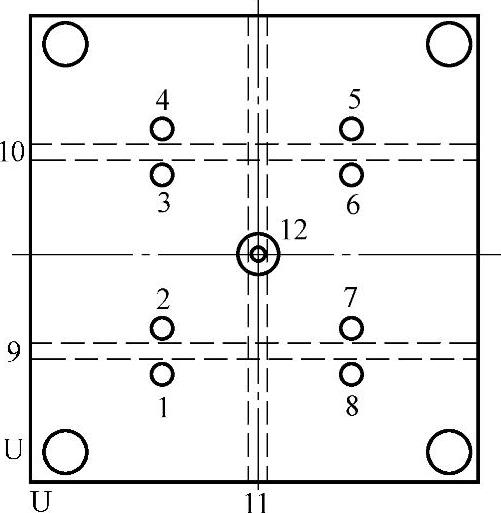
图8-6 一模八腔模具上加热器的标记示例
利用分区测试,可以在注射现场对加热温度是否失去控制进行检测。例如,当注塑制品出现黑纹或冷料时,可对流道板的各加热区升温或降温10℃左右,如果还出现黑纹或冷料,那就是某个喷嘴的温度失控,有局部过热,物料积滞,或者局部加热不足,这时可用排除法将失控区诊断检出,再停车修理。
3.筒棒式加热器
在注射模上加热模板的筒棒式加热器,使用最多的是高功率密度电热棒。如图8-7所示,它是圆柱状的加热器。高功率密度电热棒的制作过程是将镍铬电阻丝绕在氧化镁芯棒上,压装入金属套管内,再充填高纯度的氧化镁粉。
此种高功率密度电热棒的最高额定温度可达600℃,最大功率密度可达20W/cm2,一般在15W/cm2内。功率密度是指单位热传递面积的加热功率。电热棒的功率密度是用电热棒的额定功率除以有效传热表面积。电热棒的有效传热表面积要除去电热棒的两头冷端长度,即
S=πdL1=πd[L-(2~5)] (8-1)
式中 d——电热棒直径(cm);
L1——有效的加热长度(cm);
L——电热棒总长(cm)。
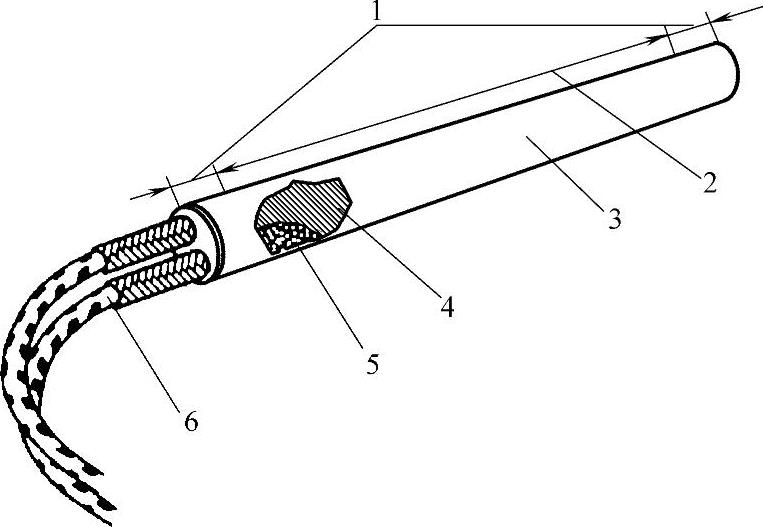
图8-7 高功率密度电热棒
1—冷端 2—加热端 3—不锈钢外壳 4—电阻丝 5—氧化镁绝缘粉 6—玻璃纤维套管导线
高功率密度电热棒型号的含义如下:
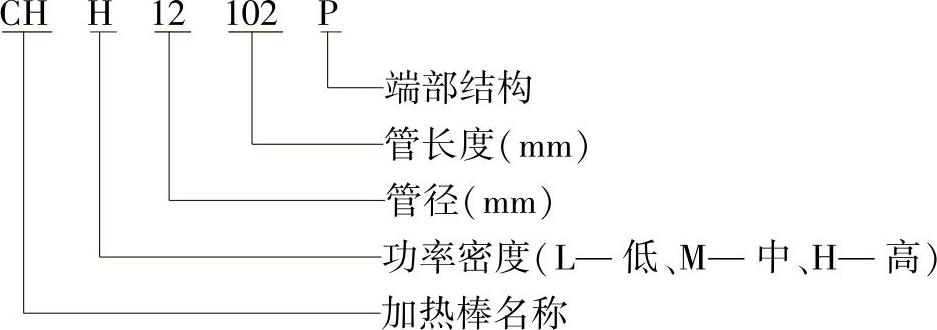
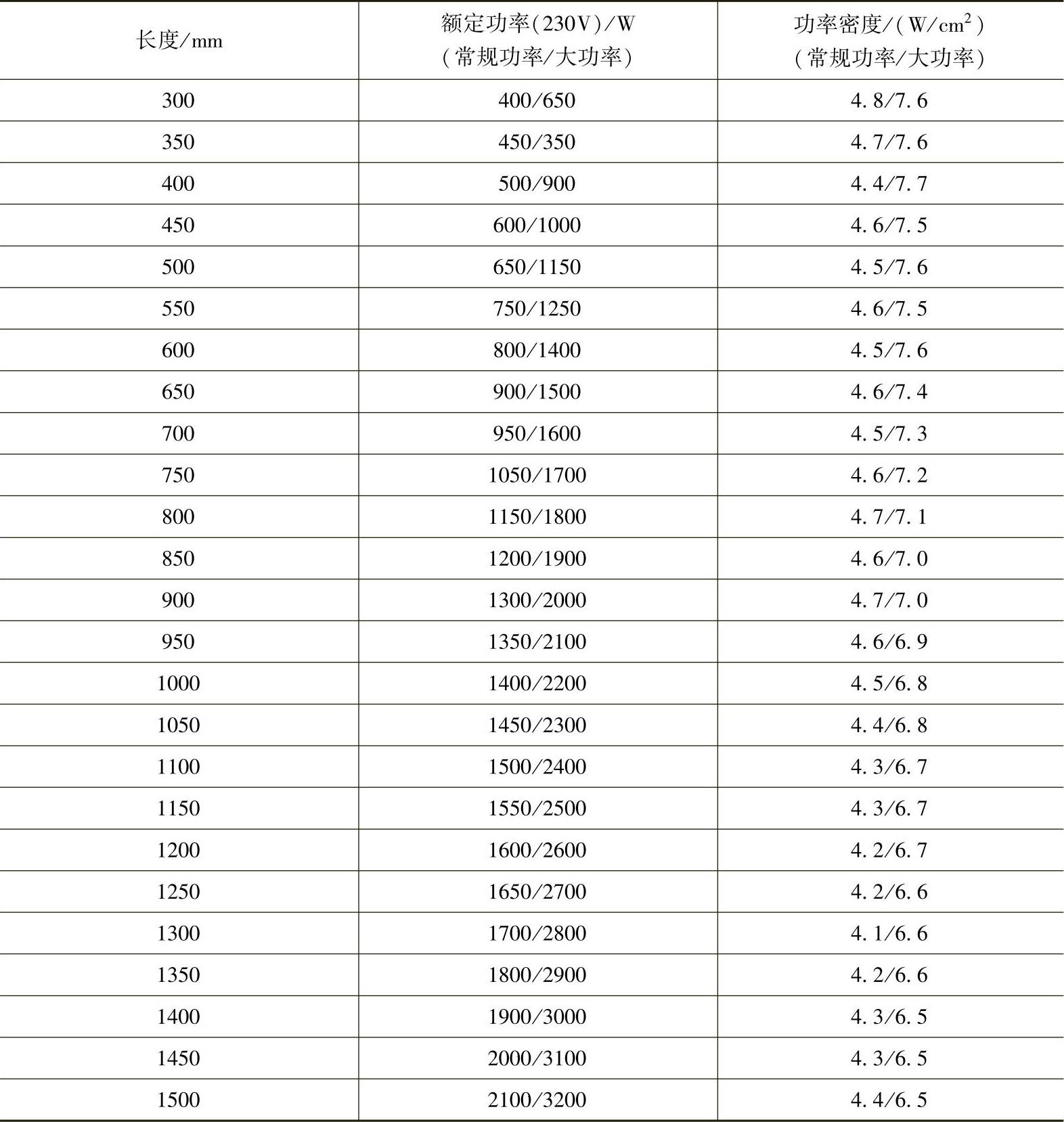
高功率密度电热棒规格和技术参数见表8-1。
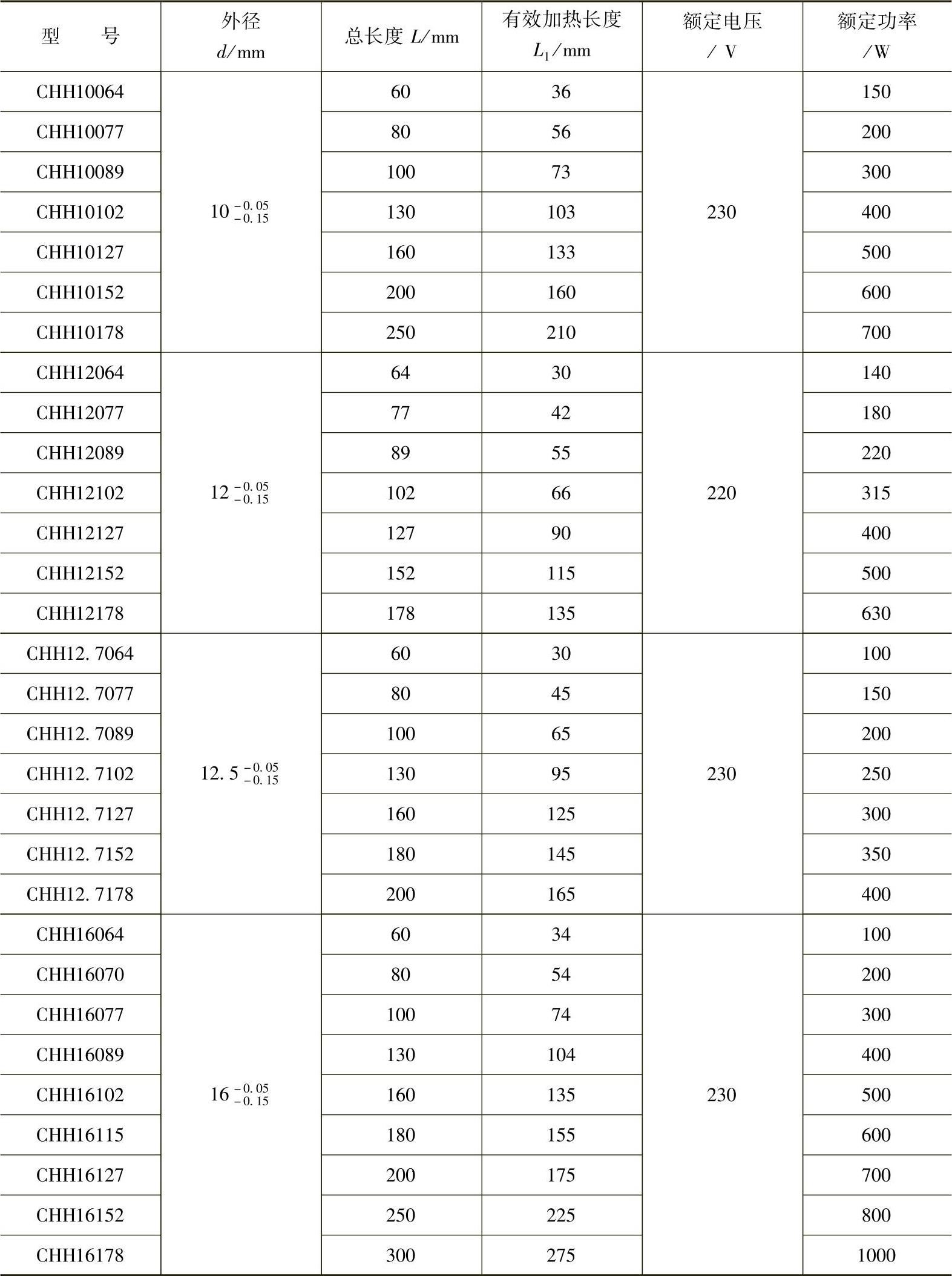
表8-1 高功率密度电热棒规格和技术参数
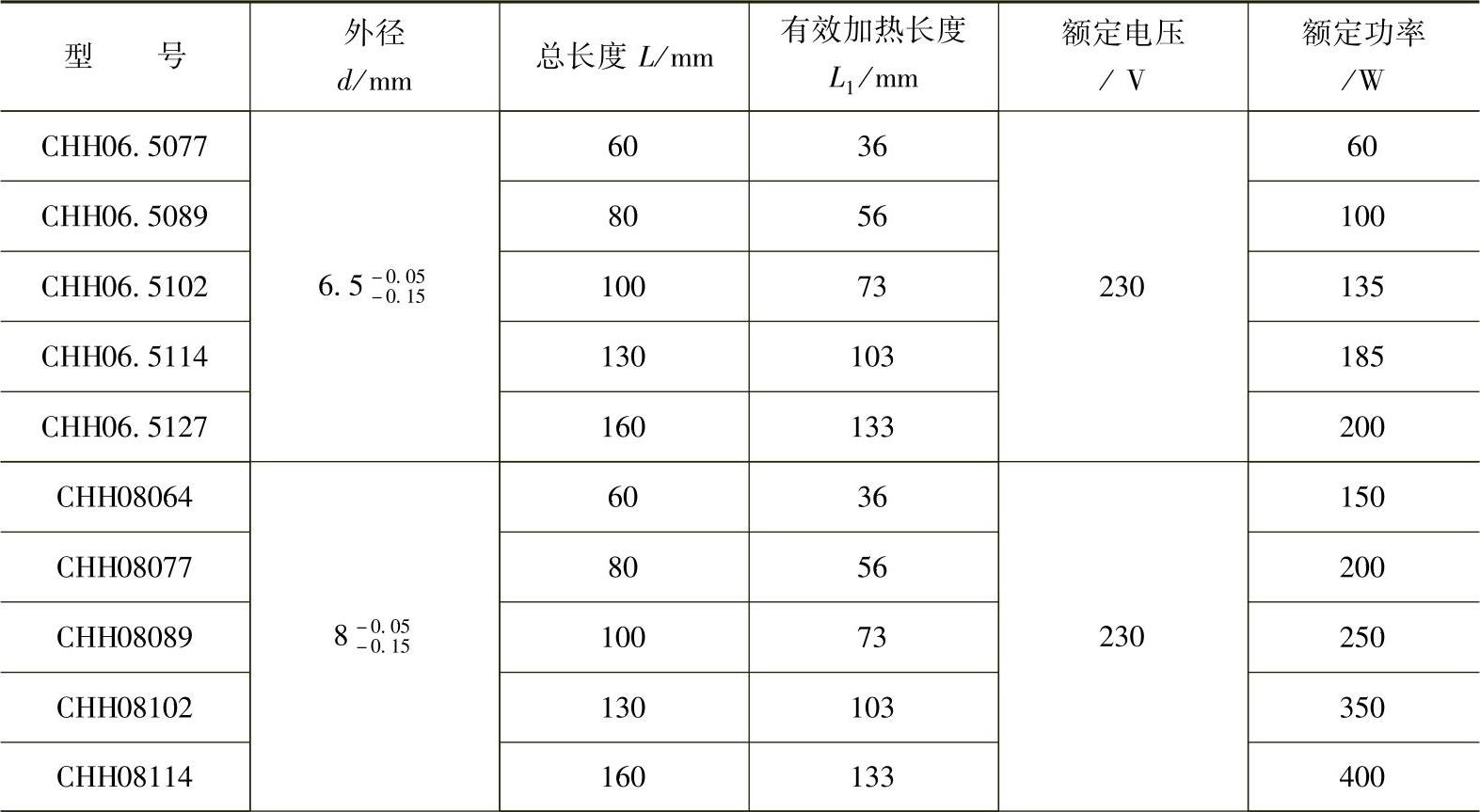
(续)
电热棒在使用时,工作电压不大于额定电压的1.1倍。电热棒在效验时,冷态的绝缘电阻不低于1MΩ。电热棒若长期放置,绝缘电阻低于1MΩ时,可在200℃左右的烘箱中干燥或降低电压通电加热,直至绝缘电阻不低于1MΩ。电热棒的引线端结构和型号有G、A、P、W、C、LW和L型,如图8-8所示。
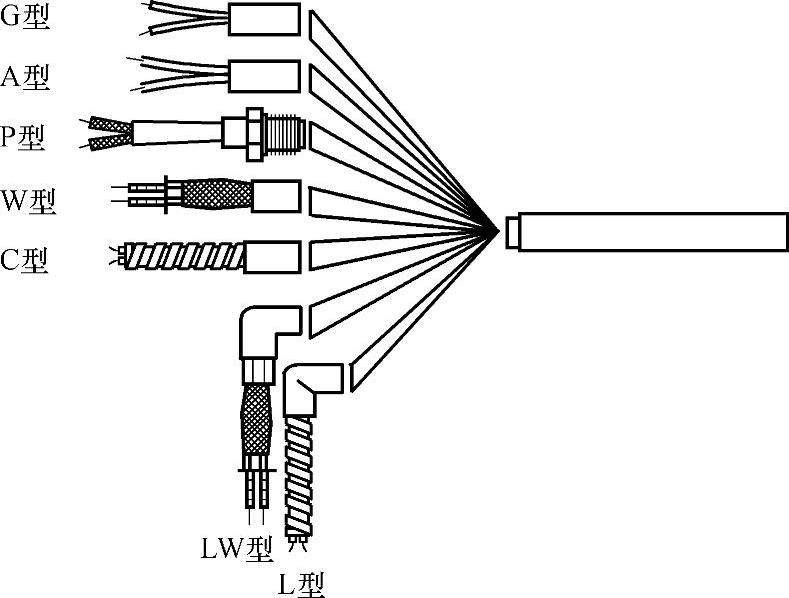
图8-8 高功率密度电热棒的引线端结构和型号
有种电热棒一端有M10~M26的螺纹,且有六角柱体,可旋入模具上的螺纹孔中,但因加工和固定不方便,很少使用。还有一种内置热电偶的高功率密度的电热棒,它可测得电热棒的发热温度,但对模具部位的测温控制使用意义不大。常数节距加热线圈的加热棒的加热特性有两个缺陷:一是加热棒两端各有约10mm的绝缘长度,形成两个冷端,这就要改善两端或一端的结构,采用铜制的底端嵌件,使导热和传热良好;二是沿加热棒长度中央的温度较高。采用对数节距的线圈制成的加热棒可获得均匀的温度分布,其线圈在中央有比两端大的节距。
电热棒的装拆有一定难度。电热棒筒壁用不锈钢制造,它与钢模具的孔应为小间隙配合。一般要求孔精确加工到GB/T1800中的H9,对孔径6~18mm为D+0.0360~D+0.0430。理论上是热膨胀促使电热棒与孔壁接触。棒的外径6~18mm间隙配合d9为d-0.040-0.076~d-0.050-0.093。可得平均双向间隙Δ=0.077~0.093mm,如图8-9所示。较大的间隙和误差会使流道板的热传递变坏,还会使加热棒的工作温度升高而造成过热损伤。先进的孔与棒的配合将精度提高到了H8/d8,相应的间隙误差减小,保证了加热棒的功率密度不超载,加热器的耐用寿命长。多次拆卸后,由于孔的锈蚀和修磨,孔径会变大,间隙及其误差也会增大。
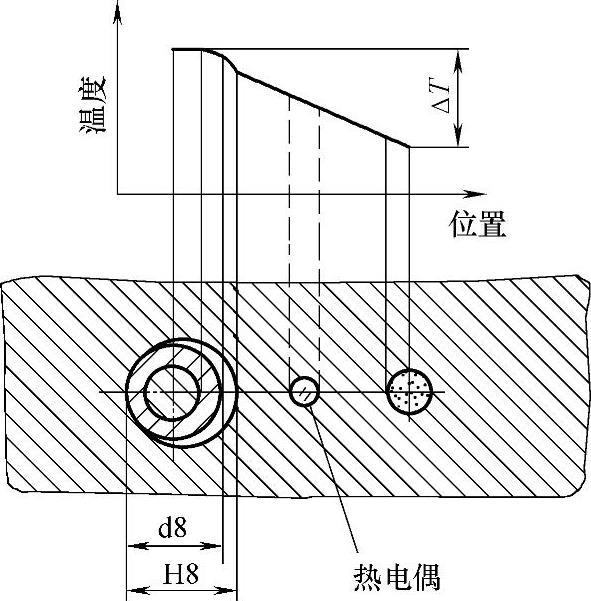
图8-9 加热棒和流道间的温度降
加热棒在安装时可使用导热膏。导热膏推荐使用液态的氧化镁溶液,也有再添加防锈助剂的,喷涂后用加热器将其烘干在孔隙中。操作时要注意保护电热棒的终端和热电偶,不要使其粘上导热膏。
图8-10a所示的高功率密度电热棒的拆卸是利用液压泵的压力油反推,此方法需在流道板上加工出连接油管的螺纹孔。图8-10b所示的圆柱加热棒加装有螺纹的圆锥套筒,拆卸时利用螺纹的反作用力将锥套与加热棒一起拔出。图8-10c所示的圆柱加热棒外端有圆锥支承,装有紧固螺纹的套环,拆卸旋转时,套环将加热棒拖出。图8-10d所示为有斜度1∶50的圆锥形加热棒,其拆卸较方便,而且安装到锥孔后没有间隙,但其长度受到大端直径的限制。
如图8-11所示,在流道板上设计有组合式的加热棒安装孔。但这种可拆卸的夹固条块会降低流道板的刚度。
在流道板上设计和钻削加热棒的安装孔(见图8-12)时,原则上要做到:
①保证与流道相对称。(https://www.xing528.com)
②距流道板边壁的最小距离A不小于加热棒的直径D。
③加热棒的位置在流道板厚度的中央,以减小热应力和翘曲的危害。
④热电偶位于两个加热器间的等同距离上。
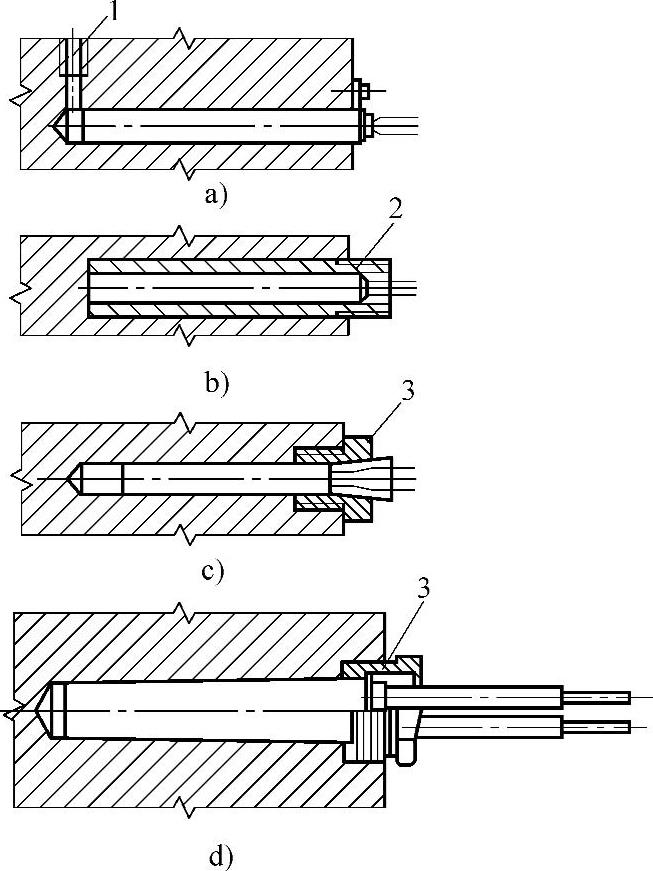
图8-10 加热棒的安装和拆卸
a),b)和c)圆柱加热棒的安装和拆卸 d)简便拆卸圆锥加热棒 1—螺纹孔连接液压泵 2—有螺纹的圆锥套 3—螺纹环
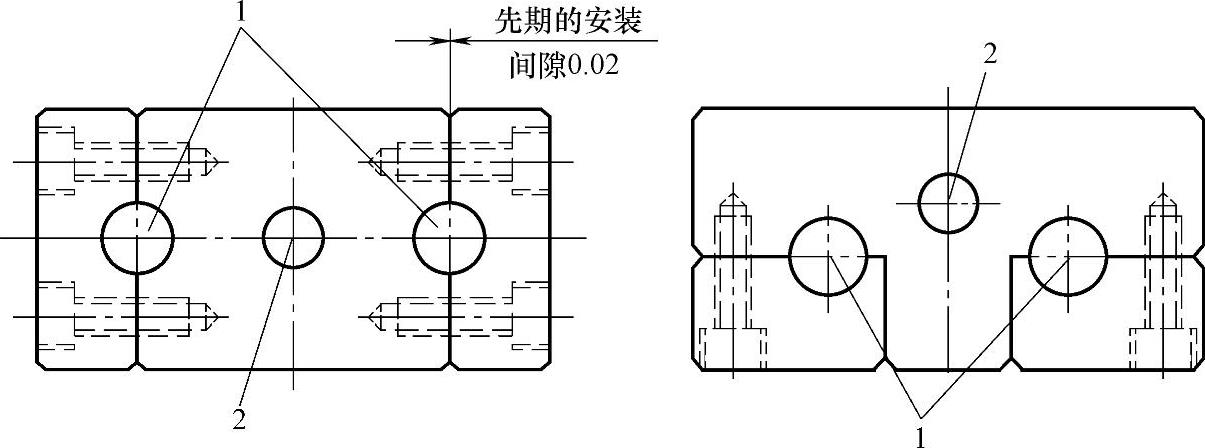
图8-11 组合式的加热棒安装孔
1—加热棒 2—流道
建议在加热棒安装孔的终端钻个小孔,帮助加热棒在加热期间顺利排气。所有的加热器都会从空气中吸潮,在冷却状态下,氧化镁和陶瓷等都会吸湿,故加热棒特别容易侵入潮气。在加热期间,受潮的氧化镁的绝缘性能下降,电流通过电阻线圈时会破坏电阻丝上的绝缘层,导致加热器的损坏。因此,加热器每次在加热到工作温度前,必须在100℃停留15min,以除去绝缘体上的潮气,并将加热温度下降到50℃以后再升温。可以用温度控制系统的程序确定此“软启动”过程。
4.管状电加热器
管状电加热器因其方便弯曲和嵌装而使用最广泛,现已实现标准化生产。图8-13所示的管状电加热器是在金属管内放入镍铬电阻丝,并在空隙部分紧密地充填了导热绝缘的氧化镁粉末和软管。电阻丝在电热管的两端通过导线与电源相连。它可以被弯曲成各种形状,镶嵌在流道板的沟槽中。模板介质的最高加热温度为350℃。若流道板的温度过高,会导致电气系统导线的绝缘层老化,温度控制器也会故障频发。
金属管状电加热器的最高耐压
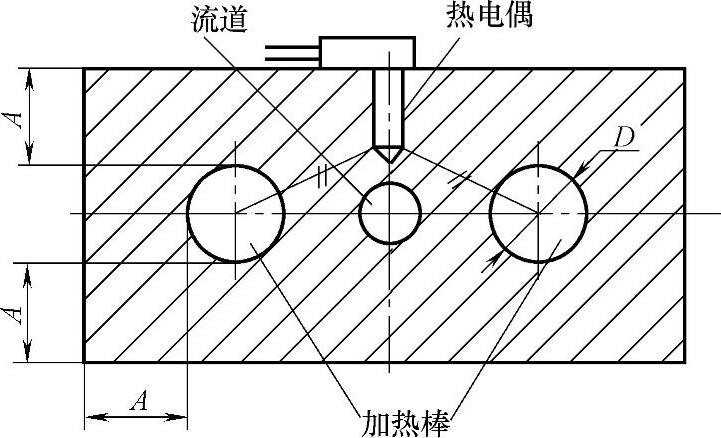
图8-12 流道板上加热棒安装孔的位置
A—距流道板边壁的最小距离 D—加热棒的直径
可达600V,功率密度可达到13W/cm2。热流道常用软管管径d=6.0~10mm,公差为±0.3mm;长度L=240~2600mm,公差为±5mm。金属管大都采用不锈钢,最高工作温度可达600℃;也可用碳钢制造,但最高工作温度仅400℃;或者用镍基合金钢,耐温可达850℃。但不能用铜管或铝管,两者的工作温度低于350℃,不能用于热流道板的加热。

图8-13 管状电加热器
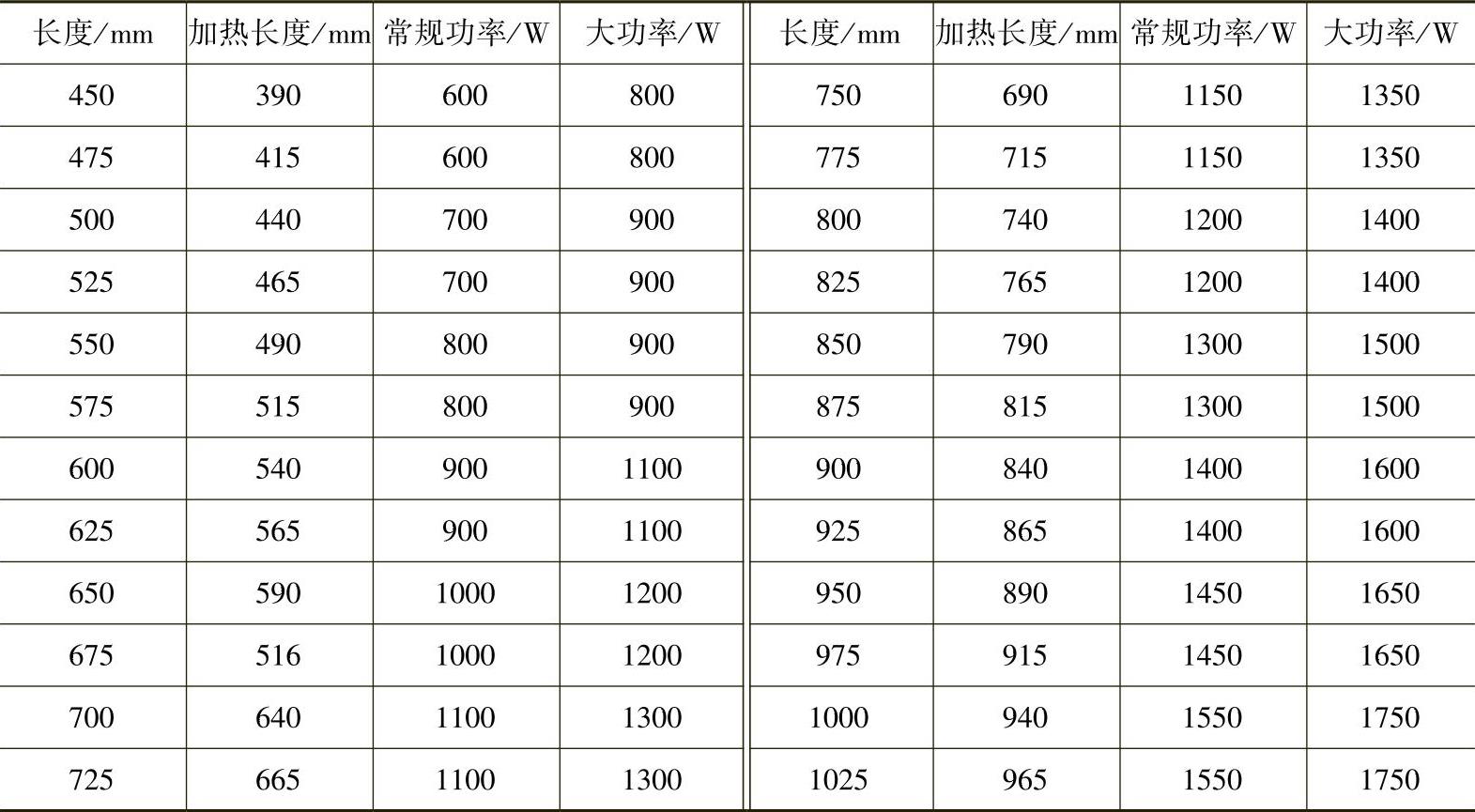
软管两端有不发热长度25~50mm,有的还连接陶瓷绝热环。不锈钢电热软管的端部结构如图8-14所示,紧固螺纹长度25~45mm。国内常用管径6.6mm不锈钢电热软管的规格见表8-2,常用管径有6mm、6.5mm、6.6mm、8mm、8.5mm和10mm等规格。管径8mm不锈钢电热软管的规格见表8-3,最长产品为2000mm,标准功率为3250W,高密度功率为3200W。还有方形截面6mm×6mm、7mm×7mm和8mm×8mm的不锈钢电热软管,软管的最小弯曲半径以管的中心线而定为12~16mm。
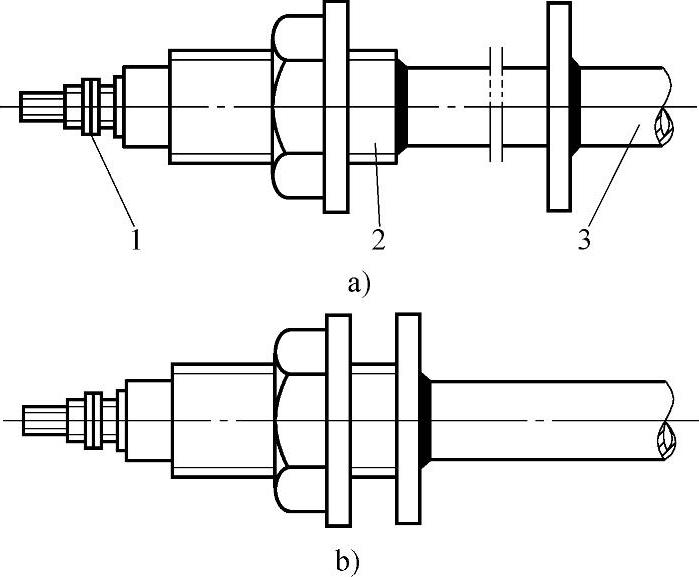
图8-14 不锈钢电热软管的端部结构
1—接线装置 2—紧固装置 3—金属管
还有一种金属编织的电热软管也在使用。其中,圆管直径有6mm、6.5mm、8mm和8.5mm等规格,方形软管有6mm×6mm、7mm×7mm和8mm×8mm等规格。还有不锈钢波纹加热软管,但很少使用。
表8-2 管径6.6mm不锈钢电热软管的规格
注:冷端长度25mm,伸出流道板长度15~20mm。
表8-3 管径8mm不锈钢电热软管的规格

(续)
此种经弯曲的电热管一般安装在流道板的前后两个大平面,平行并对称于流道的两侧,这样在整个流道的长度和喷嘴的邻近区域易获得均衡的温度分布。两根导线分别在电热管相对的两端,消除了管内电阻丝绝缘破坏的可能性。要注意的是,电热管的两端各有50mm长的冷段没有被加热,应该安装在流道板的外面。由于不发热的部分和接线部分在流道板的外面,装配和操作时要避让。
金属电热软管应固定在流道板的槽内,并用导热性好的铜或铝嵌条或压板包埋,也可用铜合金烧焊,如图8-15所示。
①图8-15a所示为电热管嵌压在槽中,用导热胶或堆焊封埋。该方法加热后软管很容易翘起。
②图8-15b所示是将电热软管嵌压在加工出倒斜度的槽内。倒扣槽可使软管的导热效率提高,但是在流道板上铣削加工凹槽困难,铣刀磨损快,并且需要高性能的数控机床和刀具。
③图8-15c所示方法为导热管用铜条嵌埋,然后磨光流道板表面。该方法加工方便且导热可靠,为现今常用。由于铜与钢的热膨胀系数差异会导致槽内热应力不平衡,引起铜条局部翘起,故软管与钢槽局部接触不良。如果发生在流道的转角位置,则会产生冷料。
④图8-15d所示是用铝片将电热管夹紧在槽内。该方法采用表面压紧,易装易换,但在压紧铝板松动和变形时电热管翘起会影响热传导。
⑤图8-15e所示是用铣有凹槽的铝片有效压紧加热软管。该方法的缺点是凹槽的切削加工量大。
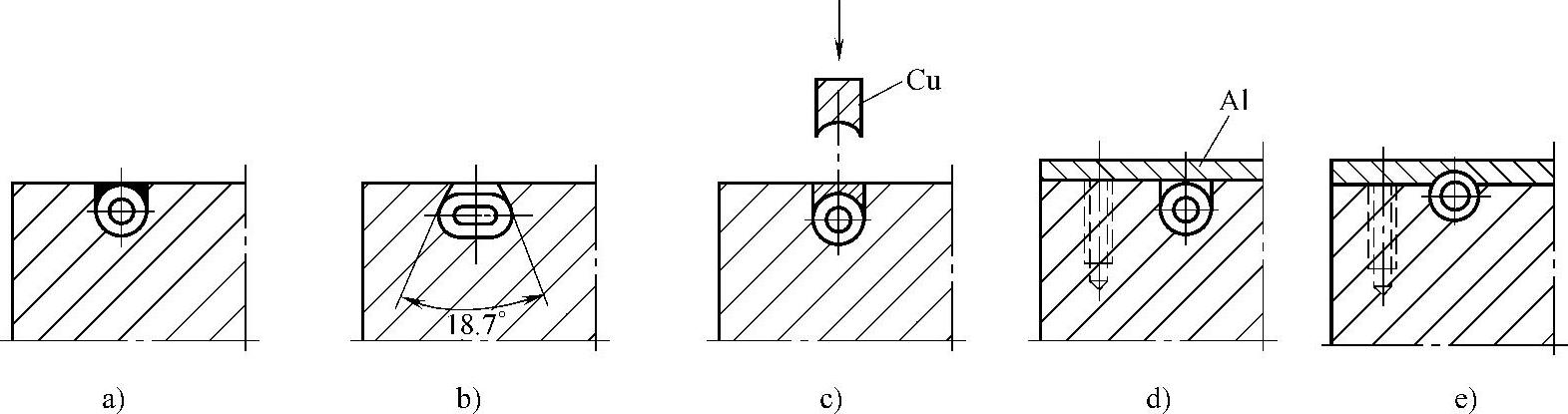
图8-15 流道板上固装金属管状电热软管的方法
a)导热胶或堆焊封埋 b)压入倒斜度的槽中 c)铜条包埋 d)片材夹紧 e)有成形凹槽的压板夹固
金属管状加热管的弯曲半径与它的管径有关,最小弯曲半径为10~12mm。将电热管弯曲并压嵌到槽内时应使用弯曲样板,以防止电热管与凹槽的间隙过大和不均匀。
管状加热软管的布置要符合热力学要求。对有四个分喷嘴的流道板,两个平面都要布置加热管。图8-16a所示的布置使流道板上1和3型腔加热不足,会使这两个型腔注塑的制品的冲击强度低于另两个型腔的注塑件。图8-16b所示为正确的电热管布置。
5.金属管状加热器的检测
流道板的电热软管和喷嘴的加热卷条都属于金属管状加热器,也称作管状电热元件。金属管状加热器目前尚无国家标准和行业标准。市场同时提供进口元件和国产产品。
金属管状加热器以碳钢、不锈钢、钛合金钢或铜等做套管,用镍铬合金发热丝沿管道中心轴线螺旋伸展,根据设定的电压和功率均匀分布。管内空隙充填高纯度氧化镁管及粉剂。氧化镁采用缩管挤拉机械连续生产,有良好绝缘和导热性能,正常使用时加热密度可达4.0~8.0W/cm2。
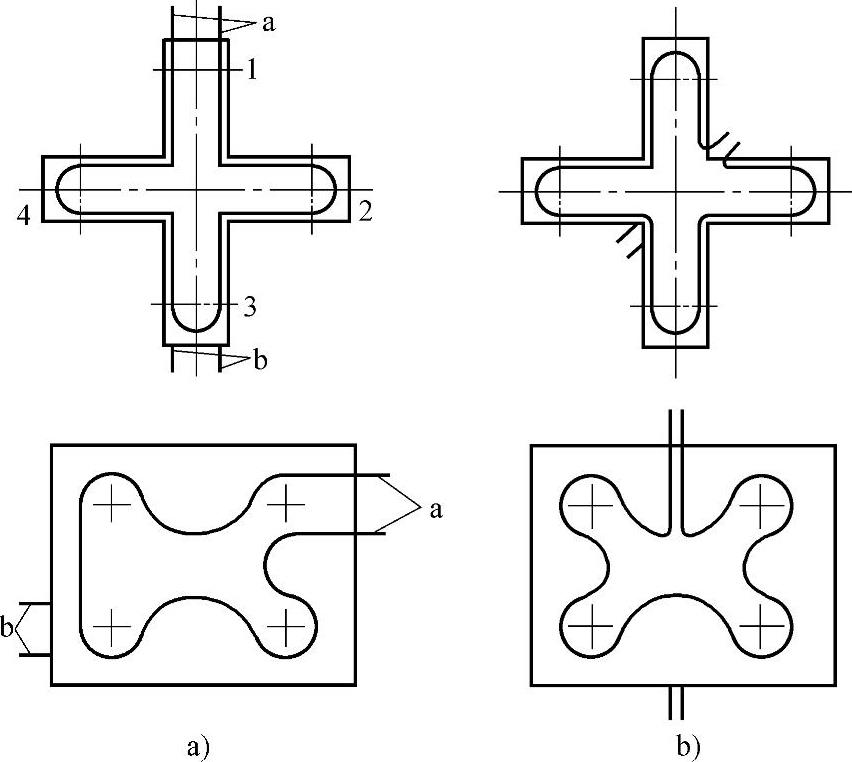
图8-16 流道板上管状加热软管的布置
a)不良布置 b)正确布置 a—流道板正面管状加热器 b—流道板反面管状加热器
金属管状加热器的检验和测试项目有:
1)外观。金属管表面应平整光洁,壁厚均匀,不应有明显凹凸及皱折。接线头牢固可靠。
2)尺寸。按图样尺寸检测,实际尺寸在公差范围内。
3)功率偏差。在充分发热的条件下,电热器额定功率的偏差不应超过额定功率的5%。
4)绝缘电阻。
①冷态绝缘电阻按JB/T 2397的规定。电热器的热态泄漏电流不大于5mA,其结果应符合电热器的冷态绝缘电阻不低于50MΩ。
②热态绝缘电阻按JB/T 2397的规定。电热器在规定的实验条件下经过2000次通断实验而不发生损坏。其结果应符合热态绝缘电阻不低于1MΩ。
5)泄漏电流。电热器的热态泄漏电流不大于5mA。
6)绝缘强度。电热器在规定的实验条件和实验电压下保持1min应无闪烁和击穿,在交流电压1000V下测试1min不击穿。
7)通断电能力。电热器在规定的实验条件和输入功率下应能承受30次循环过载试验不发生损坏。
8)工作寿命。电热器在额定电压下连续通电1000h不损坏。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。