



1.主流道喷嘴
主流道喷嘴也简称为主射嘴,连接注射机喷嘴和流道板。它有两种结构:一种是常见常用的直接加热(见图7-38),衬套用电热器加热并有热电偶测温,在主流道喷嘴长度大和注射周期较长时必须直接加热保温,能可靠维持主流道中塑料熔体的温度。第二种是间接加热(见图7-39),依靠伸入注射模的注射机喷嘴和流道板两者热传导保温,但保温不可靠,只能用于熔融温度较宽的ABS、PS和SAN等无定形塑料,以及慢结晶的PE和PP塑料的注射。但是这些塑料在添加矿物填料和充填玻璃纤维含量较高或含有添加剂时,还是以用直接加热并测温的主流道喷嘴注射为好。
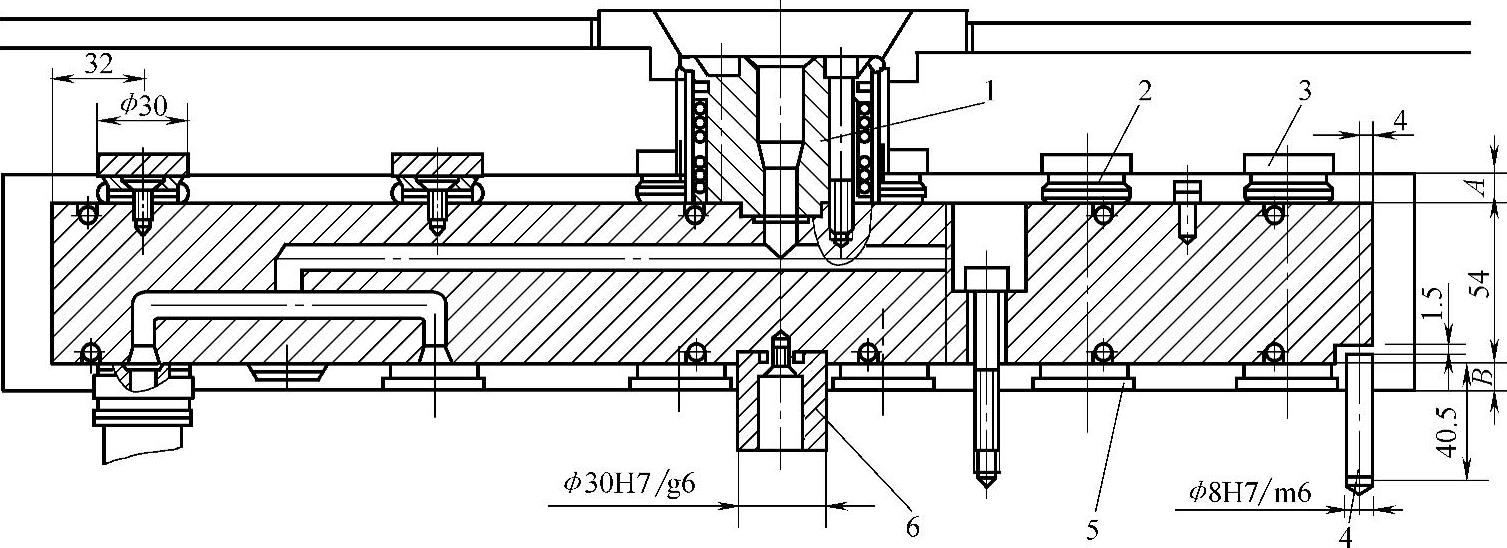
图7-38 直接加热的主流道喷嘴
1—主流道喷嘴 2—硬嵌件 3—承压圈 4—抗扭止转销 5—分喷嘴 6—中央定位支承垫 A—流道板与定模固定板间的气隙高度,10~15mm B—流道板与定模板间的气隙高度,10mm
还有一种带有过滤网的主流道喷嘴,其在输送塑料熔体及过滤时损耗200~400MPa的压力,需慎重考虑后再使用。
主流道喷嘴的入口凹球坑被硬度很高的注射机喷嘴头撞压,要用耐热钢4Cr5MoSiV或H11(美)制造,并有53~55HRC硬度。它应防止在注射中产生反喷、流涎和吸入空气。凹球坑半径R大于注射机喷嘴头球半径。主流道喷嘴的入口要大于注射机喷嘴直径0.5mm。
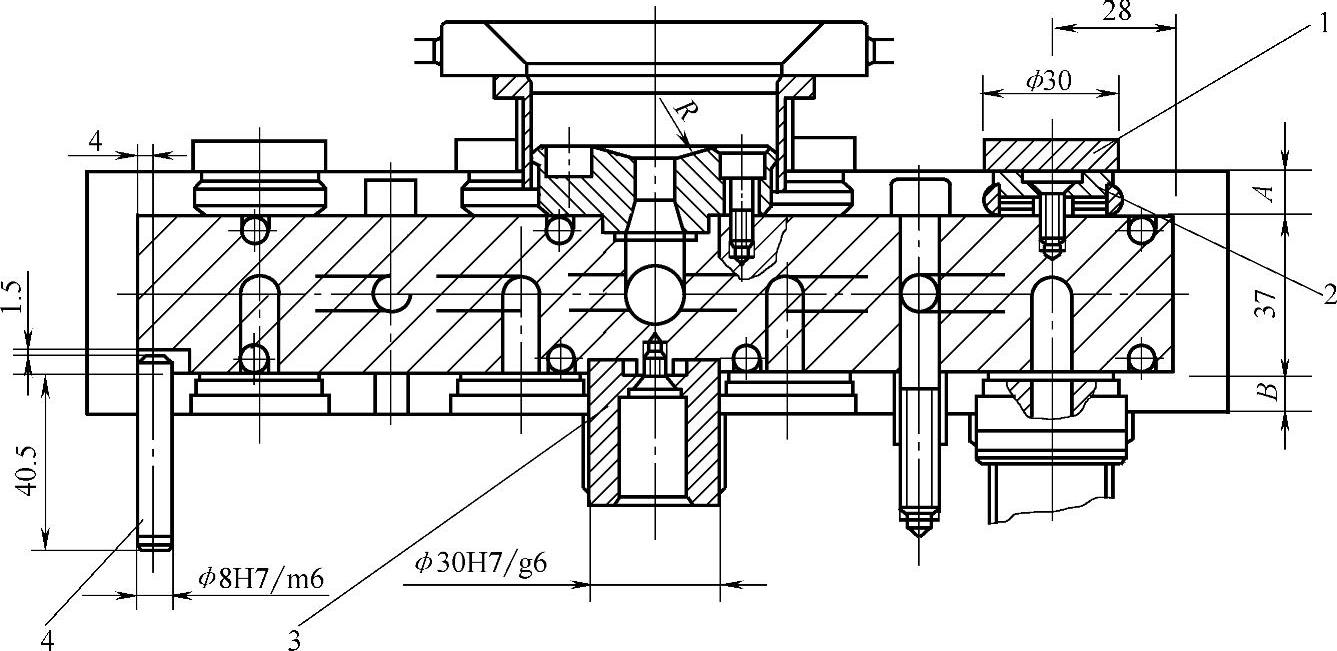
图7-39 间接加热的主流道喷嘴
1—硬嵌件 2—承压圈 3—中央定位支承垫 4—抗扭止转销 A—流道板与定模固定板间的气隙高度,10~12mm B—流道板与定模板间的气隙高度,10mm
2.承压圈
图7-40中的承压圈1和中央定位支承垫5承受螺钉固定预紧力、热膨胀在流道板平面剪切力以及热膨胀在流道板和喷嘴轴向的压力。承压圈的设计和装配应防止在注射时产生流道板和喷嘴接触面上熔料的泄漏。为了防止承压圈压陷定模固定板,在相应位置要镶入硬嵌件2,其硬度以50~60HRC为好。
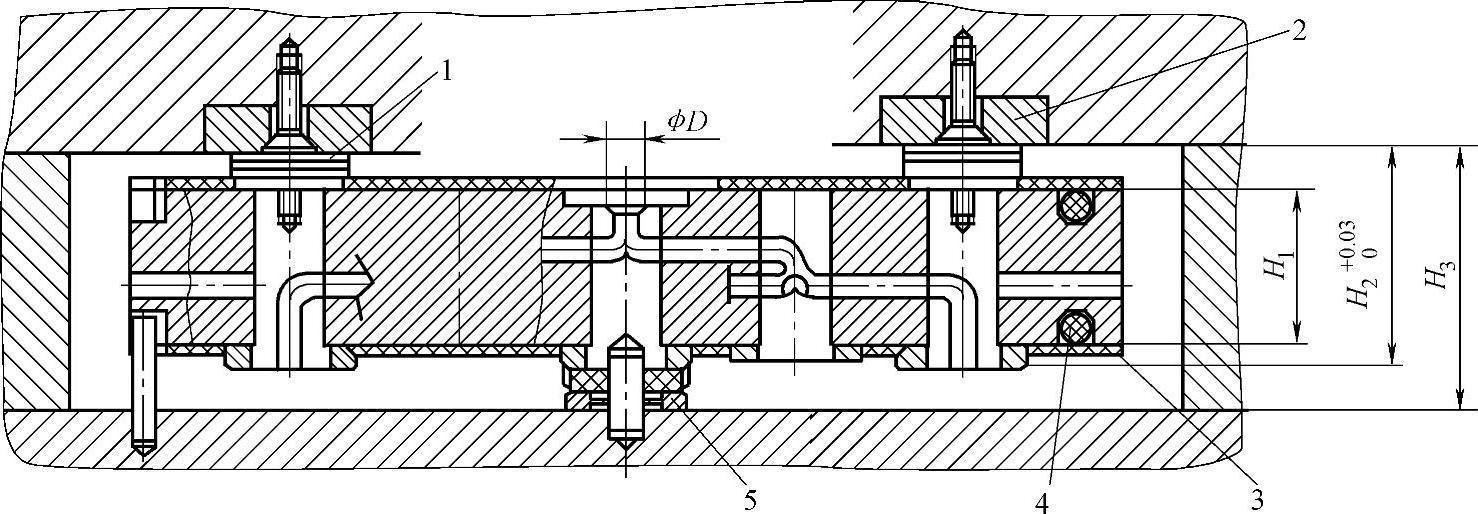
图7-40 流道板上的承压圈
1—承压圈 2—硬嵌件 3—反射隔热板 4—管状电热管 5—中央定位支承垫
这里对承压圈的热传导做详细分析。如图7-41所示,热量以热损耗形式从流道板经过承压圈传递到定模固定板,热损耗QP以半圈形波形从承压圈向定模板扩散。现设定THR和TP分别为流道板和定模板中央的温度,T1和T2是承压圈表面与热流道板和定模板的接触温度。假定承压圈与周边环境之间无热对流和热辐射,且承压圈为实心圆柱体。
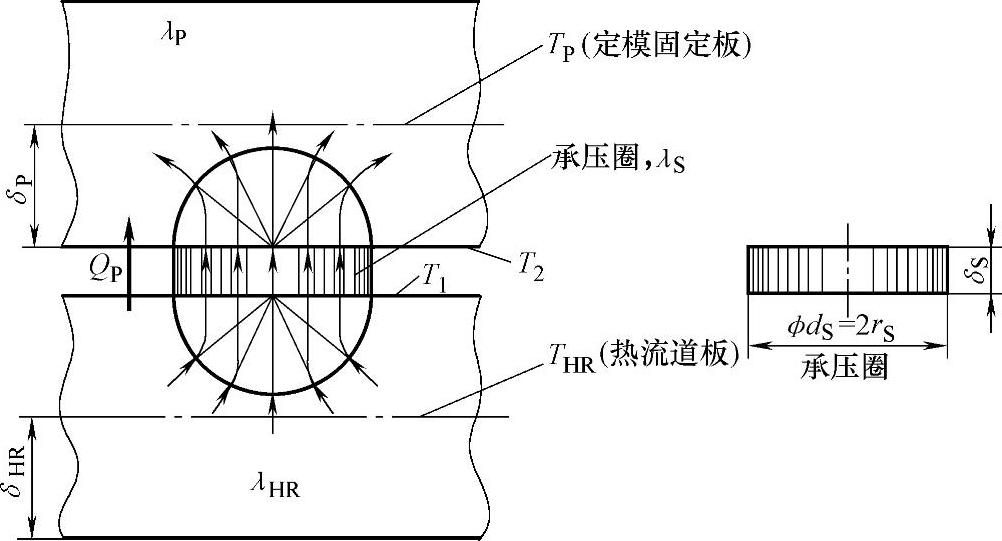
图7-41 流道板通过承压圈向定模固定板的热量传递
2δP—定模固定板厚度 2δHR—流道板厚度 δS—承压圈厚度 dS—承压圈直径 rS—承压圈半径
曲线 为104~105s-1时n=0.2 曲线
为104~105s-1时n=0.2 曲线 为104~105s-1时n=0.35 曲线
为104~105s-1时n=0.35 曲线 为104~105s-1时n=0.75
为104~105s-1时n=0.75
在流道板中热损耗QP的计算式为

承压圈的传热面积AS=πr2,在承压圈中热损耗QP的计算式为

在定模固定板中热损耗QP的计算式为

式(7-8a)~式(7-8c)联立,消去T1和T2,得承压圈系统中热损耗QP的计算式

式中 λHR——流道板钢材的热导率[W/(m·℃)],见表4-2和表8-4;
λP——定模固定板钢材的热导率[W/(m·℃)];
λS——承压圈材料的热导率[W/(m·℃)],见表7-15。
式(7-9)与式(8-3)计算的热损耗结果相比,前者略小些,但较为精确。(https://www.xing528.com)
钢、钛合金和陶瓷三种材料的热导率见表7-15。由这三种材料制造的承压圈的结构尺寸相同,承压圈半径rS=15mm,承压圈厚度δS=5mm,定模固定板厚度和流道板厚度2δP=2δHR=40mm。流道板温度THR=250℃,定模固定板温度TP=50℃。
代入式(7-9)后计算得钢制承压圈在系统中的热损耗QP=485W;钛合金承压圈的热损耗QP=158W,是钢的32.5%;陶瓷承压圈的热损耗QP=79W,是钢的16.3%。
表7-15 三种材料承压圈的性能

承压圈圆柱体在压力F下的弹性压缩量为

同样的承压圈用钢和钛合金制造,可得钛合金的压缩变形量是钢的一半,即
说明钛合金承压圈不但线胀系数小,而且弹性变形量小。热流道中用钛合金做承压圈已很普遍。
由承压圈热损耗式(7-8b)(其中T1-T2用ΔT表示)
可知对于一定材料的λS和温差ΔT,可减小热损耗
在承压圈的几何形体和尺寸设计时,为减小接触面积AS,考虑用管状圈。图7-42b和图7-42c所示的承压圈可有效减小接触面积,但提高了加工成本。
图7-42d增加了承压圈的厚度δS,常用于中央定位支承垫。支承圈直径dS=30mm,管壁厚为4mm,厚度δS=50mm时,AS/δS=6.5mm,同样的直径和管壁厚,其热损耗Qp是厚度δS=5mm时的0.1倍。若用耐热阻热钢管两端配合压入到板上的孔中,则这两端的配合加工较难。图7-42d所示的承压圈只有一端靠配合嵌入底圈,另一端用钢管支撑,再用弹性销对中固定在流道板上。
图7-42e所示为用陶瓷材料制作的承压圈。由于承压圈在流道板上受到热膨胀后的压力和剪切力,易发生脆裂,故要用强度低的韧性钢材做它的滑动座板。滑动座板的加工比陶瓷片方便得多。这种串联两种材料的承压圈,可用式(4-8)计算热导率。图7-42f所示为用盘簧替代实心的承压圈。利用盘簧的弹力可防止流道板与喷嘴的接触面之间泄漏塑料熔体。此外,还有用端面滚针轴承替代承压圈的,其特点是接触面积小,热损耗低。
承压圈的安装方法如图7-43所示。图7-43a和b所示的安装方法分别是用销钉和沉头螺钉固定,热损耗较大,加工也不方便。图7-43c所示的安装方法是用弹性销固定,结构较简单,热损耗较小。
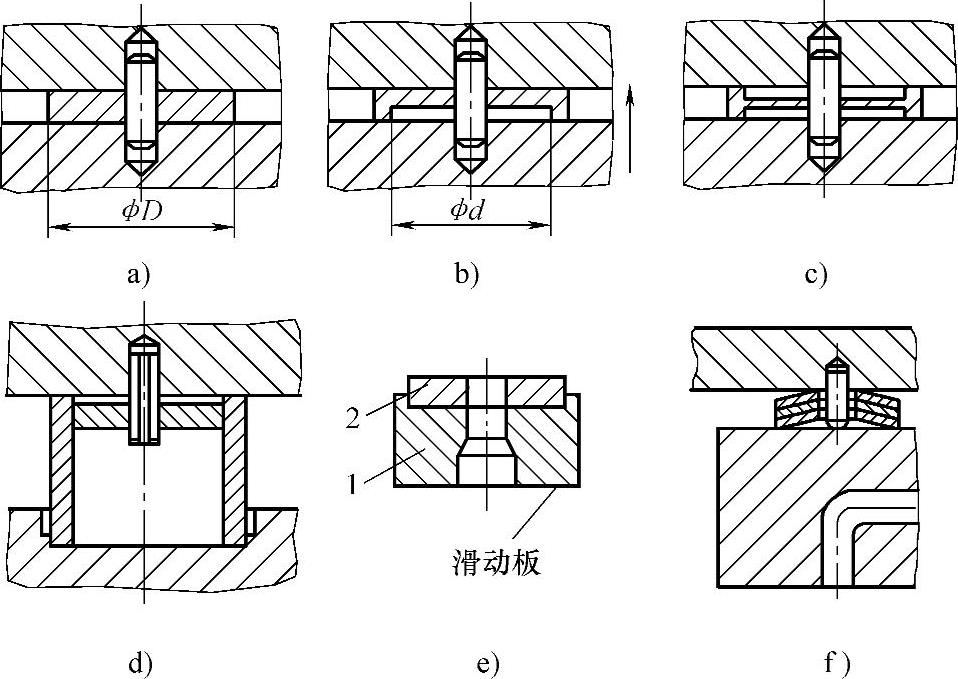
图7-42 六种承压圈的结构
a)实心 b)一端中空 c)两端中空 d)厚钢管 e)陶瓷与滑动板 f)弹簧板
1—钢 2—陶瓷
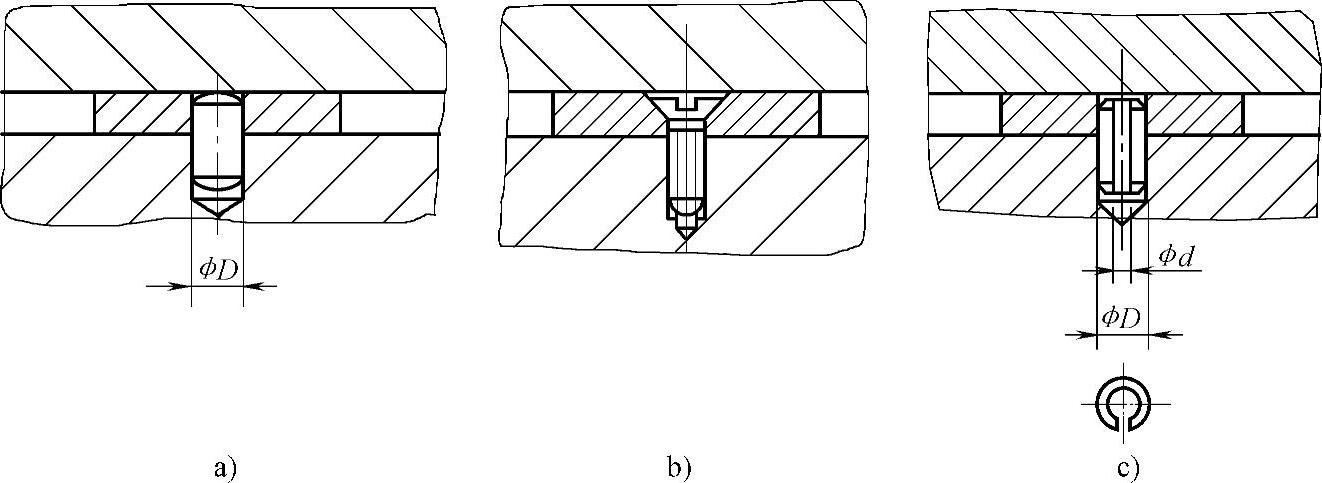
图7-43 承压圈的安装方法
a)销钉固定 b)沉头螺钉固定 c)弹性销套固定
3.旋塞
旋塞在流道的末端,用来改变塑料熔体的方向。旋塞必须防止泄漏,要求转角处无滞留塑料的死角,因为在滞留区的塑料加热时间长,会降解变色。旋塞大多用螺纹连接,可以拆卸更换。如果用焊接的方法固定,在高压下会泄漏。
图7-44所示为流道转角的六种旋塞结构。图7-44a所示为密封圆柱的前平面,图上箭头所指位置为滞留区,此密封塞的配合是H7/n6。图7-44b所示为将密封塞的工作面加工成凹圆球,其能使塑料熔体拐弯的流动畅快,但在箭头所指的尖角位置有熔体滞留。图7-44c所示的结构是将密封塞作为流道转角的一部分,它与流道的配合接触面上会有塑料滞留。图7-44d所示的结构为图7-44c的改进,接触面在直流道上,只要制造精良,不会有滞留。图7-44a~图7-44d所示的四种密封塞的后面虽有螺纹旋塞固紧,但在高压塑料熔体冲刷下,密封塞会自转。塑料熔体对圆柱密封塞有强力的摩擦力矩,必须加装销钉或螺钉止转。图7-44e所示的密封塞为圆锥柱体,背面上有螺纹孔供拆卸用。密封塞前端为圆平面,不需要止转。熔体流动速率较低时转角上有环流,阻力较大,也会有滞留。密封塞不能用铜或铜合金制造。图7-44f所示为较好的旋塞密封,熔体拐转流动的阻力最小,无滞留,只要装配时对准,不需要止转,但加工零件多,成本高。
图7-44 流道转角的六种旋塞结构
a)平面密封塞 b)球面密封塞 c)角球面密封塞 d)流道密封塞 e)锥形密封塞 f)锥形流道密封塞
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。