



热流道针阀式喷嘴在塑料注射模塑生产中的应用日益广泛。但特殊结构注塑件需要喷嘴斜向注射。为此,必须改造流道板和针阀式喷嘴的设计。
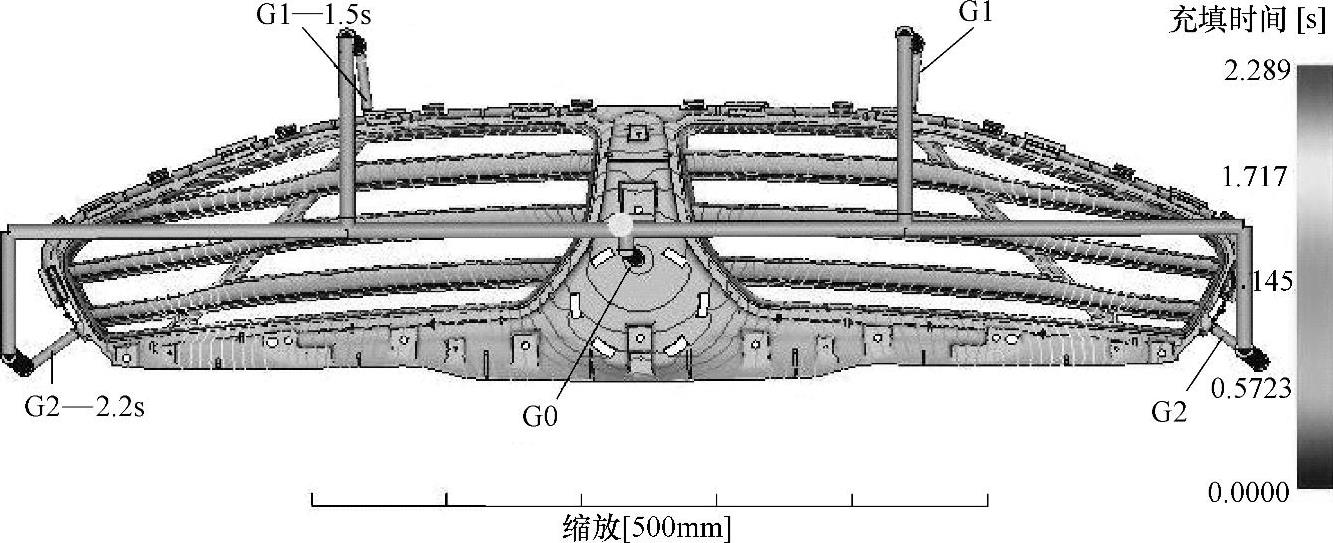
图7-18 轿车散热栅条板的时间程序控制的注射
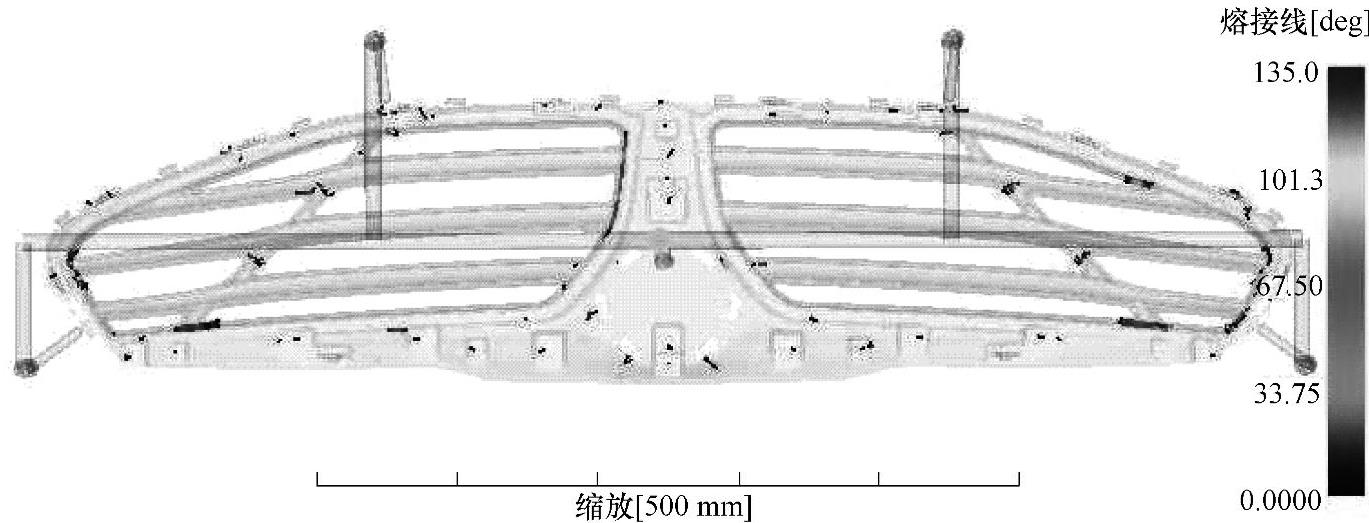
图7-19 轿车散热栅条板上的熔合缝
1.针阀式喷嘴斜向注射技术背景
传统的热流道系统中,流道板与针阀式分喷嘴之间压紧连接,再将流道板用螺钉连接定模,也就是把喷嘴压紧到定模。此时,喷嘴的驱动气缸或液压缸安装在定模固定板里。近年来,整体式热流道系统中的喷嘴和流道板用螺纹连接,排除了两者的接触面上泄漏熔体的可能。此时,气缸或液压缸被直接安装在流道板上。因此,有了实现针阀式分喷嘴斜向注射技术的积累。
图7-20中所示的香蕉形状的PMMA塑料制件,尺寸为420mm×30mm×(2~16)mm。客户要求针阀式分喷嘴垂直注射在注塑件的斜平面上,并且是一模二腔。制件宽底上有深槽,两排型芯的脱模方向应与开模方向一致,势必要使成型表面与开模方向成40°斜角。这里介绍的采用图7-20所示的一模二件斜射的针阀式喷嘴的热流道系统结构紧凑,注射模的模板面积为650mm×380mm。
喷嘴头轴线与成型塑料件表面成斜角,会使浇口冻结不稳定,形成较大的浇口凝料,痕迹异常不规则。针阀式喷嘴浇口位置与成型件表面成斜角,喷嘴头外的浇口区壁厚不一致,不对称,浇口冷却不均衡,且喷嘴头的刚度差,影响圆柱面的封胶。如图7-21所示的大曲面塑料件,圆弧曲面上的注射喷嘴轴线应该在法线方向,要用4~6个斜射的针阀式喷嘴。
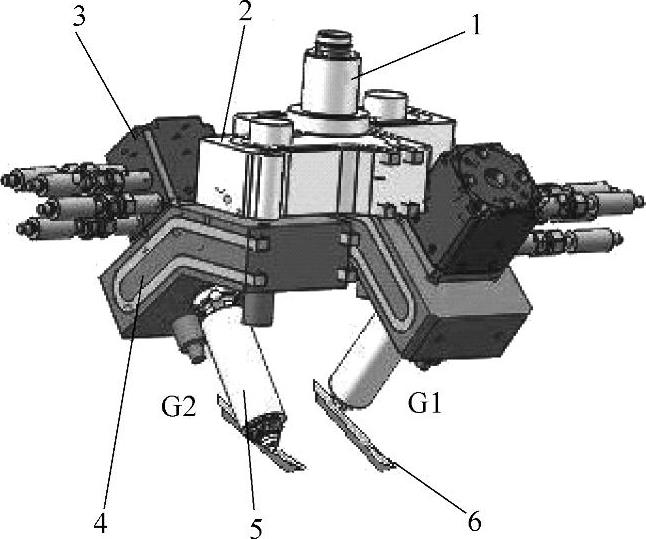
图7-20 一模二件斜射的针阀式喷嘴
1—主流道喷嘴 2—流道平板 3—气缸 4—流道侧弯板 5—针阀式喷嘴 6—注塑件
图7-21 用斜射的针阀式喷嘴注射的大曲面塑料件
2.流道板的双层结构设计
如图7-20所示,流道平板2接受主流道喷嘴的塑料熔体,分配到两块流道侧弯板4的流道,斜向50°的平台上安装针阀式喷嘴5。
双层的流道板与斜置的针阀式喷嘴使热流道系统的结构复杂,如果体积庞大,将会造成系统加热功率消耗多,流道板的热膨胀量过大。为此,三块流道板设计成三维的交错布置,两喷嘴相向斜置。如图7-20所示,喷嘴头在前后两个平面,流道平板曲折布局。
(1)流道平板结构 如图7-22所示,流道平板3的流道拐弯和衔接采用镶嵌件,镶嵌件有平直流道镶件5和直角弯流道镶件7。弯流道曲面经球头铣刀加工,光滑曲面降低了熔体的流动阻力。圆柱镶件的直径对孔有0.06~0.08mm的过盈量。镶件在液态氮中冷却0.5h。同时将40Cr13流道板电加热到450℃,装配后冷缩紧密,防漏可靠。流道板侧面不用螺塞封堵。
在四个弯道镶件上有四个钛合金隔热块4和6,它们和隔热垫8及流道侧弯板一起,利用热膨胀应力将双层的流道板压紧在定模板和定模固定板之间。两层流道板之间气隙隔热。三块流道板是单独的加热区。
在室温下,由两个紧固螺钉12把流道平板与两块流道侧弯板连接在一起,流道平板上中央定位销9固定在定模,再用止转销10对流道侧弯板定位。流道平板3的横向热膨胀量对下层流道侧板影响被减少。
受形状尺寸制约,在流道平板两面加热布局困难。为了减少定模固定板的厚度,强化主流道喷嘴1的加热功率,将主射嘴伸出定模外,流道平板嵌入到定模固定板里。
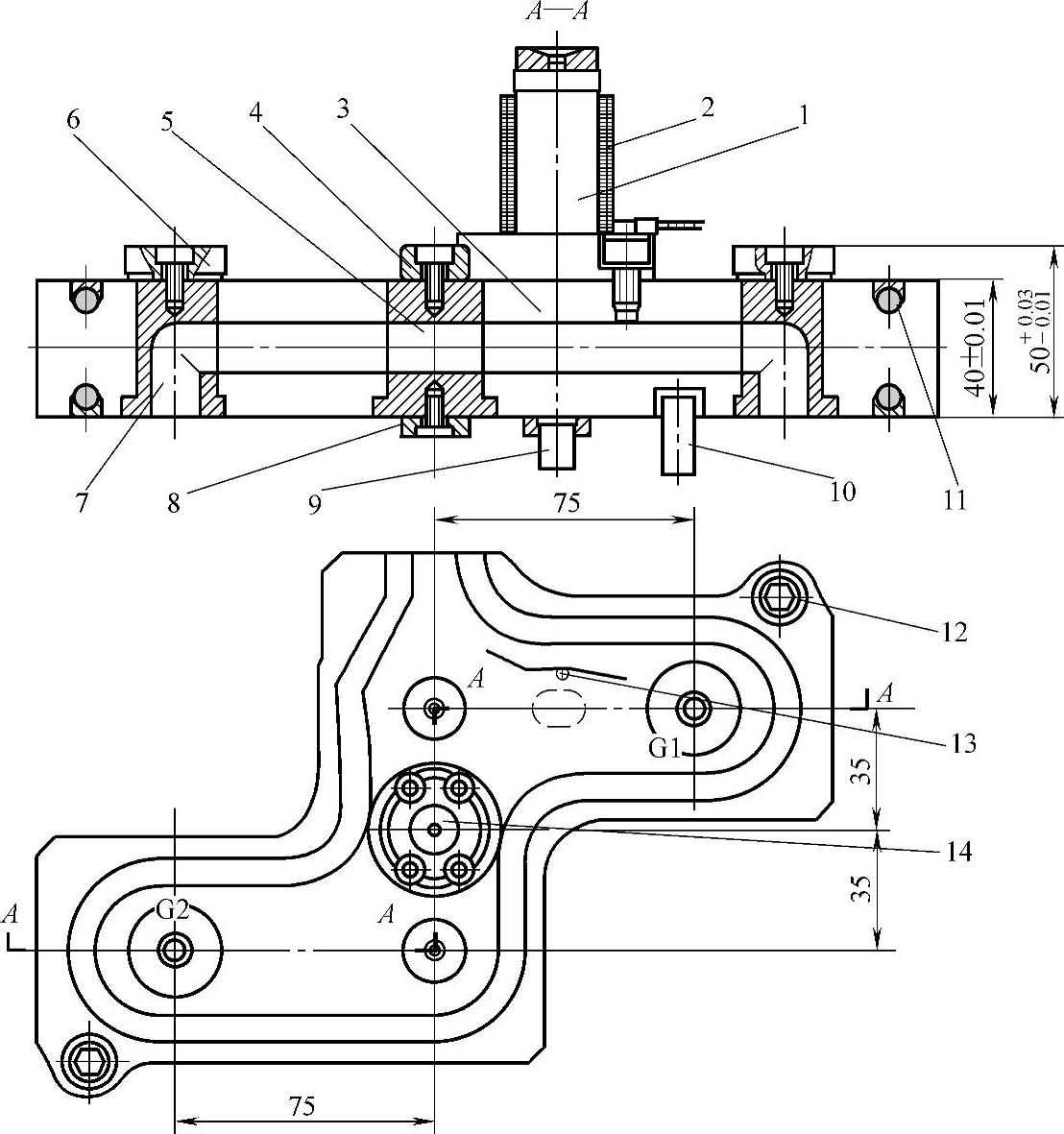
图7-22 针阀式喷嘴头与成型面成斜角
1—主流道喷嘴 2—主喷嘴加热器 3—流道平板 4—隔热块 5—平直流道镶件 6—大隔热块 7—直角弯流道镶件 8—隔热垫 9—中央定位销 10—止转销 11—流道板加热弯管 12—紧固螺钉 13—热电偶 14—主流道射入圈(https://www.xing528.com)
(2)流道侧板结构 如图7-23所示,流道侧弯板10与流道平板9的两层之间有绝热气隙5mm,间隔的垫块用钛合金制造。流道侧弯板用定位销3固定在定模板上,由隔热垫12的位置到喷嘴,在流道侧板的悬臂尺寸才68mm。注射点浇口在主流道喷嘴下方,因此注射点横向膨胀量影响很小。塑料熔体几经Z形弯绕流动,注入针阀式喷嘴的流道。流道两端用螺塞封堵。
在隔热垫12的轴线方向,两块流道板和三个隔热块的纵向热膨胀将它们压紧在定模固定板8和定模板13之间。在室温下安装时,隔热块与定模固定板8之间留有0.02~0.05mm的空隙。
流道侧弯板10只能在两个侧平面加热,作为独立加热区有热电偶测温。加热导线和热电偶引线集束在不锈钢框管里并连接到模具外壁的接插件上。
(3)针阀式喷嘴设计的改进 将斜向注射应用到整体式热流道技术,要解决高温流道与定模板温差造成的喷嘴弯曲变形,要能调节圆锥头阀针的轴向位置,要防止流道板的热量传递给活塞与缸体上的橡胶密封圈。
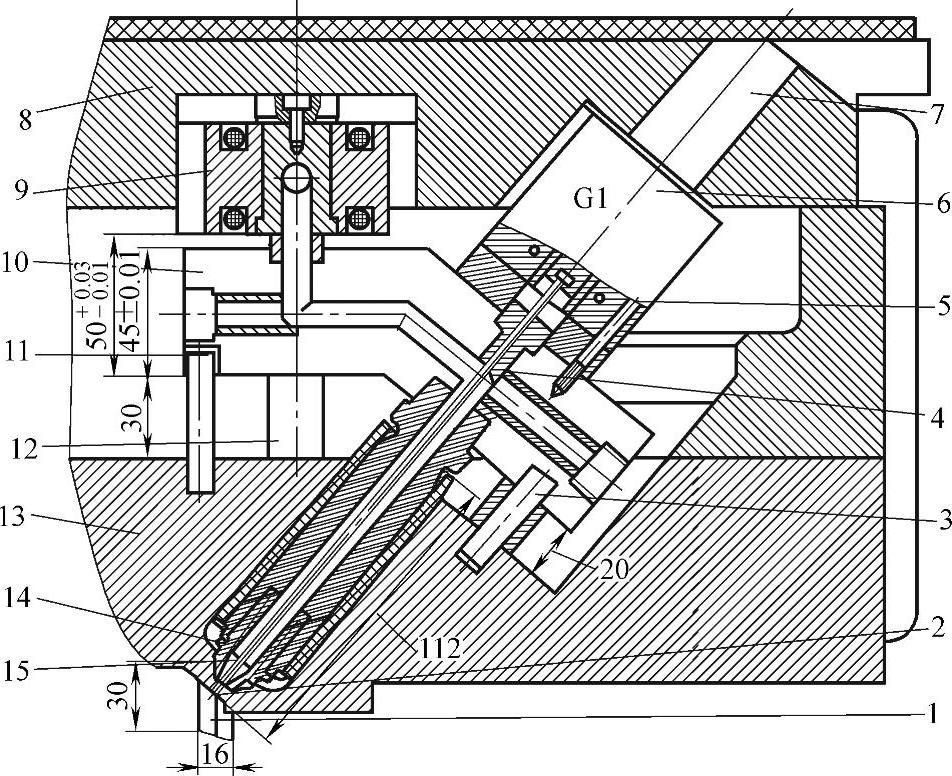
图7-23 双层喷嘴和针阀式喷嘴
1—动模型芯 2—注塑件 3—定位销 4—导滑套 5—冷却管道 6—气动或液压驱动缸 7—阀针位置调节开孔 8—定模固定板 9—流道平板 10—流道侧弯板 11—止转销 12—隔热垫 13—定模板 14—喷嘴头 15—阀针
1)如图7-23所示,对整体式热流道的针阀式喷嘴,喷嘴壳体与流道板间的螺纹连接应该可靠。在喷嘴螺纹连接段外加工周向凹槽,可提高壳体轴线方向的弯曲柔度。
2)圆锥头阀针与浇口孔的载荷越小越好。要实现双重配合,阀针的轴向位置应能够调节并锁紧。
3)如图6-42所示,固定在流道板上的液压驱动缸或气缸的钛合金底板与流道板隔热。该底板加工有大面积凹槽,用气隙绝热,在缸体底部位置还有冷却循环水降温。缸的温度不能超过45℃。
3.汽车座椅板的斜向喷嘴注射
有两只汽车座椅板用聚丙烯PP的30%玻璃纤维增强注射模塑。椅板长773mm,宽486mm,高548mm,平均壁厚为2.2mm。两只汽车座椅板结构有差别,在同一模具里用整体式斜向针阀式喷嘴注射成型。
图7-24所示为两座椅板的斜向喷嘴注射充模。两塑件型腔的注射量为2670cm3,熔体温度为260℃,模具温度为65℃。6个圆锥头针阀式喷嘴按时间程序遂次开启,中央G1和G2喷嘴首先开启,G3和G4喷嘴延迟1.75s开启,最后G5和G6喷嘴延迟2.60s开启注射。注射时保持料流前锋有足够温度,避免连续的熔合缝生成。高黏度熔体的长流程流动充模需要注射压力90MPa,最大锁模力32MN。
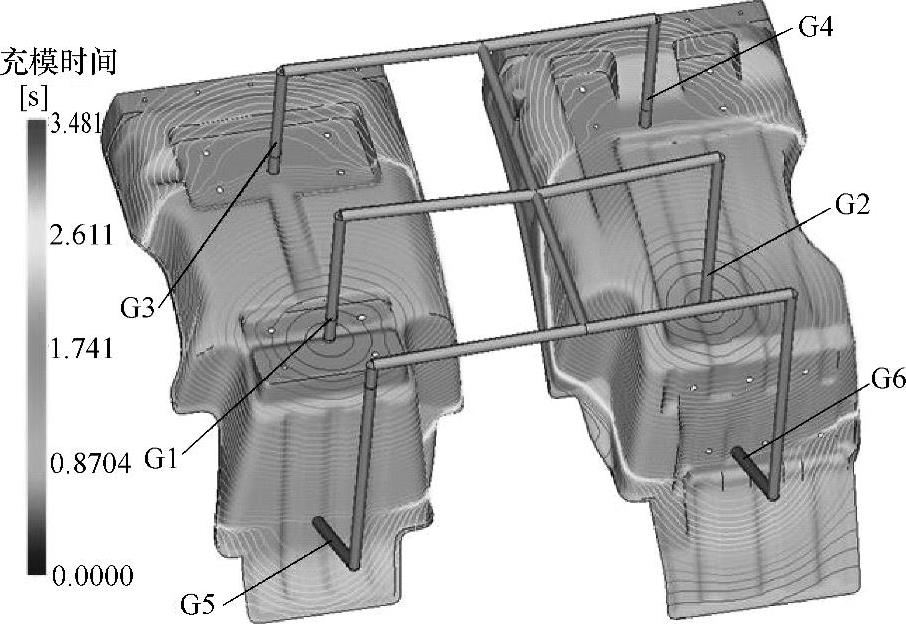
图7-24 两座椅板的斜向喷嘴注射充模
图7-25所示为斜向喷嘴注射两座椅板的热流道系统。流道板1有8个电加热区。注入主流道喷嘴的塑料熔体经流道板分流。熔体经两个加热的流道筒2和两个加热的流道块4几经转向。G5和G6喷嘴以不同斜角侧向注入两个椅背。G5和G6喷嘴螺纹连接流道块4,流道筒2螺纹连接流道板1。两个液压缸3安装在流道块上,有良好的绝热和冷却措施。6个圆锥头针阀式喷嘴的阀针的轴向位置可调节。
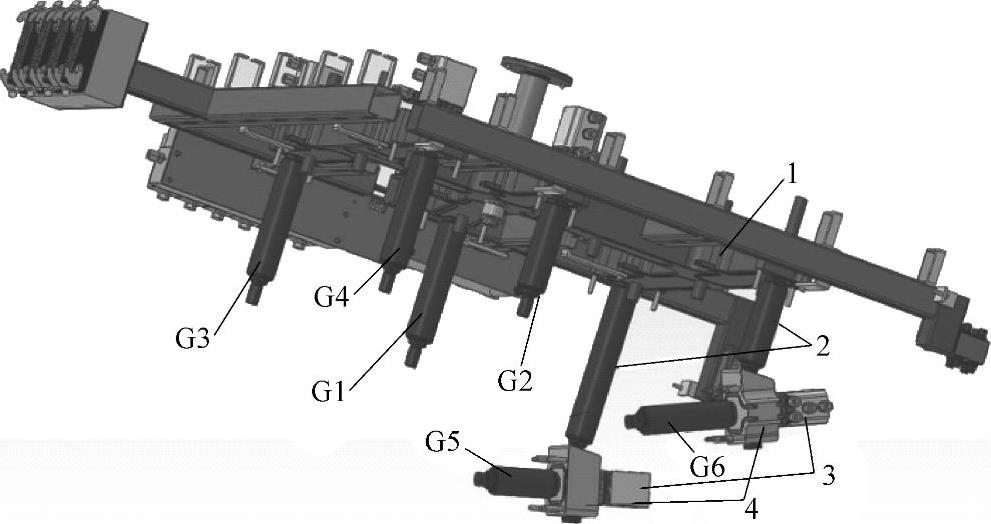
图7-25 斜向喷嘴注射两座椅板的热流道系统
1—流道板 2—流道筒 3—液压缸 4—流道块
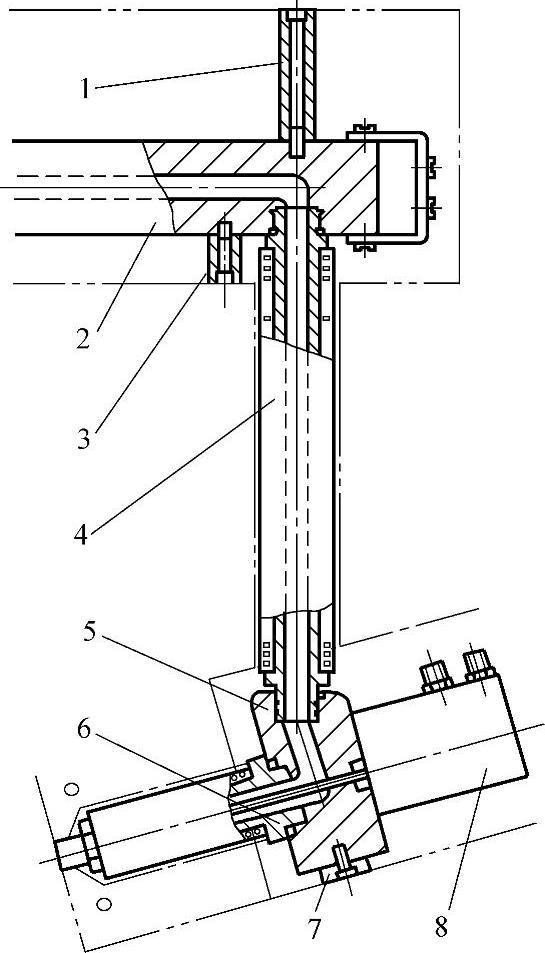
图7-26 流道筒与流道板的螺纹连接和热补偿
1—支承柱 2—流道板 3—承压垫 4—流道筒 5—流道块 6—针阀式喷嘴 7—支承垫 8—液压缸
如图7-26所示,流道板2被支承柱1和承压垫3刚性支撑。加热流道筒4通过螺纹连接到流道板2。流道板的横向热膨胀量由流道筒的轴向弯曲变形补偿。流道块5被支承垫7紧靠,流道筒的另一端紧配在流道块中。流道筒的配合柱面上有密封槽,与流道块间有轴向补偿的间隙。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。