



对于一模单腔的多注射点的流变学平衡,必须进行计算机的流动充模模拟。在完成浇注系统和注塑件的计算机造型后,以该塑料品种和选定的注射工艺,进行流动充模、压力和温度分布、熔合缝和气囊的分析,检查各注射点的流程,判别熔合缝的位置是否合理;然后,反复修改流道造型,改变注射点的数目和位置,修正流道直径,以减少熔合缝的数目和长度,避免料流熔合在低温位置或者制件强度薄弱的位置。这项热流道系统的设计过程是费时和困难的,而且对多喷嘴形成的熔合缝是无法消除的。但如果用针阀式喷嘴与时间程序控制器联动,这项工作就易于实现了。
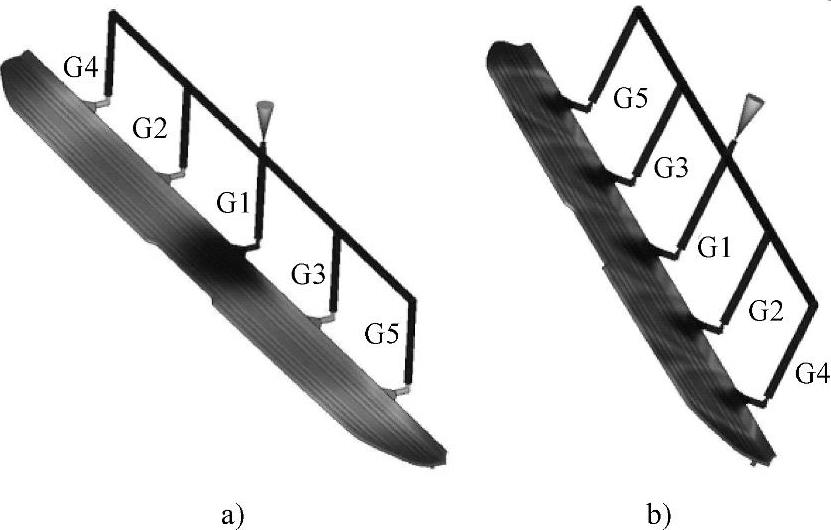
图7-15 长垫板的时间程序控制的注射
a)针阀式喷嘴与时间程序控制器联动 b)五喷嘴充填
1.长板条的无缝注射
图7-15所示的汽车长垫板长825mm,宽142mm,板厚2mm,长垫板体积为755cm3。制造垫板用的聚丙烯PP用25%玻璃纤维增强并用15%矿物粉充填,固态密度为1.23g/cm3,230℃时MFR=23g/10min。注射模是一模二件对称布局。为了减少有限元单元的数目,只流动分析一个塑料件。
图7-15b和图7-16b所示为五个开放式喷嘴同时充模,注塑件中的熔合缝较多,两喷嘴料流间会有较长横穿宽度的熔合缝。实验数据表明,PP用20%玻璃纤维增强时,有缝区域的力学性能是无缝材料的47%。此充模方案的优点是料流前锋的温度较高,注射充填后的温度分布较均匀。
图7-15a所示的长垫板上有五个阀针控制启闭的喷嘴。流动分析的注射充模时间是2.1s。G1喷嘴的阀针开启时间设为0,与注射机螺杆推进同步,G2和G3阀针开启时间设为0.8s,G4和G5阀针开启时间设为1.3s。快速充模流动分析结果是,最大注塑压力为49MPa,最大锁模力为4310kN。图7-16a所示长垫板上的熔合缝比图7-16b少许多,垫板的强度和刚度因此有了保证。但是,这种侧向冷流道和浇口的布局有缺点,冷流道中的气体会夹在两料流之间,在G4和G5的扇形浇口附近的熔合缝很难消除。
2.时间程序控制器
时间程序控制器用于针阀式多喷嘴的热流道系统,它有下述功能:
①消除注射成型制件上的熔合缝,对薄壁细长塑件注射,提高制件的抗弯强度。
②通过对每一个浇口的注射量的调节,调整熔合缝位置和走向,避免可见熔接痕和流动痕迹,改善制塑件品质。
③控制各个浇口的开闭时间和顺序,实现平衡浇注,保证一模多个大小型腔的注射充填。各浇口不是同时开放,可降低所需锁模力。
④控制保压补缩的时间,可提高厚壁注塑件的材料密度,并可保证一模多腔成型制件的一致性。(https://www.xing528.com)
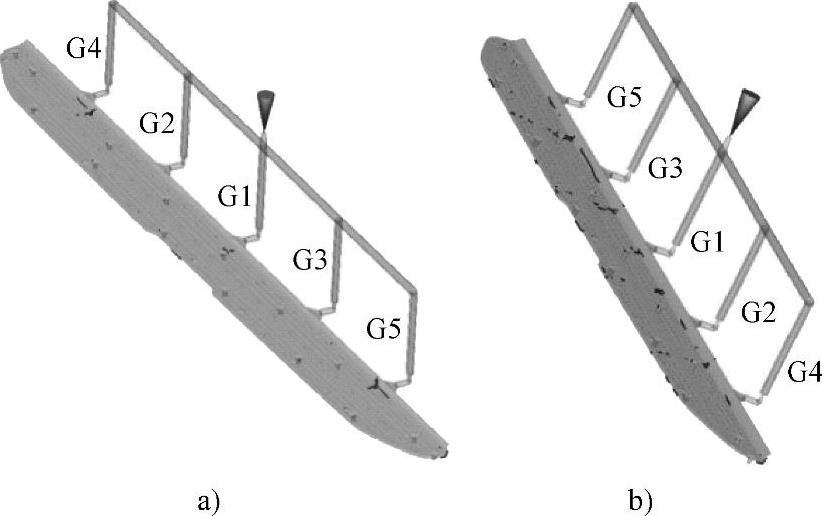
图7-16 注射模塑长垫板的熔合缝
a)针阀式喷嘴与时间程序控制器联动 b)五喷嘴充填
图7-17a所示为箱式时间程序控制器,其每个面板盒控制一个阀针的启闭动作。面板上可操作设置延迟开启时间t1和阀针开启时段t2。面板上有数据显示,并有手控开关。每个时间控制箱有6~8个板盒。图7-17b所示为板式时间程序控制器,其是新型电子仪表,8个阀针启闭时间的设置和显示集成在电子触摸屏上。
时间程序控制器接受注射机的开始注射时间信号t0,和注射保压终止信号te。它的载体可以是直流24V、交流110V/220V或开关信号。它的输出可以是直流24V或交流110V/220V,用以驱动电磁阀实现气体或液压介质的换向。
控制器可控时间精度有0.1s或0.01s可选。每个针阀式喷嘴延迟开启时间t1和阀针开启时段t2,有两段和四段定时两种控制模式。控制器设定时间与注射时间信号t0和终止时间信号te的关系又有A和B两种控制模式。
①两段定时控制模式。在注射机注射时段t0-te内,只有t1和t2两个时段。A模式是t1+t2时段,超出te时间,由te时间信息关闭阀针。B模式是终止时间t2关闭阀针,与te时间信息无关。
②四段定时控制模式。在注射机注射时段t0-te内有两次启闭、两个t1和t2,共四个时段。A模式是t1+t2+t1+t2时段超出te时间,由te时间信号关闭阀针。B模式是终止时间t2关闭阀针,与te时间信号无关。
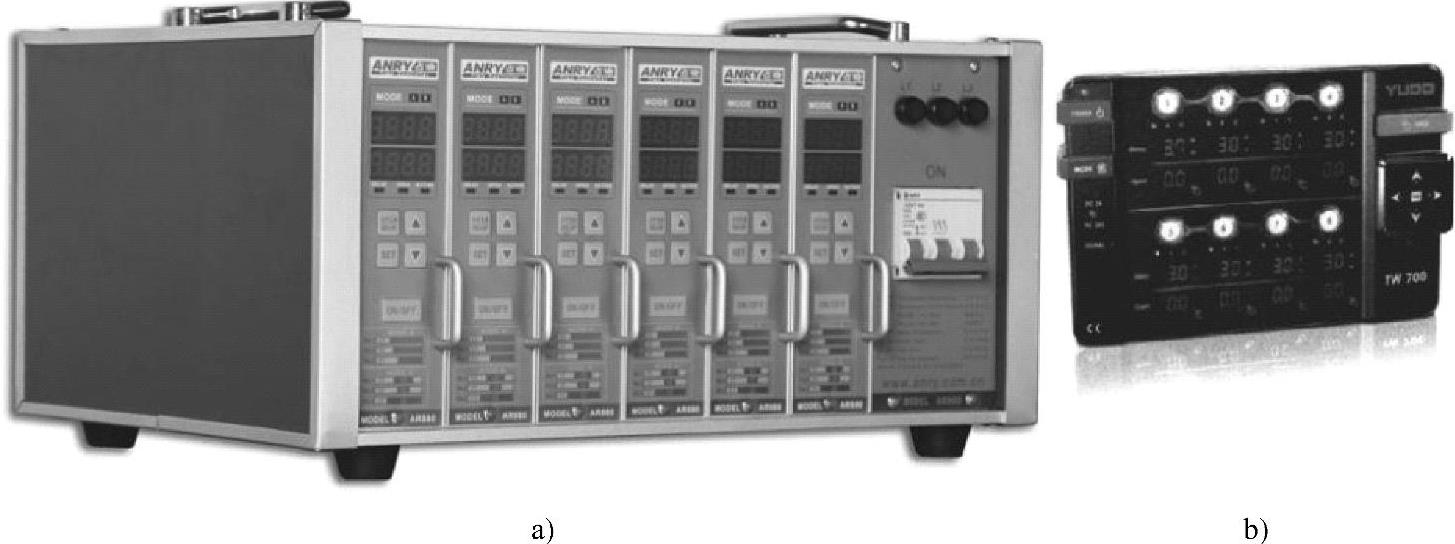
图7-17 时间程序控制器
a)箱式时间程序控制器 b)板式时间程序控制器
3.轿车散热栅条板注射
图7-18所示的轿车散热栅条板长896mm,宽206mm,高144mm,壁厚为3mm,其体积为717cm3。该制件用ABS注射生产,熔体温度为230℃,模具温度为60℃。喷嘴G0距主流道喷嘴很近,与驱动气缸或液压缸有干涉,不能采用针阀式喷嘴。两个G1针阀式喷嘴在1.5s开启,熔料射入纵向两根撑条。两个G2针阀式喷嘴在2.2s开启,少量注射推进并提供充分保压补缩,将熔合缝推向板条的里侧,强化了栅条板两侧。流动分析结果是,最大注射压力为81MPa,最大锁模力为5120kN,浇口处最高剪切速率为46700s-1。图7-19所示为计算机模拟的轿车散热栅条板上的熔合缝。其熔合痕较短小,方向多变,在栅条上没有贯穿的熔合缝,允许电镀修饰处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。