



针阀式喷嘴的驱动装置有弹簧、气缸、液压缸和电动机四种。
(1)弹簧驱动 图6-41所示为弹簧驱动的阀针,这是一种最简单最价廉的驱动方式。流道板上螺纹连接喷嘴,弹簧放置在流道板一侧的定模固定板上,可直接驱动阀针。
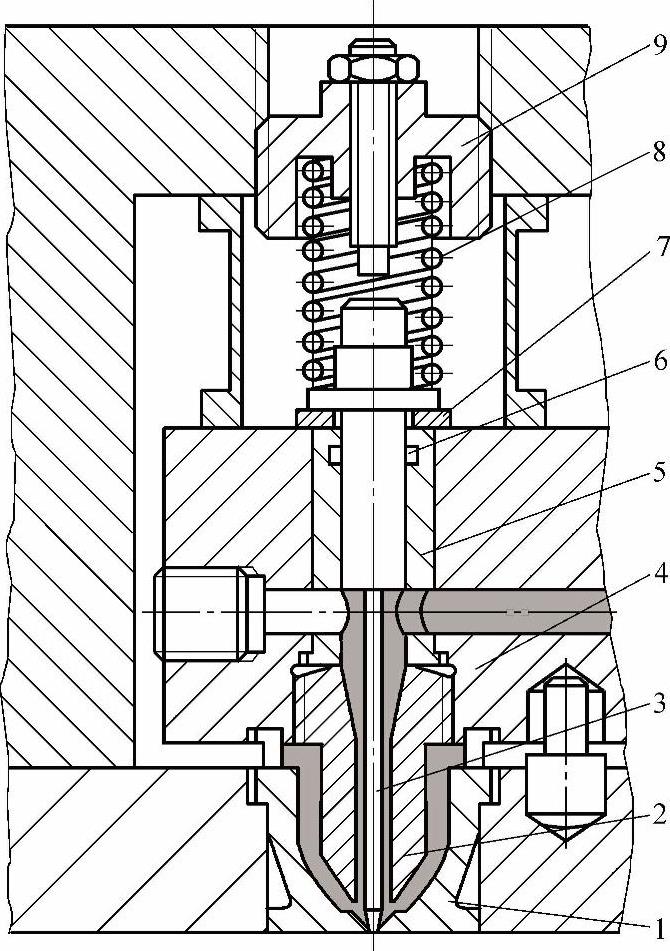
图6-41 预紧弹簧驱动的阀针
1—浇口套 2—铍青铜导热套 3—阀针 4—流道板 5—阀针的导套 6—排气槽 7—阀针位置调节垫片 8—弹簧 9—弹簧预紧力调节螺杆头
当注射机施加的注射压力骤然上升时,压力熔体使弹簧8压缩,阀针3开启。保压结束后,熔体压力下降,弹簧力驱使柱销闭合浇口。另外,图示喷嘴并无电加热,铍青铜导热套2从流道板4传热。喷嘴和阀针长度受到限制。
阀针对浇口的闭合力约160MPa,在8MPa的熔体压力下就可以开启阀针。流道板温度超过300℃时有过大的热膨胀效应,熔体的高压决定了弹簧的闭合力。阀针运动的摩擦阻力与配合精度等有关。图6-41中所示的阀针3与阀针的导套5之间的配合建议采用H6/g6。阀针的导套5的内径为10~18mm才有足够退针力。关闭时阀针由弹簧力直接作用,还受到熔体压力和塑料熔体黏滞力的阻力。弹簧预紧力必须可以调节,以保证在成型的冷却阶段阀针闭合可靠稳定,尤其是在多喷嘴注射时,保证各注射点有相当的启闭条件。
弹簧驱动依靠注射压力启闭阀针。与浇口热力闭合相比,它免除了冷模具对浇口启闭的影响,但弹簧驱动的阀针启闭仍然是不可控制的。由于传递过程的压力降不均匀,各段流道的熔体压力不相同,故多型腔流道板的,各注射点浇口的启闭是不同步的,会影响各型腔成型制品的一致性。因此,弹簧驱动的喷嘴很少使用。
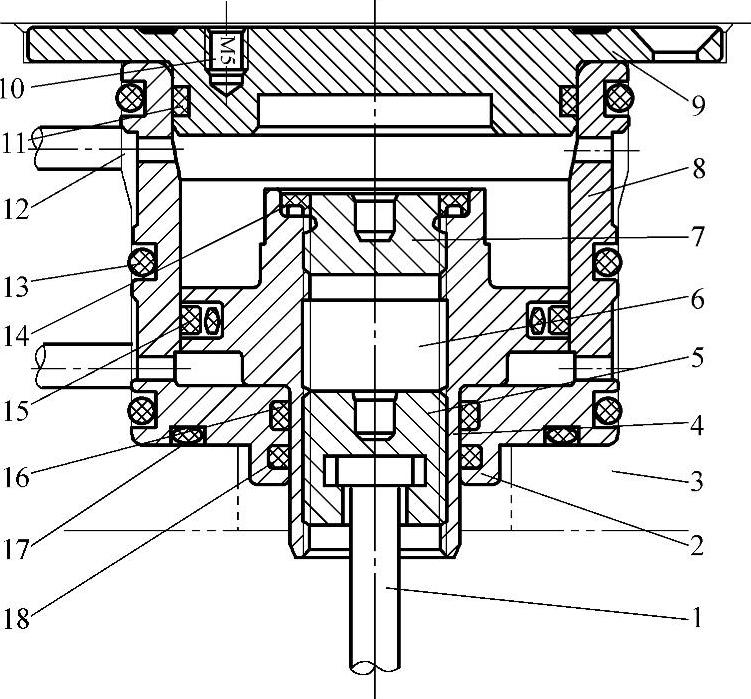
图6-42 气缸驱动的针阀式喷嘴
1—阀针 2—缸底盖 3—定模固定板 4—活塞 5—装针螺杆 6—锁紧螺钉 7—封盖螺钉 8—缸壳体 9—缸盖 10—吊盖螺钉 11、17—缸盖O形圈 12—冷却双管套 13—缸体O形圈 14—活塞头密封环 15—活塞密封圈(格兰圈) 16—导向环 18—活塞O形圈
(2)气缸驱动 气动针阀式喷嘴的阀针需独立的控制,如图6-42所示。通常缸体设置在定模固定板上,需要较大空间来安装缸体。定模固定板上还开设冷却介质管道,在模板温度较高时进行冷却,以防止气缸里密封圈热老化。气动针阀式喷嘴主要用于低压注射的中低黏度的塑料,它有较清洁的生产环境,没有油雾和漏油,可以有比液压缸更高的工作温度。
气缸驱动比液压驱动简单,且单喷嘴的气缸是不冷却的。多喷嘴的气缸如果对高温流道板的隔热有效,也有不冷却的。使用的气压管路的标准压力为0.6MPa。如图6-42所示,多喷嘴气缸壳体外有进出气管和冷却双管套12,其用三个O形圆阻隔密封,它们与冷却水管交叉避让。阀针1装在装针螺杆5中(阀针头的闭合位置可微调),用锁紧螺钉6锁紧。这种阀针轴向位置的螺纹调整机构将替代图6-9上的垫圈调节。
(3)液压驱动 气动和液压通用的驱动缸如图6-43所示。阀针的驱动缸安装在流道板上,由四个固定螺钉8紧固。驱动缸的钛合金底板10与流道板隔热。该底板加工有大面积凹槽,用气隙绝热。在缸体7底部位置还有冷却循环水的管道降温。阀针在流道板的流道里做直线运动。温度变化会引起阀针偏移和弯曲。驱动缸的温度不能超过55℃,温度过高会损耗密封圈并引起漏油。
图6-43所示的驱动缸用液压驱动,油压通常为2~8MPa,需专门液压泵或注射机的液压油推动液压缸的活塞。热流道控制系统与液压缸的液压电磁阀连接,靠油路的换向驱动活塞与阀针的开合。注射机的控制系统又与热流道控制系统相连接。
如果设计液压缸的活塞直径为35mm、液压油压力为5MPa时,则阀针可以获得4810N的闭合力。如果设计液压缸的活塞直径为50mm,液压油压力为5MPa,则阀针可以获得11800N的闭合力。液压驱动适合高压注射,适用于高黏度塑料熔体,有足够大的闭合锁紧力,也适用于单活塞、多阀针的同步驱动,如制成三针或四针喷嘴。
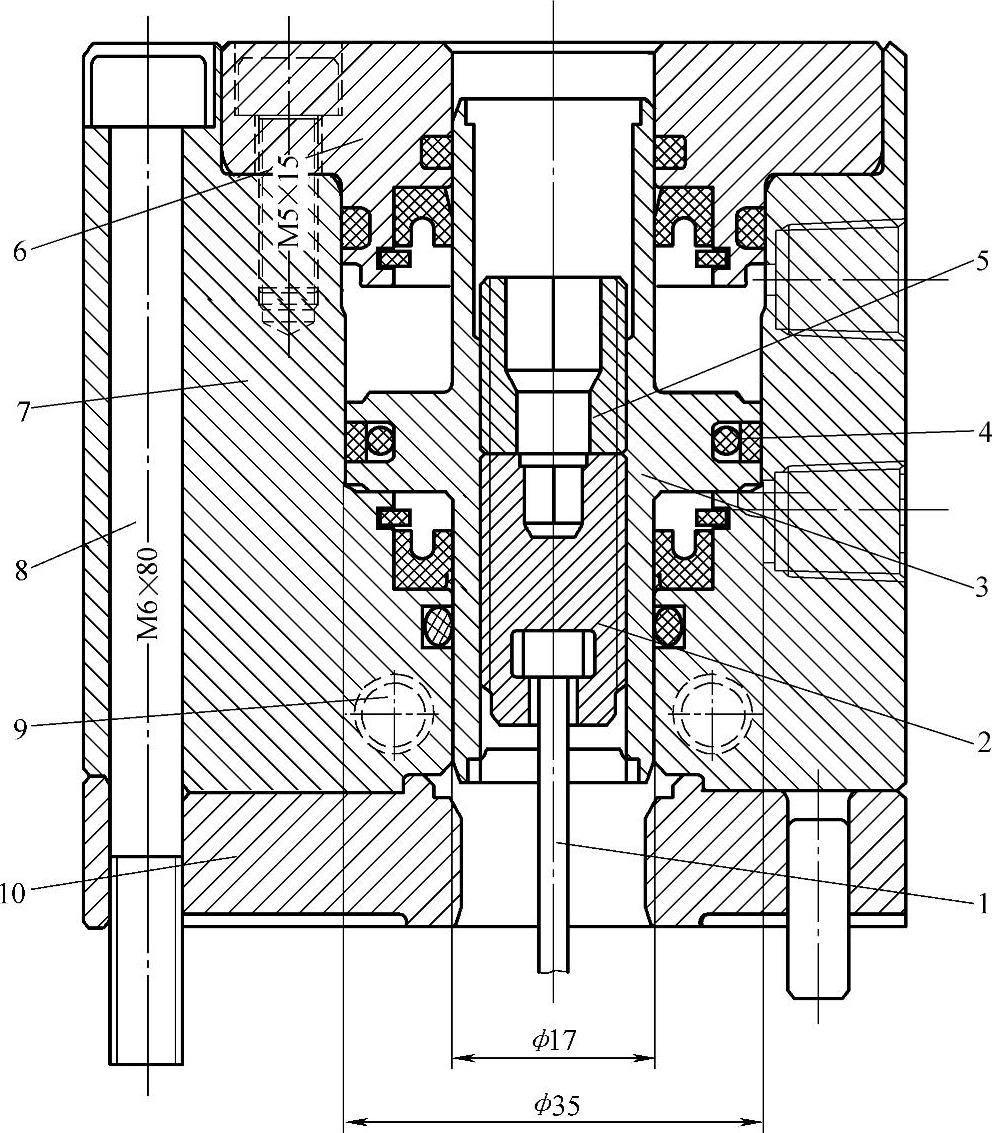
图6-43 固定在流道板上的液压驱动缸(https://www.xing528.com)
1—阀针 2—装针螺杆 3—活塞 4—活塞密封圈(格来圈) 5—锁紧螺钉 6—通孔缸盖 7—缸体 8—固定螺钉 9—冷却管道 10—钛合金底板
圆锥浇口的闭合密封有效,但阀针闭合的轴向位置需要精细的调节。如图6-43所示,在阀针1闭合时,活塞3与缸体7端面间没有间隙,此时阀针圆锥头与浇口锥孔间也无间隙,圆锥洞口处于静不定状态,双重配合作用面不可能有相等压力。圆锥浇口区的载荷越小越好。要实现双重配合,阀针的轴向位置应能够调节并锁紧。
装针螺杆2吊挂阀针圆柱头,阀针1位置沿轴线方向可以细微调节,完成闭合后再用锁紧螺钉5锁紧,如图6-43所示。通常,定模固定板上有阀针位置调节开孔,可以不拆卸模板和缸体进行阀针位置调节。
(4)电动机驱动 阀针的电动机驱动使热流道注射技术达到了一个新水平。其可提高喷嘴阀针的位置精度和时间精度,并节约阀针驱动的能量,保证注射制品质量,也为智能化的热流道注射提供了发展平台。
1)阀针的电动机驱动是热流道技术的发展趋势。
①热流道技术的发展经历了从单喷嘴到多喷嘴,从开放式浇口到针阀式浇口的过程。现今,针阀式多喷嘴应用越来越广泛,但是气缸和液压缸驱动阀针需要繁杂的控制元件,气缸或液压缸、电磁阀、送气或输液管道占据了定模上的很大空间。
②在许多场合,多喷嘴需要电子时间程序控制器才能实现各注射点的时间控制。
③单个阀针的行程、位置、速度和加速度不能精确调节和监控,不能满足高品质注射的要求。
2)阀针的驱动和控制装置主要由步进电动机、解码器和控制监视器组成,如图6-44所示。
①电脉冲驱动步进电动机转动,转动螺母传动螺杆,带动阀针做直线往返移动。
②与步进电动机相连的位置传感器和解码器可检测到阀针的位置和速度信息,当阀针对浇口的闭合位置不在设定的允许公差范围内时,将会报警、报废制件或停产。其有高精度的阀针闭合位置。

图6-44 电动机驱动的针阀式喷嘴
③每个阀针的注射时间和保压时间都能单独调整,可以设定延时开启和关闭时间。对热流道系统内所有阀针都能实现时间程序控制,保证针阀式喷嘴注射和保压的时间精度。
④控制监视器可实时显示各阀针的运动位置和速度,可用触摸屏设置各阀针的运动参数和时间参数。
3)阀针电动机驱动技术参数。阀针应有1200~1500N的闭合力,能挤进2000×105MPa高压塑料熔体中。电动针阀式喷嘴之间的间距为60~120mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。