



浇口的结构和应用在6.1节中已做了介绍,下面进一步讨论浇口闭合的结构型式和浇口的直径设计。
1.浇口闭合形式
图6-29和图6-30所示的喷嘴的针阀头与浇口有圆柱头和圆锥头两种闭合形式。
1)圆柱头。图6-29a所示阀针头为圆柱体,简称圆柱头。在圆柱头做闭合运动时,将浇口洞口dg中的一段塑料柱体压注到注塑件中,导致浇口附近塑料被过量压缩。此部位会有过大的残余应力,会出现发白和裂纹。图6-29a所示洞口高度h过大,会出现凸出成型表面的柱头。因此,洞口高度以h=0.5~0.7mm为宜,只要强度容许,应尽量小些。阀针的圆柱头必须有精密的滑动配合,并考虑径向的热膨胀补偿。这种圆柱头阀针在塑料熔体压力下,受到轴向力较小,轴向位置调节比较容易。一般在注塑件表面上有深0.05~0.20mm的圆坑痕。长期工作后,浇口孔与圆柱头阀针间的间隙会增大,会有熔体泄出。圆柱头的口径较大时,注射点通常为冷流道。细小的阀针头多用于几克的小制件,可得到浅薄痕迹。浇口孔精度H7,圆柱头直径精度g6。建议更高公差配合为H6/d5。针阀式喷嘴在长期使用时,孔径被摩擦磨损,阀针对孔的同轴度误差大。阀针有弯曲变形时,磨损更剧烈,浇口残留标记会愈加明显,更不适宜精确计量和控制熔合缝。
2)圆锥头。图6-29b所示浇口和阀针头有40°的锥度。驱动力经阀针全部作用在浇口上,密封可靠,但阀针的长度必须精确。阀针在闭合时,下死点位置必须可以调节。建议在常温常压下,阀针在闭合时,对锥形孔应有0.02mm的间隙。这种有斜度的圆锥头闭合方式不适合有矿物质填料的塑料,因为会有填料残留在浇口锥孔与圆锥头的接触面上。
图6-29b所示阀针圆锥头在浇口成型面上应伸出lp=0.05mm。如果浇口洞口和圆锥头都是锐边尖角,会在注塑件上留下圆凹痕。如图6-29c所示,箭头所指浇口洞口如果为圆角,可能在表面会粘出凸起圆柱痕迹。圆锥头阀针闭合截流可靠,若接上多点注射的时间程序控制器,则可成功地用于薄壁注塑件上的熔合缝位置的控制。
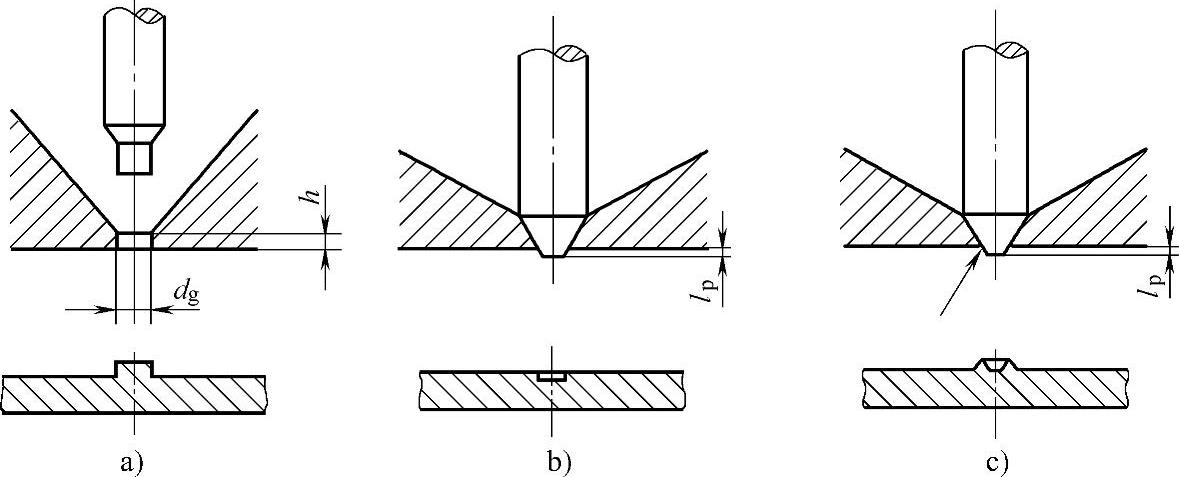
图6-29 针阀式喷嘴上浇口的机械闭合
a)阀针圆柱头的浇口h过大 b)圆锥头阀针 c)浇口边缘(箭头所指)带有圆角
3)浇口洞口结构。图6-30所示为某热流道公司在浇口直径dg=2.0~2.5mm时的洞口结构尺寸。浇口封胶圆柱面ϕ22有H7/js6配合要求,对定模板上喷嘴座洞口有精确的位置公差。图6-30a中所示的圆柱洞口高h=0.5mm。洞口材料硬度高于35HRC,洞口附近设置冷却管道。
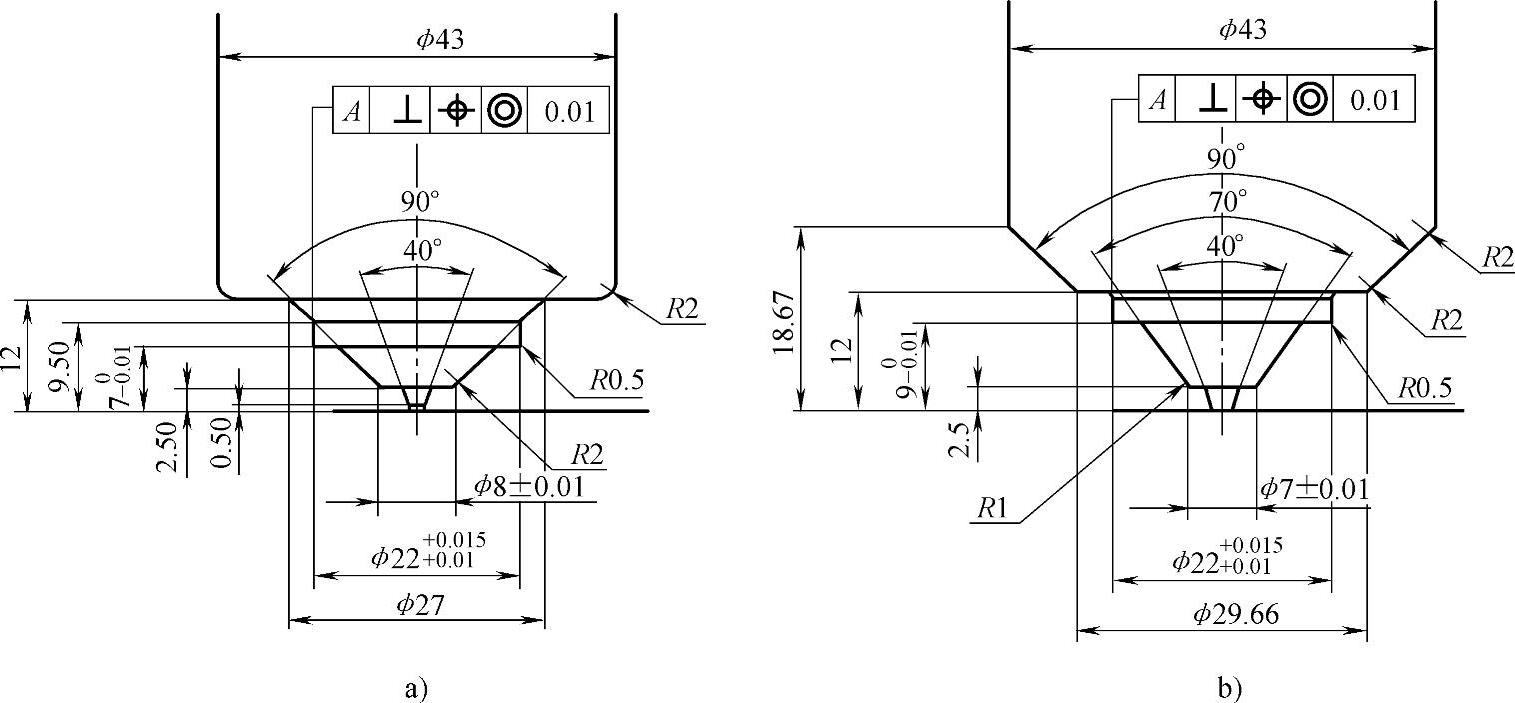
图6-30 浇口洞口结构尺寸(浇口直径dg=2.0~2.5mm)
a)圆柱头阀针 b)圆锥头阀针
2.浇口直径
下面介绍针阀式喷嘴浇口直径的设计计算。喷嘴流道直径D和浇口直径dg已经被各热流道公司标准系列化。它们是喷嘴型号相互对应的两个主要参量,见表6-1。选用喷嘴型号是从体积流量qi和浇口直径dg开始。
由前述可知,对于ABS等中等黏度塑料熔体,针阀式单喷嘴适宜的体积流量qi=12~150cm3/s,常用浇口直径dg=2.0~4.5mm;针阀式分喷嘴适宜的体积流量qi=25~1000cm3/s,常用浇口直径dg=1~7mm。热流道市场上可见到的针阀式喷嘴产品的浇口直径dg=0.8~8.0mm。
针阀式喷嘴浇口直径dg的大小主要由塑料熔体的体积流量和熔体的流变参量确定。可由式(3-21)换算推导成按剪切速率确定喷嘴直径的计算式,有
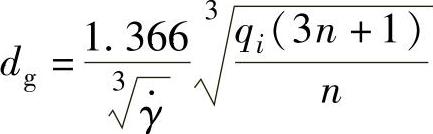
式中 dg——针阀式多喷嘴浇口直径(cm);(https://www.xing528.com)
qi——塑料熔体流经直浇口的体积流量(cm3/s);
n——塑料熔体的流动指数;
 ——塑料熔体流经直浇口的实际剪切速率(s-1)。根据大量注射模流动分析的案例和国内外资料,塑料熔体经浇口注射输送的剪切速率
——塑料熔体流经直浇口的实际剪切速率(s-1)。根据大量注射模流动分析的案例和国内外资料,塑料熔体经浇口注射输送的剪切速率 为104~105s-1,如第5章所述开放式浇口、直接浇口和针尖浇口都以剪切速率
为104~105s-1,如第5章所述开放式浇口、直接浇口和针尖浇口都以剪切速率 代入式(3-21)。考虑针阀式喷嘴浇口结构简单,没有针尖的作用,直径dg与体积流量qi的函数关系用剪切速率
代入式(3-21)。考虑针阀式喷嘴浇口结构简单,没有针尖的作用,直径dg与体积流量qi的函数关系用剪切速率 推算最为恰当,即
推算最为恰当,即

查阅表3-1,各种塑料熔体在剪切速率γ·=104~105s-1时的流动指数n与
 、
、 时的n值是不同的,说明塑料熔体的非牛顿流动性能在各剪切速率范围内有差异。流动指数n大小说明了塑料熔体流动的非牛顿性强弱。n越小,说明塑料熔体流动的非牛顿性越强,剪切变稀越明显。n值能从该塑料品种的流变曲线获得。计算过程在第3章和第5章有详细叙述。为简化计算过程,塑料熔体在剪切速率
时的n值是不同的,说明塑料熔体的非牛顿流动性能在各剪切速率范围内有差异。流动指数n大小说明了塑料熔体流动的非牛顿性强弱。n越小,说明塑料熔体流动的非牛顿性越强,剪切变稀越明显。n值能从该塑料品种的流变曲线获得。计算过程在第3章和第5章有详细叙述。为简化计算过程,塑料熔体在剪切速率 时,取n=0.2、0.35和0.75,它们分别对应图6-31和图6-32中的曲线C、B和A。可按式(6-1)计算浇口直径dg。
时,取n=0.2、0.35和0.75,它们分别对应图6-31和图6-32中的曲线C、B和A。可按式(6-1)计算浇口直径dg。
对于曲线C,取n=0.20,得 ;对于曲线B,取n=0.35,得
;对于曲线B,取n=0.35,得 ;对于曲线A,取n=0.75,得
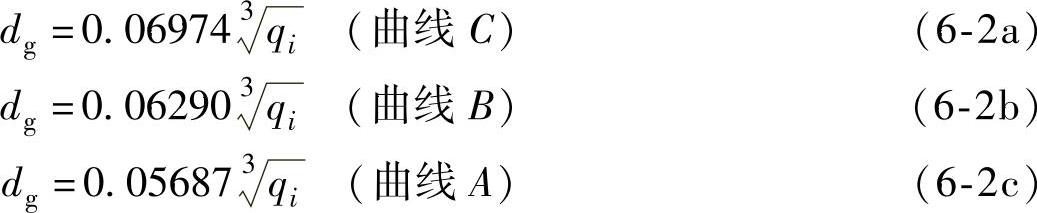
;对于曲线A,取n=0.75,得 。曲线C、B和A的浇口直径计算式如下:
。曲线C、B和A的浇口直径计算式如下:
在用式(6-1)和式(6-2)计算以及查询图6-31和图6-32时需注意下述四点:
①对针阀式单喷嘴,当中等黏度塑料熔体体积流量为12~150cm3/s,低黏度塑料熔体体积流量为20~250cm3/s,高黏度塑料熔体体积流量为5~50cm3/s时,浇口直径一般为2.0~4.5mm。见表6-1,对针阀式分喷嘴,当中等黏度塑料熔体体积流量不超过1000cm3/s,低黏度塑料熔体体积流量不超过1200cm3/s,高黏度塑料熔体体积流量不超过900cm3/s时,常见的浇口直径为1~5mm。
②式(6-1)和式(6-2)、图6-31和图6-32中塑料熔体的体积流量qi,应该是喷嘴的输出流量,即输出塑料熔体体积V除以注射充模时间t。可以根据表5-3,以注射机喷嘴输出熔体体积V查找到注射机螺杆推进的充模时间t。
③式(6-1)、图6-31和图6-32中塑料熔体的流动指数n,以及熔体输送的剪切速率 为104~105s-1时的n,可查阅表3-1,或根据该品种塑料材料的流变曲线推算。
为104~105s-1时的n,可查阅表3-1,或根据该品种塑料材料的流变曲线推算。
④剪切速率 为104~105s-1时,在曲线C和曲线B之间,0.2<n≤0.35,有ABS、ABS+20%GF、PP、PP+30%GF、PS和PS/PMMA等塑料熔体;在曲线B和曲线A之间,0.35<n<0.75,有ABS/PC、PC、PC+30%、PA6、PA6+30%GF、POM、POM+30%GF和PBT+30%GF等塑料熔体。也就是说,在两个流动指数n区间内,按n的大小插值,查出对应的浇口直径。对于n<0.2,可以对曲线C外延插值;对于n>0.75,可以对曲线A少量外延取值。
为104~105s-1时,在曲线C和曲线B之间,0.2<n≤0.35,有ABS、ABS+20%GF、PP、PP+30%GF、PS和PS/PMMA等塑料熔体;在曲线B和曲线A之间,0.35<n<0.75,有ABS/PC、PC、PC+30%、PA6、PA6+30%GF、POM、POM+30%GF和PBT+30%GF等塑料熔体。也就是说,在两个流动指数n区间内,按n的大小插值,查出对应的浇口直径。对于n<0.2,可以对曲线C外延插值;对于n>0.75,可以对曲线A少量外延取值。
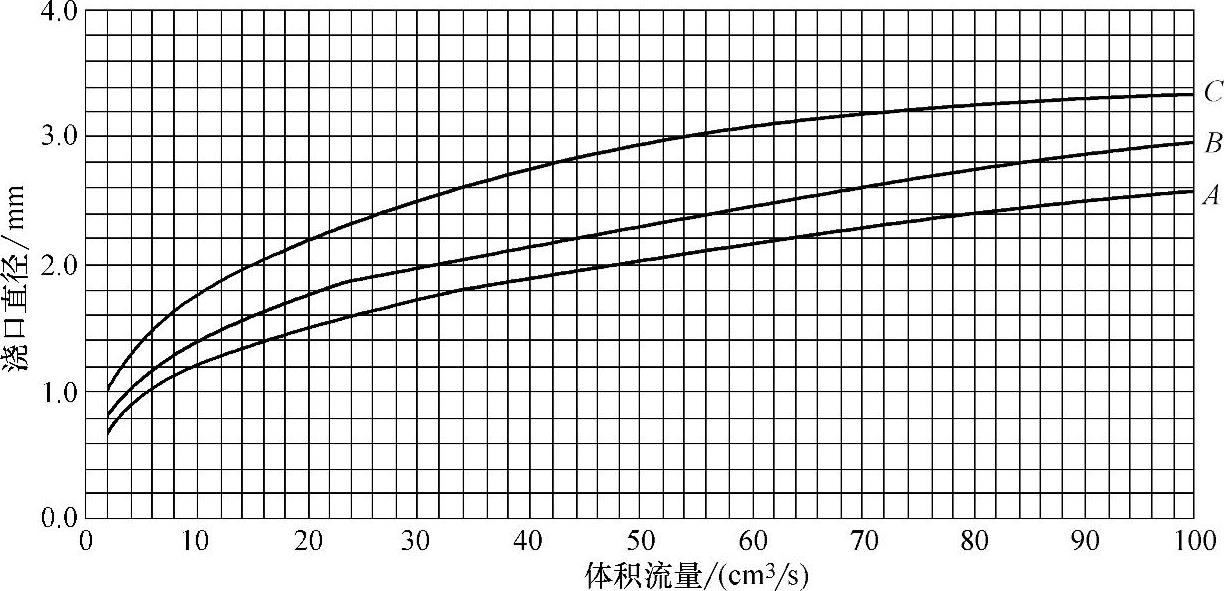
图6-31 体积流量小于100cm3/s的针阀式喷嘴的浇口直径
曲线A—γ·为104~105s-1时n=0.2 曲线 B—γ·为104~105s-1时n=0.35 曲线 为104~105s-1时n=0.75
为104~105s-1时n=0.75
图6-32 体积流量大于100cm3/s的针阀式喷嘴的浇口直径
曲线 为104~105s-1时n=0.2 曲线
为104~105s-1时n=0.2 曲线 为104~105s-1时n=0.35 曲线
为104~105s-1时n=0.35 曲线 为104~105s-1时n=0.75
为104~105s-1时n=0.75
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。