



针阀式喷嘴将移动的阀针头引入浇口孔中,以便实现可控制机械启闭。多个针阀式分喷嘴、流道板和主流道喷嘴组成的热流道系统用来实现大型注塑件的注射模塑,也能实现一模多腔的平衡浇注。这是应用最多的典型热流道系统。
1.热流道针阀式分喷嘴结构
如图6-9所示,气动针阀式分喷嘴的总体结构有如下特征:
1)驱动气缸安装在定模固定板里,由缸盖1的螺钉固定在板上,气缸安装和维修方便。缸体7的外圆柱上配有三个O形橡胶密封圈,将进出气道分隔。缸外壁有冷却管道在定模固定板布排。气缸的工作条件较好。
2)活塞5中央挂入阀针柱头,由压紧螺钉6和紧定螺母3紧压和防松。活塞中央阀针柱头下有调整垫片9。垫片厚度确定阀针头的闭合位置。对于图6-9所示的圆柱头阀针,垫片可决定塑件表面上圆压痕的深浅。对于圆锥头阀针,垫片可影响浇口锥孔的强度。定模上浇口孔板常用预硬钢制造,硬度为38~40HRC。
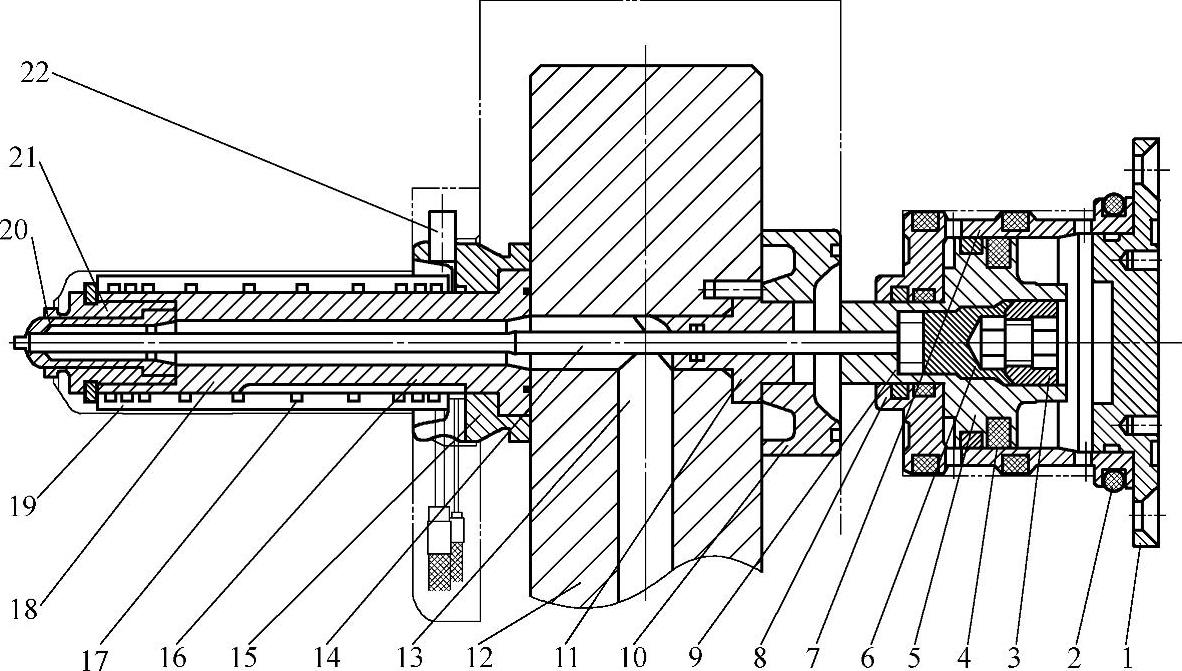
图6-9 气动针阀式分喷嘴圆柱头浇口在模板
1—缸盖 2—密封橡胶圈 3—紧定螺母 4—耐磨橡胶圈 5—活塞 6—压紧螺钉 7—缸体 8—缸底盖 9—调整垫片 10—承压圈 11—导滑套 12—流道板 13—分流道 14—阀针 15—喷嘴座 16—热电偶 17—加热器 18—喷嘴体 19—不锈钢外套 20—导热铍青铜套
21—喷嘴头 22—止转销
3)通常针阀式喷嘴浇口直接将熔体注射在制品表面上。浇口孔径主要由体积流量来决定。对薄壁注塑件,浇口孔径dg应为2倍制品的壁厚,以有利于保证注射区域的充模质量。图6-9中所示的导热铍青铜套20表面化学镀镍,对阀针有导向功能,有单向0.1mm的环隙。喷嘴头21能保证浇口洞口有效封胶,也可使导热铍青铜套20调换较方便。
4)阀针14贯穿流道板12。熔体从分流道横向注入喷嘴的环隙流道。为防止阀针14与导滑套11的配合面上熔体泄漏,导滑套孔与阀针的双向间隙小于0.01mm。导滑套11的内孔上加工两条深为0.5mm、宽为1mm的阻漏槽。导向套11用SKH51(日)制造,真空热处理后硬度为58~62HRC。阀针也用SKH51(日)制造,热处理后硬度为58~62HRC,表面沉积氮化钛。阀针的挂吊圆柱头及其附近长度需退火处理至硬度45HRC。如果活塞带动阀针的行程为9mm,导滑套轴向长度为20mm,则阀针不能设有大于1mm的台阶轴段,以防熔体压力产生退针力。
5)用绝热钛合金承压圈10紧压流道板上,并与导滑套11设置有效的封胶端面。流道板12底面与多个喷嘴体18的端面必须紧密贴合,不能漏胶。
6)喷嘴头21紧压在定模板浇口的封胶洞口上。喷嘴与定模孔之间有单向1mm宽的绝热空气隙。
图6-9所示喷嘴结构的最大缺点是缸体外径大于喷嘴外径,占有空间过大,喷嘴之间间距受制约。需要小功率驱动阀针时,有的热流道公司可提供小活塞和薄壳的气缸,需要大功率驱动阀针时提供液压缸。
2.针阀式分喷嘴的应用和标准系列
(1)针阀式分喷嘴的标准系列 结合多家热流道企业的针阀式分喷嘴的系列产品,对照图6-10,将热流道针阀式分喷嘴的技术参数列于表6-1中。其中,浇口直径dg与体积流量 成正比关系。要有合适的剪切速率,还需考虑浇口痕迹。分喷嘴的流道直径D与阀针直径d有一定的比例系数A,它也依赖体积流量qi。参照多家热流道企业的针阀式分喷嘴的标准系列产品,并经环隙管道的流变学计算式及流量q-压力降Δp式验证,表6-1中的技术参数可供选用和设计针阀式分喷嘴时参考。表中qi是流经该单个分喷嘴的体积流量(见第5章),它由射入模具的总流量Q经分流而得。表6-1中的qi数据,低黏度的塑料熔体适宜偏大的qi;qi中间值适用于中等黏度的塑料熔体,如ABS和PS等;偏小的qi适合高黏度的PC物料。常见的浇口直径dg=1~5mm,也有0.8~8mm的。塑料熔体流经针阀式喷嘴浇口的剪切速率以
成正比关系。要有合适的剪切速率,还需考虑浇口痕迹。分喷嘴的流道直径D与阀针直径d有一定的比例系数A,它也依赖体积流量qi。参照多家热流道企业的针阀式分喷嘴的标准系列产品,并经环隙管道的流变学计算式及流量q-压力降Δp式验证,表6-1中的技术参数可供选用和设计针阀式分喷嘴时参考。表中qi是流经该单个分喷嘴的体积流量(见第5章),它由射入模具的总流量Q经分流而得。表6-1中的qi数据,低黏度的塑料熔体适宜偏大的qi;qi中间值适用于中等黏度的塑料熔体,如ABS和PS等;偏小的qi适合高黏度的PC物料。常见的浇口直径dg=1~5mm,也有0.8~8mm的。塑料熔体流经针阀式喷嘴浇口的剪切速率以 为宜,视流动指数n有所差异。
为宜,视流动指数n有所差异。
阀针直径d=2~8mm,热流道公司取2mm、4mm、6mm和8mm标准系列居多。阀针直径d与喷嘴流道直径D之间有单向塑料熔体层厚δ,理想厚度δ=3~3.5mm。δ过小,喷嘴环隙流程压力损失过大。δ过大,喷嘴环隙塑料熔体热传导效率差。常见厚度为δ=2.5~4.5mm。
表6-1 热流道针阀式分喷嘴的技术参数

针阀式分喷嘴的主要技术尺寸如图6-10所示,它们决定了标准系列。
1)喷嘴长度L1和L2决定注射点轴向位置。系列长度L1决定加热线圈的长度和功率。喷嘴长度L1与流道直径D相对应。L1最长可达500mm。长度300mm的喷嘴需有两个加热控温区。
2)喷嘴的阀针闭合位置的长度L3需精确到0.01mm。它需要热流道安装到模具里时进行调整。对圆柱头阀针,长度L3决定浇口圆坑的深浅。对圆锥头阀针,长度L3决定浇口能否闭合。
3)常见的阀针行程为7~15mm,粗长的阀针需要有较大的行程。阀针直径的粗细与喷嘴长度L1有关。
(2)针阀式分喷嘴的优势 多个分喷嘴、流道板和主流道喷嘴组成的热流道系统,气动针阀式分喷嘴比起开放式喷嘴有如下优势:
1)可准确控制锥销头阀针闭合时间。对一模多腔的各注射点,在注射保压后各浇口同时闭合,使各型腔的计量一致,可以减少注射保压时间。
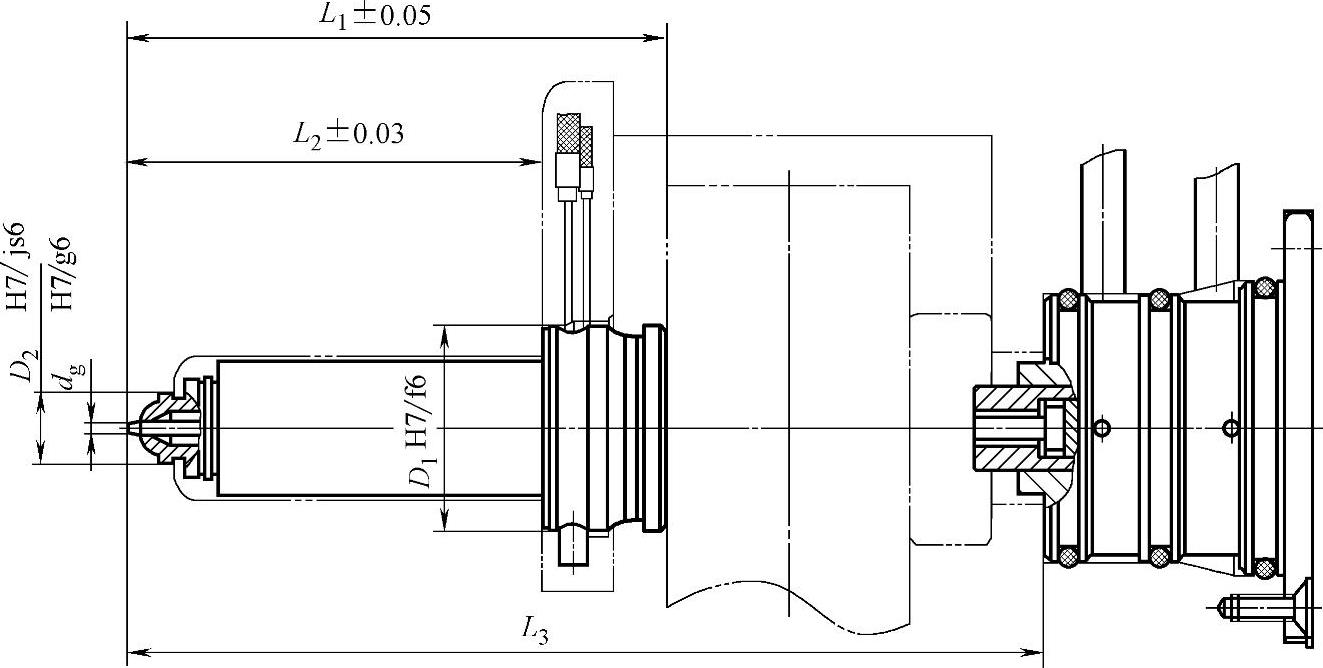
图6-10 气动针阀式分喷嘴标准系列
2)用电子时间程序控制器在注射现场控制调节各阀针的闭合时间,可以实现如下注射方法:
①控制熔合缝的位置和方向,避免在局部位置出现明显的熔合缝痕迹。
②对于一模单型腔的长条塑件的多点注射,采用直线排列的分喷嘴时,在熔料流到浇口后逐个开启阀针,可实现无缝注射成型,参见本小节“实例(1)聚丙烯织物衬里内饰件的热流道注射模塑”和图6-15~图6-19。
③控制一模多腔的各个注射喷嘴阀针的开启时间,使大小不同的型腔能同时充满并保压,参见本小节“实例(2)一模三异形制件的针阀式分喷嘴注射”和图6-20~图6-22。
④对于长条注塑件在一端射入的料流,前锋达到一定流程时开启第二阀针,使注射的长条塑件的温度在流动方向分布均匀,如图6-11所示。
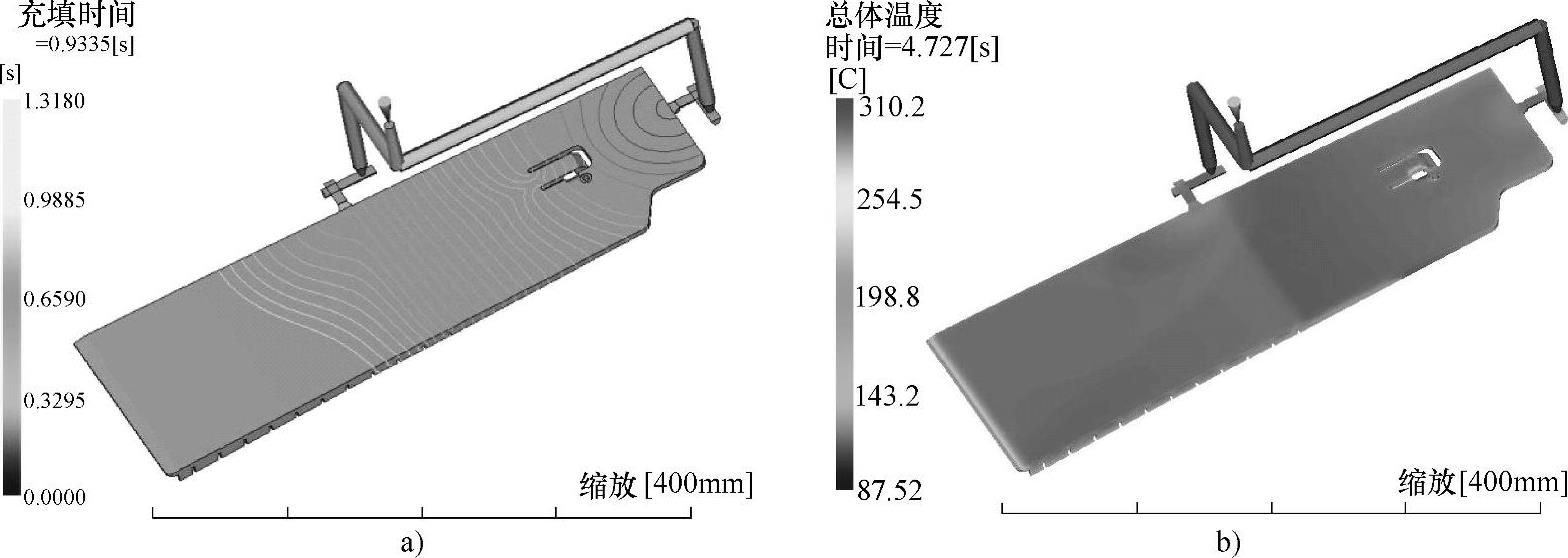
图6-11 长条注塑件的温度均匀分布注射
a)0.9s时充模前锋 b)4.7s时熔体温度分布
3)针阀式喷嘴注射在制品上无凸起废料残留,仅有阀针柱销留下的较浅圆柱痕迹。在定模板的阀针方向的尺寸链上各尺寸的精度足够,留下的圆柱痕迹很浅。喷嘴的浇口不存在流涎和拉丝。能满足制品表面高质量的要求。
4)针阀式喷嘴注射可有较大的浇口通道,浇口直径常采用2~6mm。浇口洞口压力较低,因此适用于高黏度和对剪切敏感的塑料熔体,也适用于含有对高温敏感添加剂的塑料。可以控制获得较长时间的保压压力,适宜注射厚壁的大型塑料制品。熔体能方便补缩注塑件,可以较低保压压力,获得残余应力较低的制品。此外,瞬时关闭浇口的功能防止了型腔中高压熔料的倒流。
针尖式浇口的喷嘴在高温下的聚合物分子降解后,产生的污垢会进入浇口间隙,容易堵塞浇口。此外,对一模多腔的各注射点喷嘴的针尖式浇口,由于浇口几何精度很难保证,输出熔体的压力和温度并不一致,有被针阀式分喷嘴替代的趋势。
针阀式分喷嘴应用有两方面缺点,有待改进。
1)驱动气缸或液压缸的使用要有气源或液压油,既要用电磁阀等繁杂的控制系统,还需要额外的安装位置,并需要对其附加冷却。
2)过长的阀针经过流道板和曲折的环隙流道,会使喷嘴中的流程压力损失增加。
(3)针阀式分喷嘴头的形式和选用 图6-12所示为常见的5种针阀式分喷嘴头的形式。针阀式喷嘴浇口的结构分成部分式和整体式两大类型。图6-12a~c所示的浇口孔在定模板或它的镶件上,称为部分式分喷嘴;图6-12d、e所示的浇口套装配在喷嘴上,称为整体式分喷嘴。
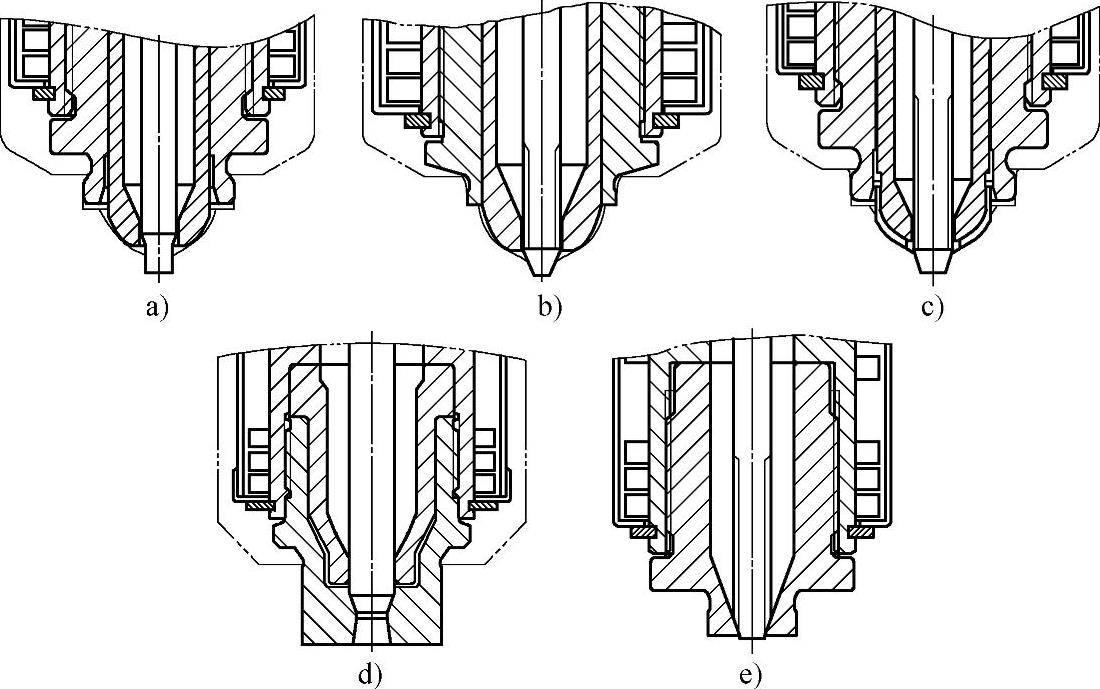
图6-12 针阀式分喷嘴头的形式
a)圆柱头针阀式喷嘴,浇口在定模 b)圆锥头针阀式喷嘴,浇口在定模 c)有隔热帽的圆锥头针阀式喷嘴,浇口在定模 d)直接浇口的圆锥头针阀整体式喷嘴 e)整体式圆锥头针阀式喷嘴浇口
机械的针阀式喷嘴需使塑料熔体在浇口中不能冻结。图6-12a~c所示的前三种部分式喷嘴头,浇口开设在模具上,浇口区温度较低,但还不至于冻结浇口中的熔料,适用于无定形塑料的注射。如果加工结晶型塑料,浇口里会较早地出现冻结皮层,妨碍阀针头插入闭合,或将浇口凝料推入到注塑件的表面。图6-12d、e所示的后两种整体式喷嘴适用于结晶型塑料的注射。其喷嘴头由喷嘴壳体的加热器加热,可保证浇口区的高温,防止浇口中的物料过早冷却,保证阀针头在熔融态插入。为了防止浇口中熔料过早冻结,尤其对于快结晶POM塑料、高黏度PC塑料或冷却时间长的塑料,浇口套需用热传导良好的材料制造,以维持浇口内高温,防止阀针头滞留在固化塑料中。如果是加工无定形塑料,因为浇口与注塑件的接触面温度过高,塑件表面会起皱,甚至烧伤。
下面分别介绍各种喷嘴头的形式和选用。
1)圆柱头针阀式喷嘴,其浇口在定模,如图6-12a所示。
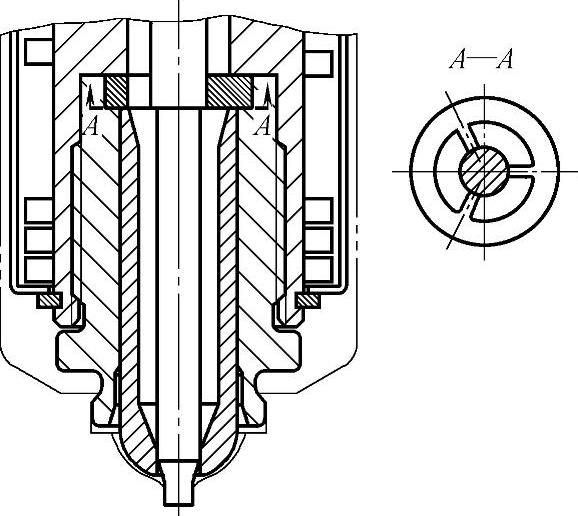
图6-13 阀针导向套的分喷嘴头
①为确保阀针的圆柱头能平稳地插入到圆柱孔中,有两种方法:一种是用导向环定向引导,如图6-13所示设置在靠近浇口区域。导向环的内孔用三段圆弧接触滑动中的阀针,小间隙配合,可防止阀针弯曲变形,并能对准浇口顺利插入,但会割裂和阻滞熔体,对注塑件成型质量不利。第二种方法是用图6-12a所示的导热套起导向作用。导热套用铍青铜制造,表面化学镀镍或沉积氮化钛,与阀针间有0.1mm的单向间隙。阀针接触长度上削去了三段圆弧,可减少摩擦面。喷嘴头有六角扳手柱段,用细牙螺纹压紧导热套。它用耐热钢H13(美)制造,伸出的圆柱段以H7/g6与定模上浇口孔配合,是喷嘴头部的封胶面。
②与圆锥头相比,圆柱头阀针在注塑件表面上留下的圆盘直径大小稳定,深浅取决于阀针下死点位置的调整。1~2mm直径阀针头的痕迹细小齐整,无碍观感。大直径阀针头在塑料制件凹坑痕迹周边常会出现流动纹等缺陷。
③当浇口在模板上时,多个阀针的圆柱头与浇口孔的微小间隙较难加工,需用阀针头配研浇口孔。模板用硬度为35HRC左右的模具预硬钢制造。若浇口孔磨损后泄漏熔料,闭合失效,则维修时需将阀针与浇口孔成对一起更换。
④浇口区的温度较低,受到浇口附近的模板冷却效率的影响较大。适用于一般的无定形和慢结晶型塑料品种,如ABS、PS、PE、PP和TPE等。
2)圆锥头针阀式喷嘴,其浇口在定模,如图6-12b所示。
①圆锥头浇口可提供稳定的凹圆痕,注塑件浇口附近的成型质量比圆柱头好些。
②在浇口直径相同时,允许有较粗的阀针。适用于较长的喷嘴。
③圆锥浇口孔会受到阀针头冲击,造成疲劳冲击损坏。阀针的闭合位置必须经过仔细调节,既能软闭合又不泄漏熔料。维修时需沿用原阀针,更换浇口镶嵌件。
④浇口区的温度较低,适用于无定形(如ABS、PS和PMMA等)塑料及慢结晶型塑料品种(如PE和PP等)。由于圆锥孔上的污染影响闭合,故不适用于注射矿物填料和玻璃纤维增强的塑料。
3)有隔热帽的圆锥头针阀式喷嘴,其浇口在定模,如图6-12c所示。用耐高温PEI或PEEK塑料阻隔热传输,可消除或减少模具冷却系统的影响,维持喷嘴头温度。另外,每次换色和维修都要更换隔热帽,以使喷嘴头的间隙中很少残留旧物料。其适用于高黏度PC和对剪切敏感的POM等工程塑料。
4)直接浇口的圆锥头针阀整体式喷嘴,如图6-12d所示。直接浇口有较大注射量,圆锥头针阀闭合时不会产生拉丝和垂滴,并为下游的多注射点冷流道浇注系统输送高压的塑料熔体。其适合注射各种塑料,也适宜注射热敏性和含有剪切敏感性添加剂的塑料。浇口喷嘴头可用耐磨耐蚀合金钢制造,工作寿命长,更换也方便。
5)整体式圆锥头针阀式喷嘴浇口,也称为热阀针(HotValve),如图6-12e所示。浇口喷嘴头可用高强度和硬度的SKD51(日)制造,耐磨且更换方便。喷嘴头留在注塑件的圆痕迹的凹凸与深浅与喷嘴的轴线方向热膨胀量有关。整体式喷嘴头的结构简单,有可替换的浇口喷嘴头。如果采用热传导的浇口套,还可防止浇口冻结。此种浇口便于保压补缩,阀针容易闭合,适用于快结晶塑料,如PA、PAEK、PEEK、POM、PPA、PPS等。如果改用圆柱头阀针的浇口,则适用于充填矿物填料和玻璃纤维增强的结晶型塑料的注射。如果将钛合金的浇口喷嘴头延伸到型腔,则浇口内有更高的温度,推荐用于着色频繁变换的快结晶塑料加工,还可用于循环周期长的厚壁模塑件的生产。由于此浇口套可以更换,因此也可用于被充填和增强的塑料注塑。
6)图6-14所示为多层隔热的圆锥头针阀式分喷嘴。其浇口在定模,用钛合金制造的外套绝热(用钛合金TC4隔热套件5和件6对喷嘴壳体7隔热)。两个螺纹连接钛合金隔热套包裹喷嘴,一端有螺纹旋在喷嘴座,另一端紧配在喷嘴壳体7上。浇口在定模上,阀针是圆锥头也可以是圆柱头。钛合金隔热套上有高1.5mm封胶的圆柱面,紧配在定模的安装孔中,有较好的精度和刚度。用大功率加热线圈4镶嵌在喷嘴壳体,加热效率高。其适用于PC和PA高温熔融塑料。阀针制成圆柱头,可适用于PPS和PET等玻璃纤维充填塑料。也可以是双层双金属结构整体式喷嘴设计,再用钛合金制造喷嘴浇口头绝热来影响浇口区温度。
3.应用三实例
热流道系统用流道板将塑料熔体输送给针阀式分喷嘴,可以注射数公斤重大型塑件,也能注射几十个数克重的小制件。本节用三个实例叙述这种针阀式多喷嘴系统关于无缝注射、时间程序注射和高温注射的一些技术要点。
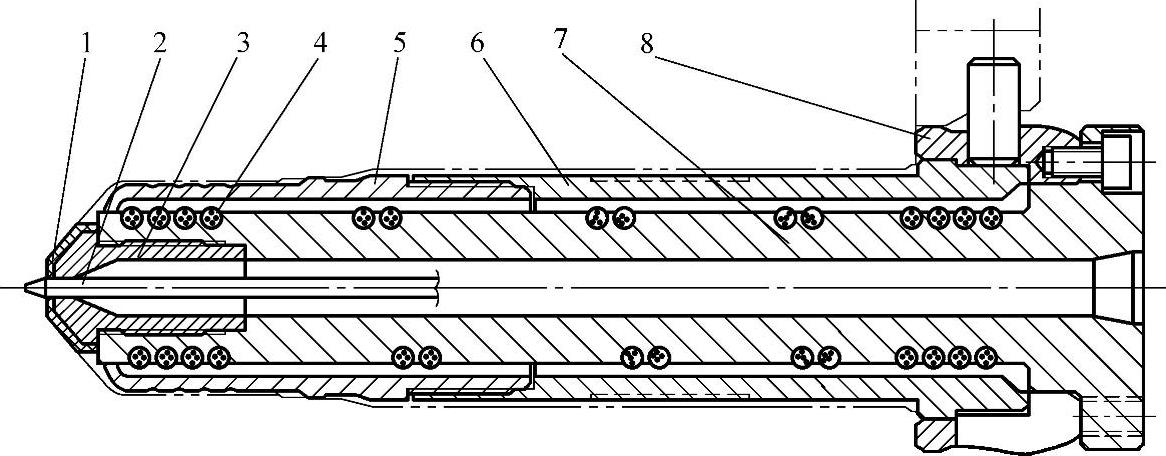
图6-14 多层隔热的圆锥头针阀式分喷嘴
1—隔热帽 2—阀针 3—喷嘴头 4—加热线圈 5—钛合金隔热套A 6—钛合金隔热套B 7—喷嘴壳体 8—喷嘴座
(1)聚丙烯织物衬里内饰件的热流道注射模塑 下面简要介绍此类模具的结构特点、串接的多个针阀式喷嘴的无熔合缝注射及热流道浇注系统的设计。
1)制品和低压串接注射。长条的织物衬里的汽车内饰聚丙烯注射件用低压注射成型模具生产。它必须采用热流道浇注系统,并用多个针阀式喷嘴串接,依次逐点地自动控制注射。在较低的注射压力下,让织物均匀覆贴在动模上,保证织物与塑料粘结复合。制品上无熔合缝,无明显的翘曲变形。这种在织物衬里上注射的方法称为模内复合,即IML(In-MouldLam-ination)。该制品用于轿车顶棚,四周有大圆弧,并有向里弯的翻边。制品总长970~1007mm,宽125mm,板厚2.5mm,如图6-15所示。
图6-15 聚丙烯织物衬里内饰件
织物的外表面是斜纹纺织面料,与塑料粘结面是衬绒。注射模开启时,四周放有余量的织物衬布,紧绷在动模的型芯上。塑料熔体在型腔里充模流动时,一侧是光滑模具钢壁面,另一侧是合成纤维衬绒。引起PP熔料的流动剪切速率对间隙中心层分布不对称,冷却固化后制品中有颇大的残余流动应力。另外,动模一侧铺放的织物绒布使制品两侧的冷却速率相差大,固化制品中有较大的残余温差应力。因此,制品一侧设有翻边,在长度方向有凸起的弧和筋条,以提高刚度。要求注射时低压慢充,以降低制品的残余应力。
图6-16所示的制品采用五浇口同时充模,熔料前锋相向而遇,形成四条横贯宽度的熔合缝,这会使织物衬里萎缩起皱。这些熔合缝使注塑件的强度下降,且有严重的翘曲变形。实行多浇口按时间程序开启,可获得无熔合缝制件,也减小了翘曲变形。
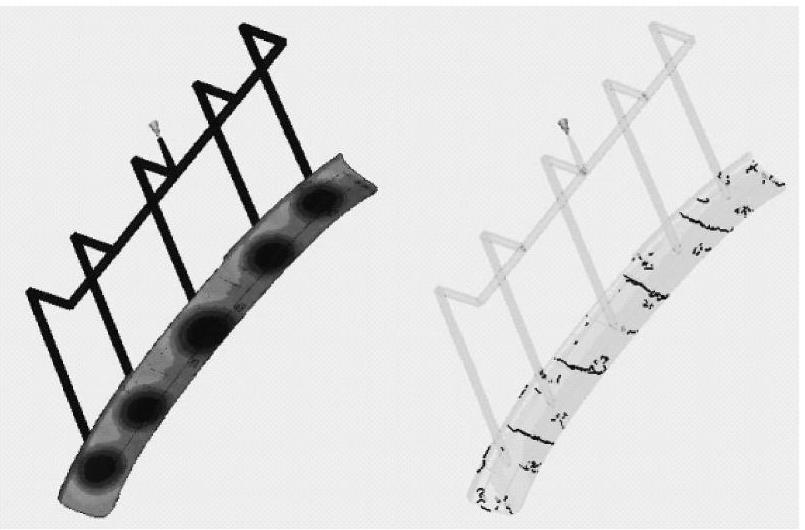
图6-16 五浇口同时充模的有缝制品
2)热流道浇注系统。针阀式分喷嘴串接时间顺序控制注射如图6-17所示。注射从中央的针阀式喷嘴Z1开始,临近的喷嘴Z2和Z3只有当熔料前沿经过它们时才打开,最后打开Z4和Z5喷嘴射出熔料。注射时,使用电子时间程序控制器,延迟开启Z2和Z3的阀针,然后再延迟开启Z4和Z5的阀针。熔料从型腔的中央起始充填到制品的两端,将型腔充满后,所有的喷嘴必须打开,以实施保压过程。(https://www.xing528.com)
该制件在织物衬里的注射量为412cm3,而热流道系统中的加热塑料有780cm3。设置的环境温度为25℃,熔体温度为265℃,模具温度为60℃。必须用注射时间控制充模,设定注射时间3s。型腔充模流动速率控制在103~135cm3/s的合理范围内。经Moldflow软件流动分析调试,塑件型腔全部充满时间为3.5s,此时由速度控制充模转换到压力控制的保压。
在用Moldflow软件流动分析热流道系统的过程中,设置塑料熔体的针阀式浇口的性能。在针阀控制器的浇口对话框中,输入浇口小端与大端直径3~3.9mm,长5mm倒锥。用时间控制的方法确定各浇口开启时间。在此塑件的模拟过程中,经多次测试获得料流从Z1浇口充满型腔体积的45%,到达Z2或Z3的时间为1.85s,从Z2或Z3到达Z4或Z5的时间为0.97s,此时已充满型腔体积的76%。在实现图6-17所示的料流前锋的控制后,可得到如图6-18所示的无长条熔合缝的效果。
五个喷嘴浇口同时被针阀关闭的时间经多次测试确定为12s。针阀关闭时间太早,注塑件的保压补缩不充分,影响制品质量;关闭时间太迟,浇口附近的塑料熔体已冷却,影响针阀关闭动作。要保证浇口附近有220℃以上温度,从而让塑件有最佳的体积收缩率。设置的注射机螺杆控制的保压时间为11s,比浇口关闭提早1s,使得两个控制时间都起作用。针阀关闭所起的保压结束作用大,关闭后的型腔压力和锁模力下降很明显。塑件型腔压力降至0,开始了封闭的模内冷却,锁模力从1150kN降至410kN。
在Moldflow软件流动分析时自动调节充模速度和注射压力。保压控制由对话框设定,逐步降低保压压力。采用曲线保压能减小保压作用,避免过保压现象。注入模具的最大注射压力在1.8s时达660×105Pa。塑件型腔压力在4s时达到最高,为500×105Pa,到6s时型腔压力大部分已降至160×105Pa,实现了长时间的低压保压。
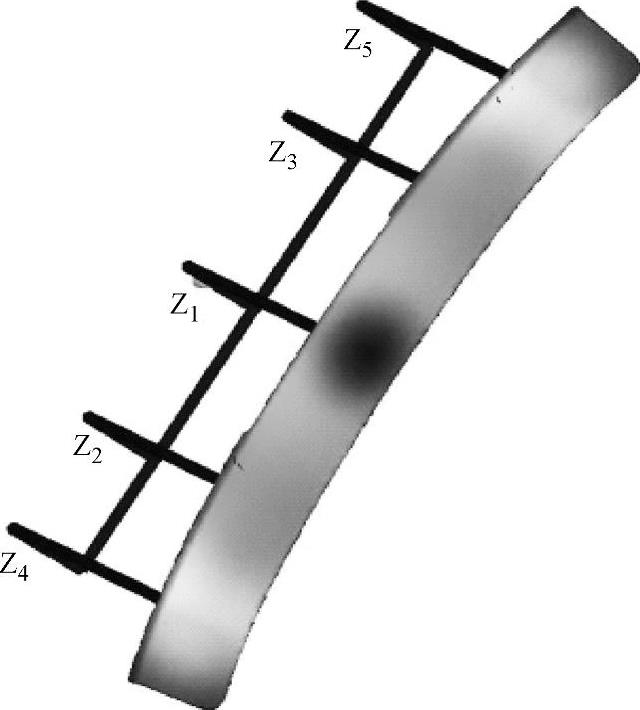
图6-17 针阀式分喷嘴串接 时间程序控制注射
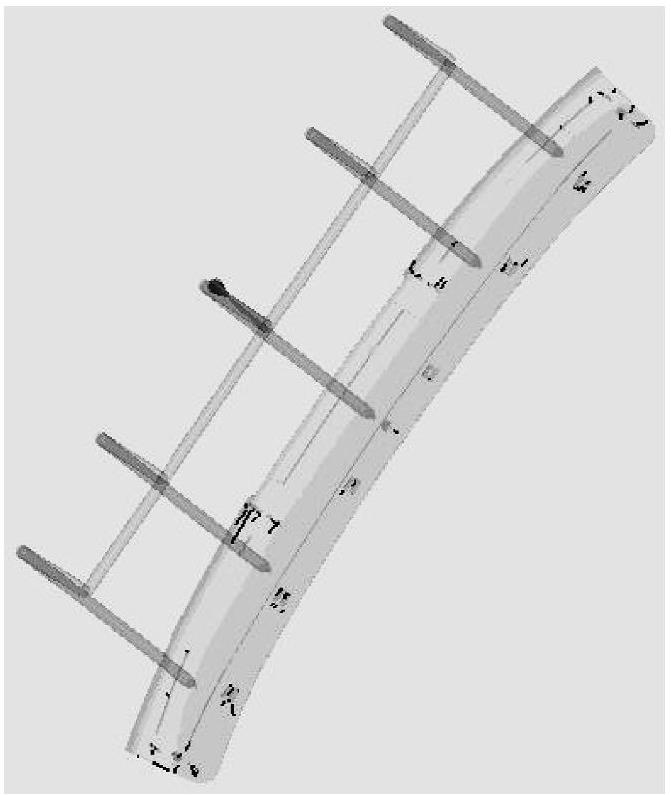
图6-18 无熔合缝的长条注塑件
3)模具结构。在IML模具内,塑料层在定模一边注射,织物放置在动模型腔内。脱模顶出系统和热流道系统必须设置在定模上。制品的多余衬里在专用切割机床上切除。
由于织物的绝热性能使注射制品冷却困难,织物衬里也使注射充模料流流动不对称,故对动模上的织物衬里制品必须强化冷却。
有五个气动针阀式分喷嘴的IML注射模热流道系统如图6-19所示。Z1~Z5喷嘴的阀针直径为7.5mm,流道直径为16mm。由于定模成型面凹进,从喷嘴的定位支承座6算起,喷嘴长度为482~495mm。由于驱动气缸安装在定模固定板中,分喷嘴相对模具中心要偏置106~122mm安装。
主流道喷嘴长112mm。下游横流道总长736mm,直径16mm。抵达Z1~Z5喷嘴的各支流道长106~122mm,直径16mm。
流道板(长888mm,宽196mm,厚60mm)以平均25mm的空气间隙支架在定模的空腔中。流道板上有五个测温加热区。主流道喷嘴单独加热。由于定模上设置脱模机构,故五个分喷嘴很长。由于对各喷嘴设计了两个加热温度控制区,故有效防止了沿喷嘴流道的温度分布不均匀。该热流道系统有16个加热温度控制区。
(2)一模三异形制件的针阀式分喷嘴注射 一模两个异形注塑件成型时,应同时充填完成并有同样的保压时间。可以调整分流道的长度和截面大小,甚至改变浇口。可以用流程的等压流变平衡,运行计算机流动平衡辅助设计。一模两个异形注塑件的平衡浇注,便于实现成对相配的两制件,有相同的密度和成型收缩率,能保证两制件的配合尺寸精度的一致性。但是,两制件相差很大,或者是一模三异形制件注塑,就要用针阀式分喷嘴与电子时间程序控制器结合来实现平衡浇注。
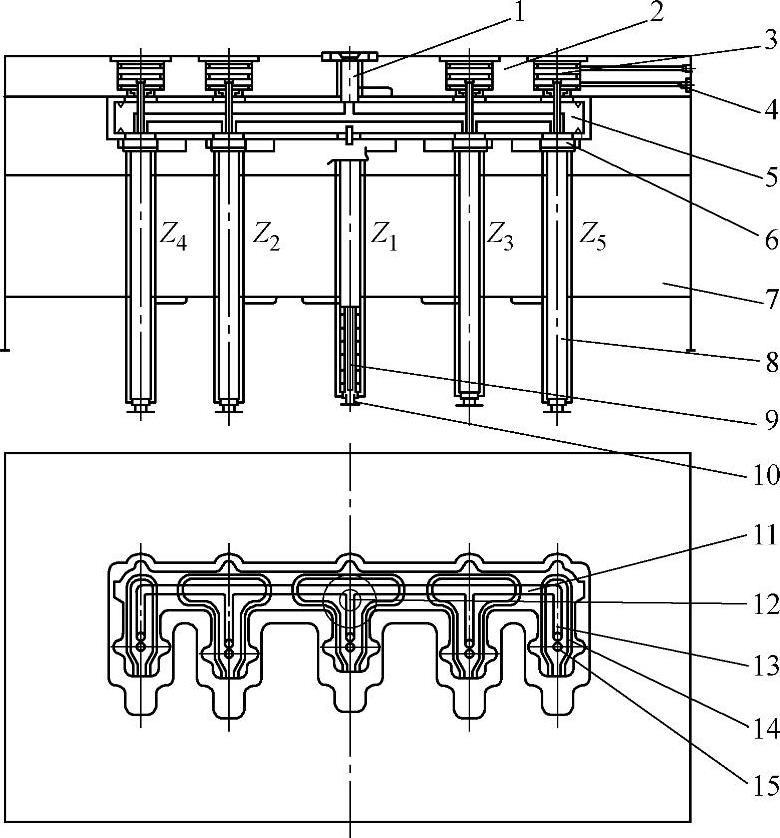
图6-19 IML注射模的热流道系统简图
1—主流道单喷嘴 2—定模固定板 3—喷嘴阀针的驱动气缸 4—导气管道 5—热流道板 6—喷嘴的定位支承座 7—定模板 8—分喷嘴 9—喷嘴阀针 10—浇口套 11—横流道 12—主喷嘴位置 13—支流道 14—加热线圈 15—分喷嘴位置
图6-20所示的三个聚丙烯充填滑石粉PP+20%Ta(滑石粉)塑件重量分别为81g、84g和92g,壁厚同为2mm。在同一注射模中成型,为了实现平衡浇注,三个针阀式分喷嘴的气缸需连接电子时间程序控制器。图6-21和图6-22所示为该注射模的热流道系统的结构简图。
主流道喷嘴Z0向下三叉分流道直径为12mm。针阀式喷嘴流道直径为12mm,阀针粗5mm。圆锥浇口的小端直径为2.5mm。Z1、Z2和Z3注射点都处于三制件的流动阻力最小区域。三喷嘴长度为267~279mm,高低错落。
PP+20%Ta塑件熔体密度为0.85g/cm3,一次注射的熔体总体积V=302cm3。实现平衡浇注的充模时间t=2.61s。充模1.567s时的料流前锋位置如图6-20所示。喷嘴Z1阀针最早开启,喷嘴Z2阀针延迟开启,喷嘴Z3阀针最后开启。在喷嘴Z1充满型腔后,仔细调整喷嘴Z2和Z3阀针的延迟时间,直到这两个型腔同时充满。
如果不用时间程序控制,三个喷嘴的阀针同时开启,实行不平衡浇注,则只需充模时间t=1.79s。三个型腔流程比有差异,喷嘴Z3注射的型腔首先充满,两侧的二个型腔延迟充满。与平衡浇注相比,两者的最大注射压力和锁模力相差不多。不平衡浇注的每件制品的体积收缩率变化范围大,翘曲变形较大,质量较差。
图6-22所示的喷嘴头外设置冷却套,冷却液的冷却管道沿圆周环绕分布。喷嘴头四周温度均匀,冷却效果好,保证浇口能较快冷却。图6-22中示出了圆锥浇口尺寸,高度为1.69mm,小端直径为2.5mm。封胶面高度为2.7mm,直径为16mm。
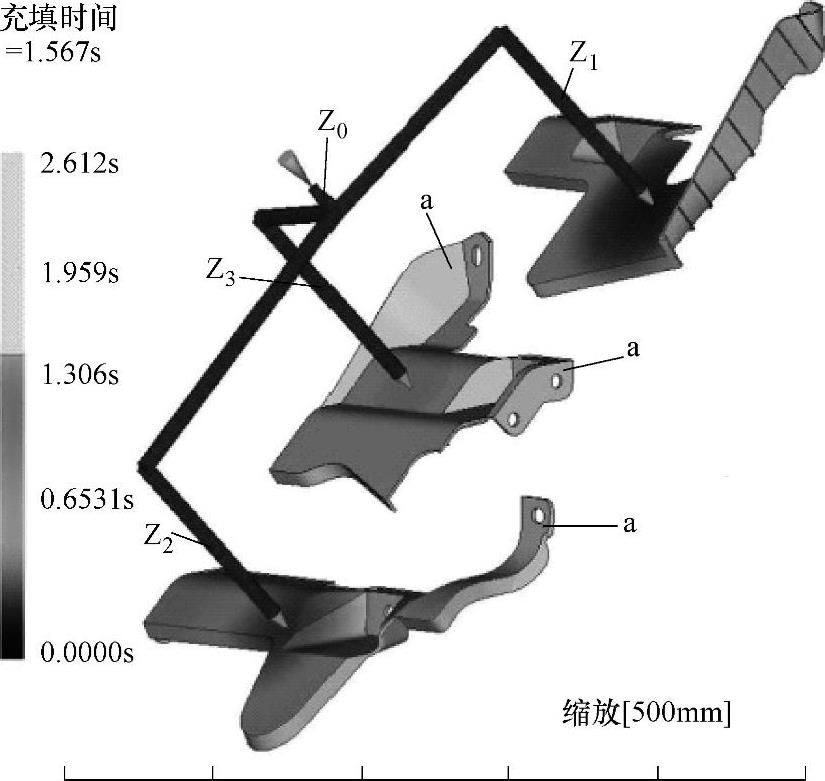
图6-20 一模三件的针阀式喷嘴的时间控制注射
a—未充填的型腔
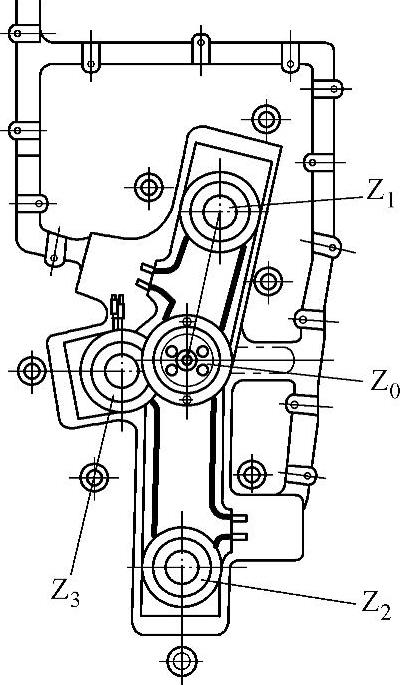
图6-21 一模三件的针阀式喷嘴和流道板
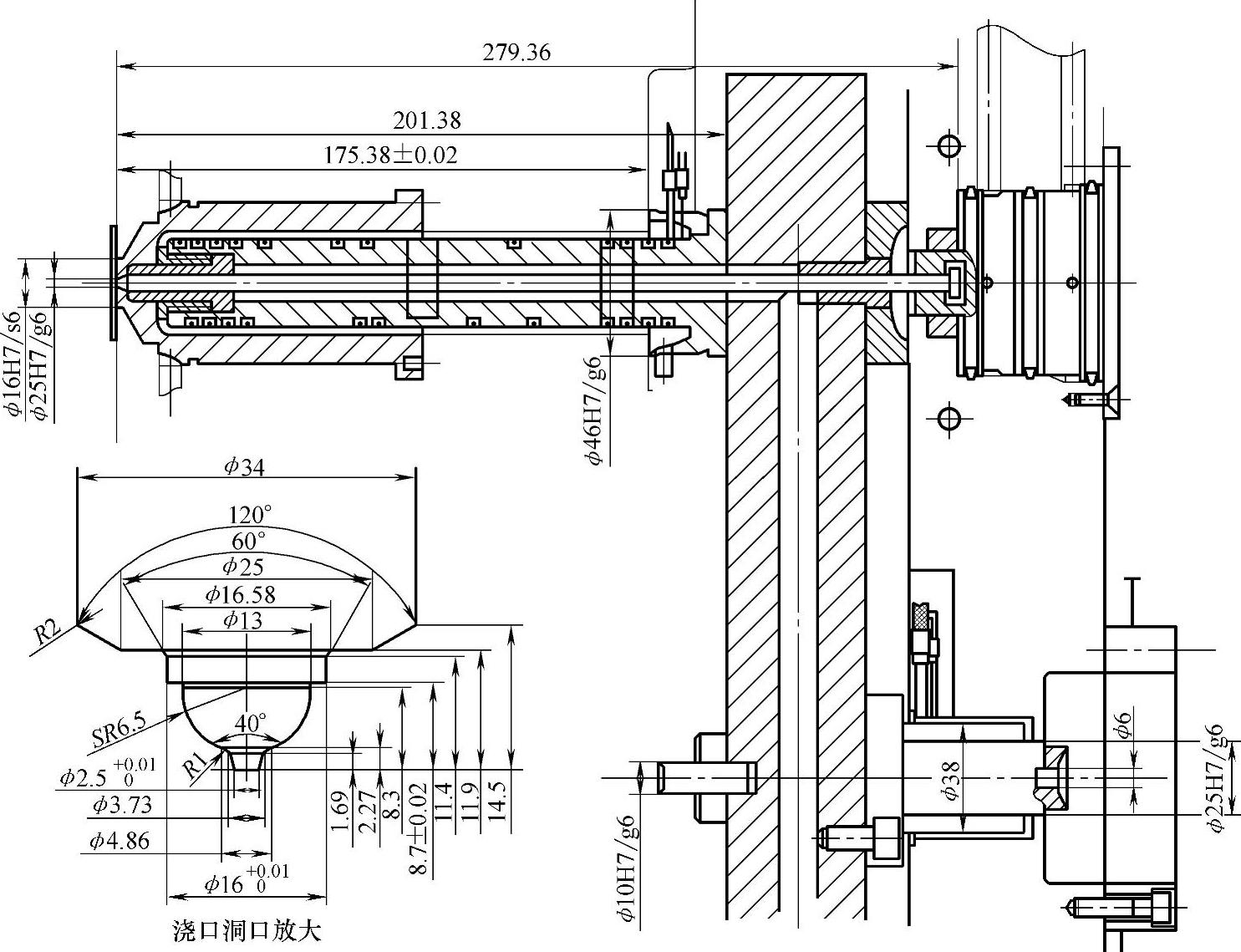
图6-22 一模三件的针阀式分喷嘴
(3)针阀式热流道喷嘴注射模塑GR-PPS镶条
1)注射盖板镶条。某笔记本电脑屏幕盖板上有块铝合金压铸件,掀开计算机的塑料把手条用40%玻璃纤维充填的聚苯硫醚PPS注射模塑。铝合金压铸件只能在模具的中央放置和固定,从而构成两块铝板为嵌件的一模二件的注射模。如图6-23所示为两铝塑注射件。PPS熔料由热流道传输至铝板侧面的型腔。热流道型腔板长达580mm。GR-PPS注塑条有绝缘和外观的要求,不能用高温的喷嘴直接注射,因此又加设了冷流道,长达99mm,如图6-24所示。
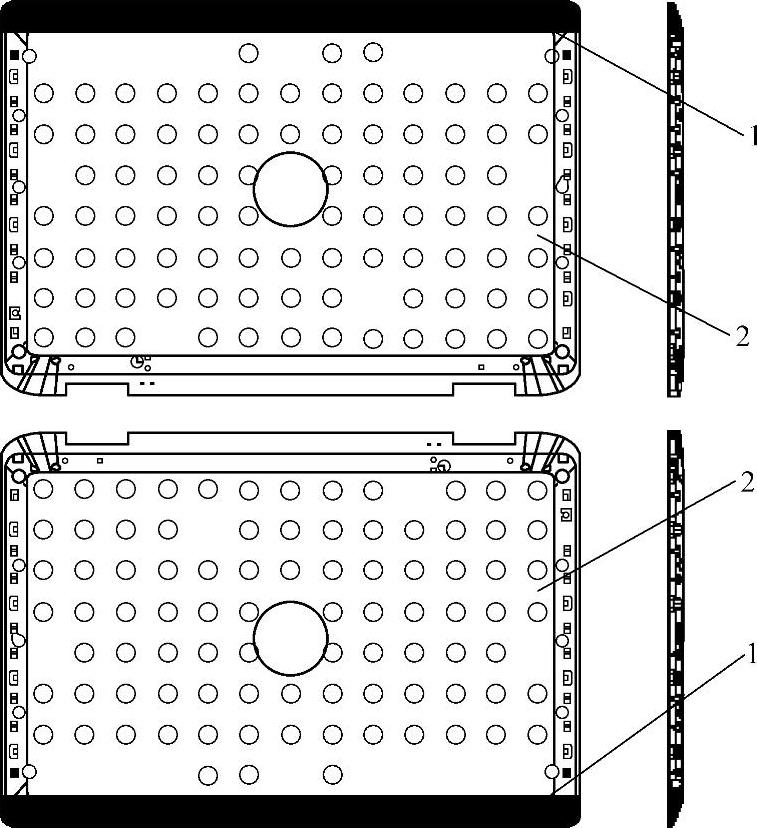
图6-23 两铝塑注射件
1—PPS注塑件 2—铝合金板
玻璃纤维增强PPS耐热且阻燃,有优异的力学性能。熔体温度为295~335℃,最高温度为355℃。PPS是高结晶度的聚合物,要求有模具温度120~180℃。GR-PPS在热流道中剪切流动时熔体黏度不稳定,为750~1000Pa·s。包括冷流道,浇注系统消耗压力39MPa。注射机注射压力达到100MPa时,流道板的热流道和针阀式喷嘴经受66~80MPa高压,很容易产生漏料,而且GR-PPS物料对阀针的圆柱头和浇口之间、阀针和导滑套之间的磨损剧烈,过早产生漏料。
2)流道板的流道布置。最初四喷嘴的流道用H形2×2布置,如图6-24所示。包括喷嘴的流道在内,每个分喷嘴距主喷嘴的热流道长达445mm。从主流道末端到喷嘴口总长340mm(加上热喷嘴长度105mm)。整个浇注系统(包括冷流道)压力损失超出正常的35MPa。生产时的注射压力很高,热流道系统的流道板和喷嘴要承受超高压,因此热流道系统的熔料常有泄漏,针阀式喷嘴的零件磨损快,寿命短。
经过改进的X形1×4布置,减去了一个90°的弯道(见图6-25),流道长度减短了78mm。H形2×2布置时,从主流道末端到喷嘴浇口的压力损失为13MPa,而X形1×4布置的压力损失为7MPa。热流道的压力损失减少约5MPa,可相应降低注射压力。热流道系统承受压力降低后,不再出现漏胶,四个分喷嘴的阀针开闭也较为稳定。
此外,为了保证流道板有350℃的高温,X形1×4布置时用五个感温加热区,如图6-26所示。流道板上加热软管的总功率达到10kW,而原H形2×2布置是三个感温加热区,总功率为5.6kW。增加了热电偶测温点后,保证了流道板温度均衡。
3)热膨胀补偿设计。热流道系统的流道板长580mm,厚55mm。高温大尺寸流道板的横向线膨胀量很大,在流道板厚度和分喷嘴轴线上也有很大的线膨胀量。必须补偿这两个方向的热膨胀,因为只有合理补偿,才能让阀针开闭运动稳定。
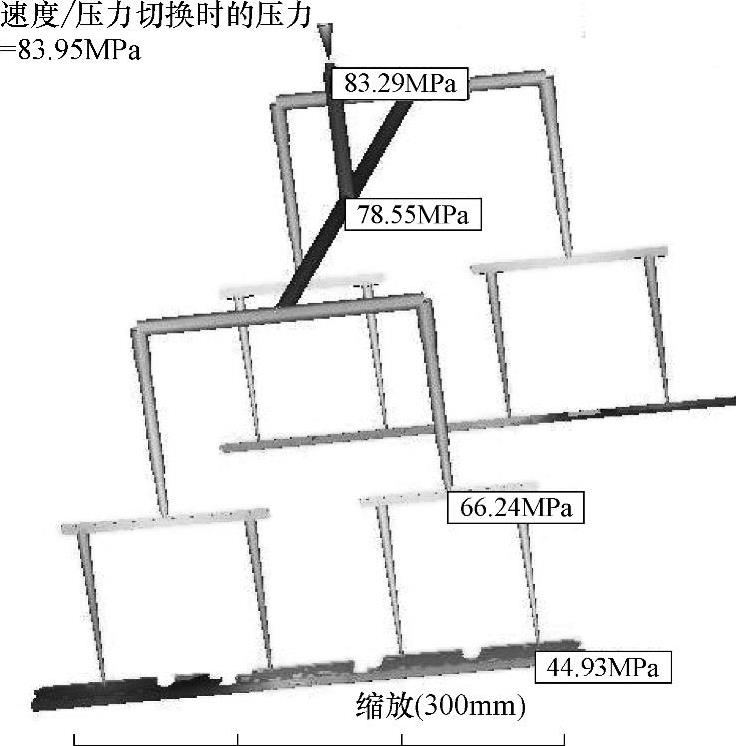
图6-24 H形2×2布置热流道流动分析
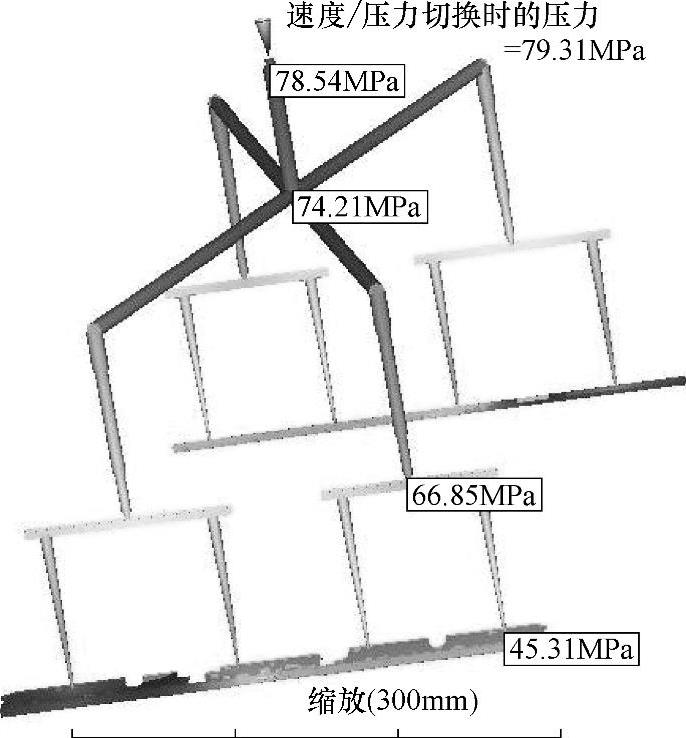
图6-25 X形1×4布置热流道流动分析
①横向热补偿计算。如图6-27所示,在高温状态下,喷嘴阀针距模具中央的距离
Ln=ln[1+αn(Tf-Tr)]
式中 Ln——工作温度下喷嘴阀针距模具中央的距离(mm);
ln——室温下流道板上阀针轴线距模具中央的距离(mm);
αn——流道板材料的线胀系数(℃-1);
Tf——热流道加热温度(℃);
Tr——装配时室内温度(℃);
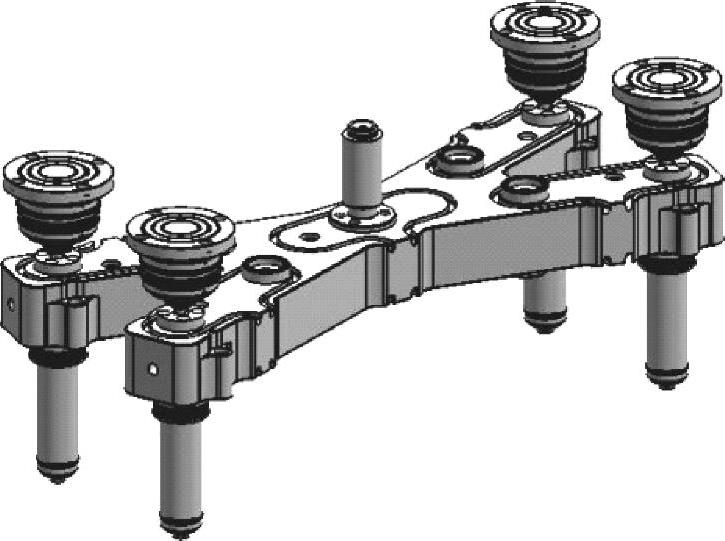
图6-26 玻璃纤维增强PPS四喷嘴的热流道系统
分喷嘴装压在定模板中,在模具温度时喷嘴阀针距模具中央的距离
Lg=lg[1+αg(Tm-Tr)]
式中 Lg——工作温度下喷嘴阀针距模具中央的距离(mm);
lg——室温下定模板的喷嘴轴线距模具中央的距离(mm);
αg——定模板材料的线胀系数(℃-1);
Tm——定模温度(℃);
Tr——装配时室内温度(℃)。
在高温工作状态下,流道板上阀针轴线应与定模板的喷嘴轴线重合,即Ln=Lg。解得室温下流道板上阀针轴线距模具中央的距离ln。设计图样上lg=271.82mm。流道板用40Cr13制造,其αn=11.5×10-6℃-1。定模板用P20制造,其αg=12.8×10-6℃-1。Tf=350℃,Tm=160℃,Tr=20℃。代入Ln=Lg,有

因此,在室温下加工定模板时,喷嘴轴线距模具中央的距离lg=271.82mm;在室温下加工流道板时,阀针中心线距模具中央的距离ln=271.28mm。在室温下将流道板和喷嘴装进定模时,阀针有少量的弯曲弹性变形。在高温下注射成型时这两条轴线重合,Ln=Lg=272.31mm。阀针以直线状态在导滑套上滑动,并对准浇口启闭。
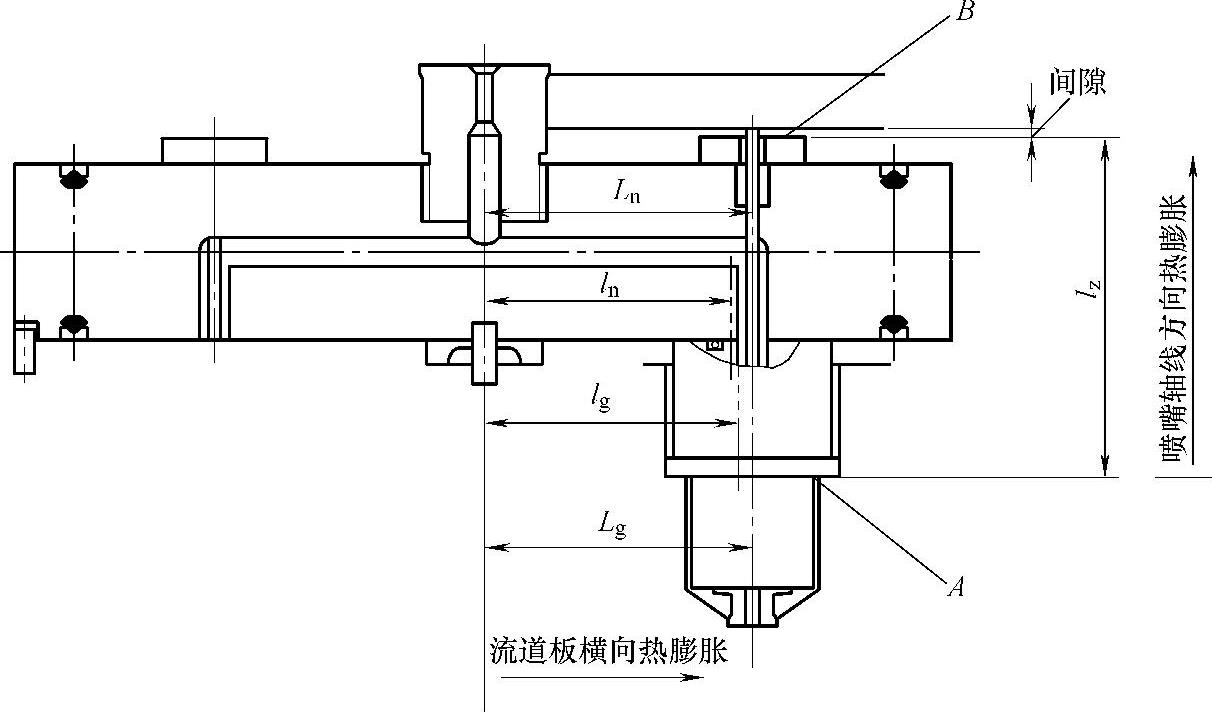
图6-27 热膨胀补偿设计
②轴向的膨胀量计算。如图6-27所示,喷嘴轴线方向的膨胀量从定位面A算起,到承压圈顶面B,此段距离lz=90mm。尽管有喷嘴体、流道板和承压圈三种钢材,但流道板的厚度最大。流道板用40Cr13制造,其线胀系数αn=11.5×10-6℃-1,在高温状态下的伸张量
Δl=lzαn(Tf-Tr)=90×11.5×10-6(350-20)mm=0.34mm
如果在室温下以lz=90mm装配,承压套顶面B与定模固定板之间不留间隙,则高温下固定板表面要承受很大热应力。从定位面A到承压圈顶面B距离,现取名义尺寸l′z=89.9mm,即B顶面上留有0.1mm的间隙,比熔体温度300℃以下的热流道系统的间隙要大些,减小了横向和轴向两者热膨胀的干涉。
4)高温度高压缩的针阀式分喷嘴。为提高工作可靠性和使用寿命,需对原有设计进行四方面的改进:
①阀针的直径从原来的4mm改成6mm,阀针用高速工具钢制造,这样在提高阀针稳定性和刚度的同时也增加了其耐磨寿命。
②为了提高喷嘴轴线上阀针12与导滑套9、导套15和浇口喷嘴头17的同轴度,减小由于流道板横向膨胀造成的阀针弯曲变形,在承压圈8与导滑套9之间,用径向间隙补偿流道板的横向热伸长和四浇口中心线的误差,并用导滑套9的紧压端面封胶,如图6-28所示。
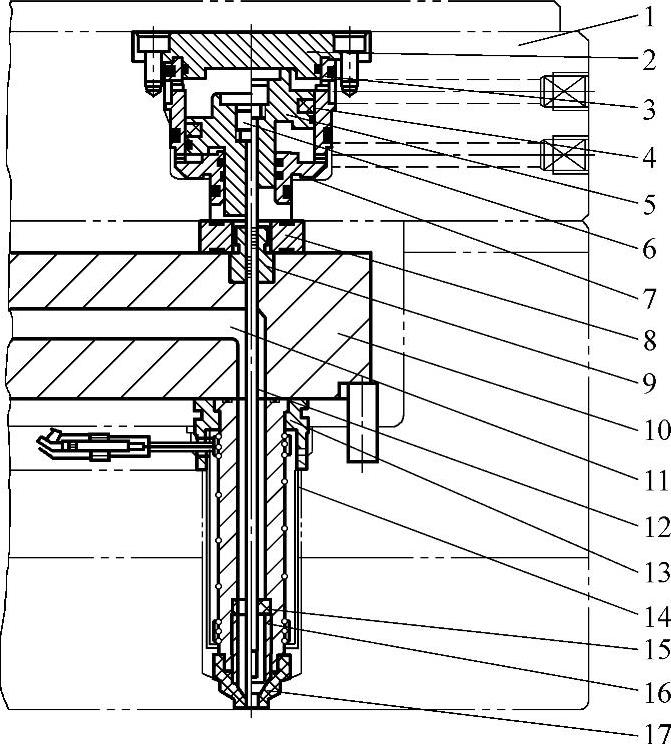
图6-28 针阀式喷嘴
1—定模固定板 2—缸盖 3—密封橡胶圈 4—耐磨橡胶圈 5—活塞 6—压紧螺钉 7—缸体 8—承压圈 9—导滑套 10—流道板 11—分流道 12—阀针 13—喷嘴体 14—加热器 15—导套 16—导热套 17—浇口喷嘴头
③如图6-28所示,阀针12在浇口附近用导套15导向。这样做增加了阀针滑动支承点,减小了阀针的弯曲变形,保证了阀针在闭合时对浇口有精确对准,明显提高了浇口的强度和寿命。
④此热流道系统工作于300℃以上高温,所有电气布线的绝缘层会很快老化,需定期更换。玻璃纤维增强的物料对零件磨损严重,故喷嘴的阀针12和浇口喷嘴头17也需定期更换。
由于注射模具的体积较大,在大型注射机上注射模塑,而GR-PPS每次注射量与螺杆塑化量之比太低,使物料在机筒、热流道和喷嘴中滞留时间过长,故熔料很容易过热灼伤。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。