



一个喷嘴有多个浇口,可注射各个型腔,适用于一模多腔的间距小的制件注射。多浇口喷嘴有两类,一类是立式多浇口喷嘴,另一类是边缘式多浇口喷嘴。它们的浇口多为开放式小浇口。前者注射方向与喷嘴轴线一致,后者注射方向与喷嘴轴线相互垂直。
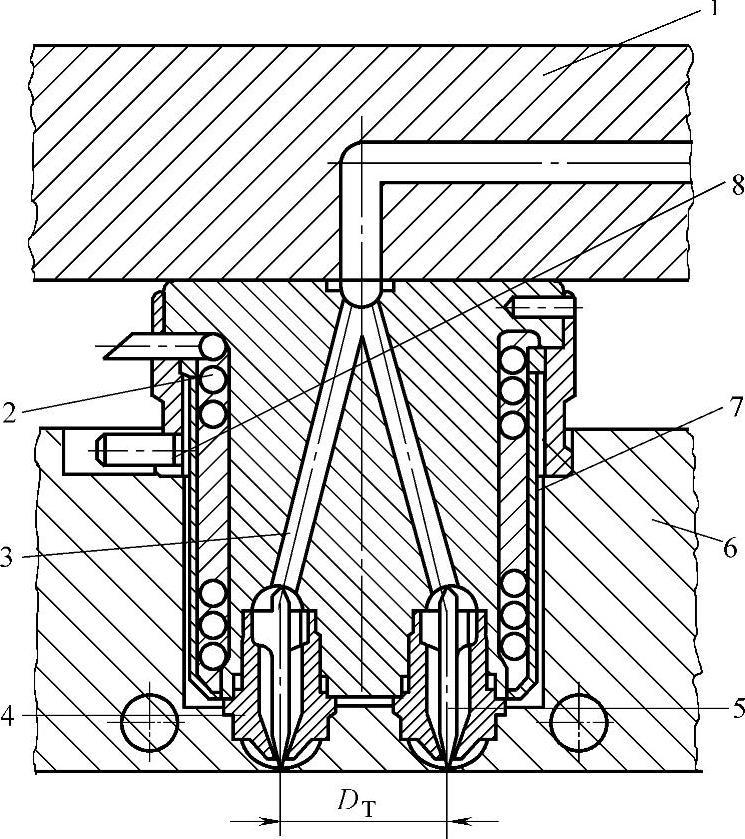
图5-62 立式多浇口喷嘴
1—流道板 2—铸造加热器 3—喷嘴中流道分叉 4—浇口套 5—导流梭 6—定模板 7—绝热气隙 8—止转销 DT—浇口间间距
1.立式多浇口喷嘴
有两种流道输送熔体到浇口的喷嘴。如图5-62~图5-64所示,喷嘴流道各自输送熔体给浇口。一种是如图5-63所示,多浇口喷嘴的输入流道有加热器,注射点之间间距必然很大。另一种如图5-65所示,2~6个浇口有共同连通的输入腔,这种多浇口喷嘴的浇口间距可以是8~10mm,但喷嘴制造困难。
(1)流道输入各浇口 图5-62所示为顶端浇注的立式多浇口喷嘴。一个喷嘴可以有2、3、4或6个浇口。图中连接流道板的多浇口喷嘴的浇口套4可以更换。浇口开设在定模板上,浇口温度较低,因此浇口套前有保温的塑料绝热腔。这种浇口适用于无定形和慢结晶塑料。
有的热流道公司已经有标准系列的立式多浇口喷嘴的产品。浇口间间距DT=16~30mm,有2、3、4和6个顶针式浇口。导流梭针尖的径向尺寸过大,大都用侧孔管道针尖浇口,如图5-63所示。图5-63所示的多顶针的分喷嘴由头部和壳体两段加热,适合流动性差的塑料熔体,其浇口间间距DT=25~45mm,有2、3和4个针尖式浇口。
图5-64所示为用3针尖分喷嘴注射成型透明PC医疗注射器。PC注射器针管长为50mm,管径为3.6mm,管壁厚为2.4mm。针管一头有螺纹,另一头有注射孔。三个针尖浇口在前端面上直径为6mm的圆周上均布。浇口间的间距很小,只能采用侧孔管道多顶针喷嘴。侧孔管道针尖4用铍青铜制造。喷嘴壳体7用耐热钢DIN1.2316(德)制造,嵌入加热器。钢套头6用钛合金TC4制造,它定位紧固在浇口套8的孔中。3个浇口孔加工在浇口套里,孔径为0.5+0.02mm。侧孔管道针尖4的内径为3.6mm,每个顶针尖头上只有一个ϕ1.5mm的侧孔引出塑料熔体。该模具有四个型腔,四个多顶针喷嘴架起X形的流道板。
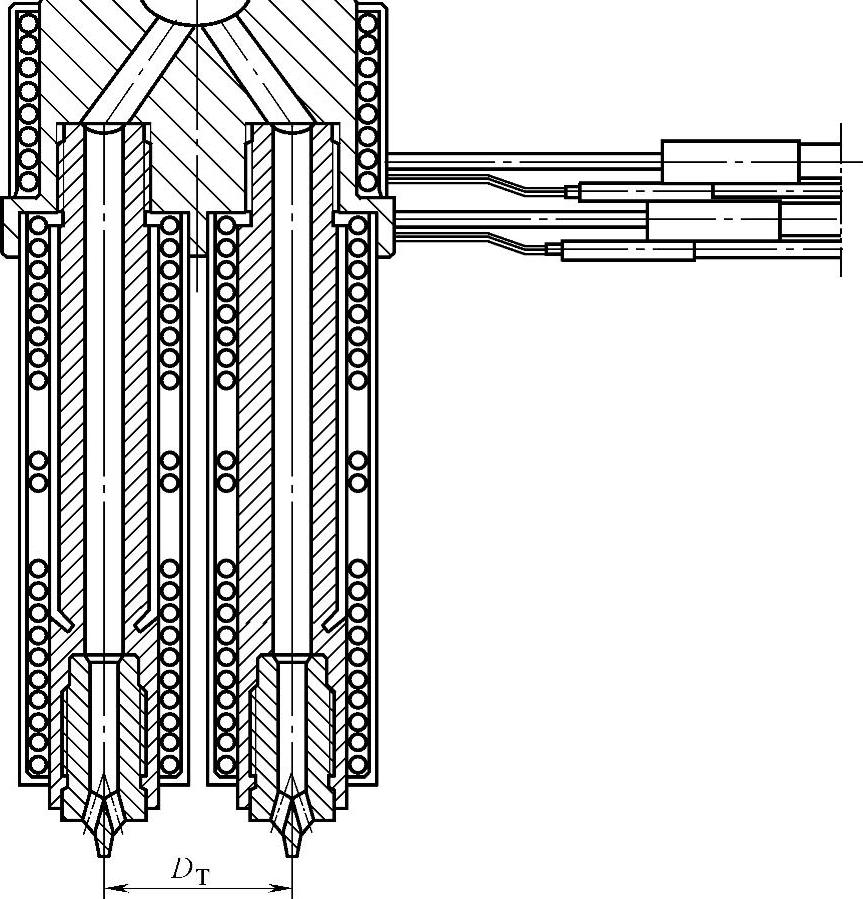
图5-63 有2、3和4个侧孔管道针尖的分喷嘴
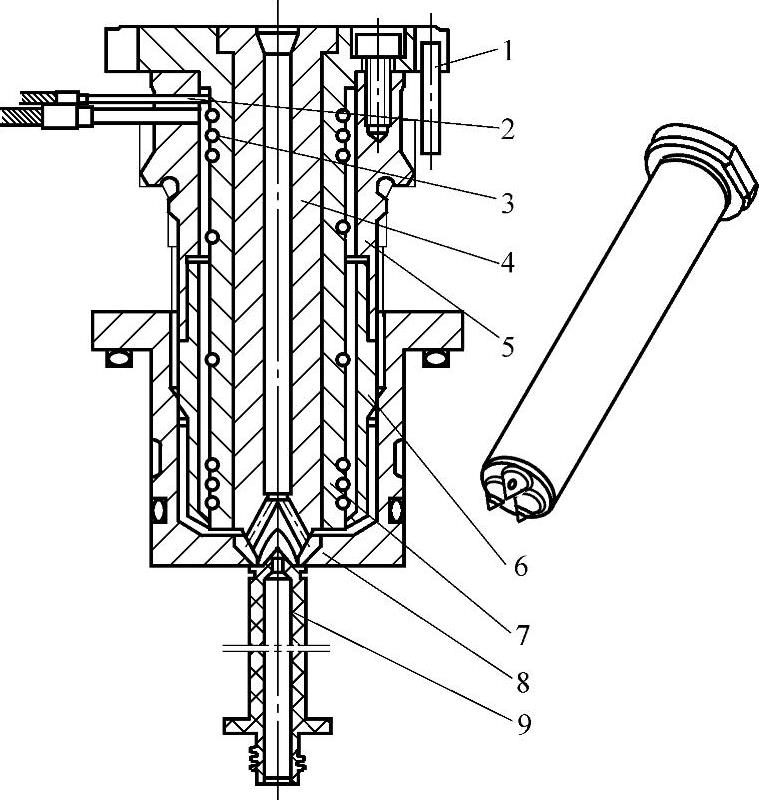
图5-64 用3针尖分喷嘴注射成型透明PC医疗注射器
1—止转销 2—热电偶 3—嵌入式加热线圈 4—侧孔管道针尖 5—钢套座 6—钢套头 7—喷嘴壳体 8—浇口套 9—PC医疗注射器
(2)单腔输入各浇口 这种多浇口喷嘴大多是圆周均布3~6个注射点。图5-65所示的4浇口喷嘴,其注射点呈直线分布。它必须有极高的加工精度和温度的均匀性,不适合注塑较大制品,尤其是一模多腔的高精度制件。浇口输入腔有很高的压力,密封困难。各浇口流量的均衡注射会受到加工精度的影响。还要考虑各针尖轴向的热膨胀影响。
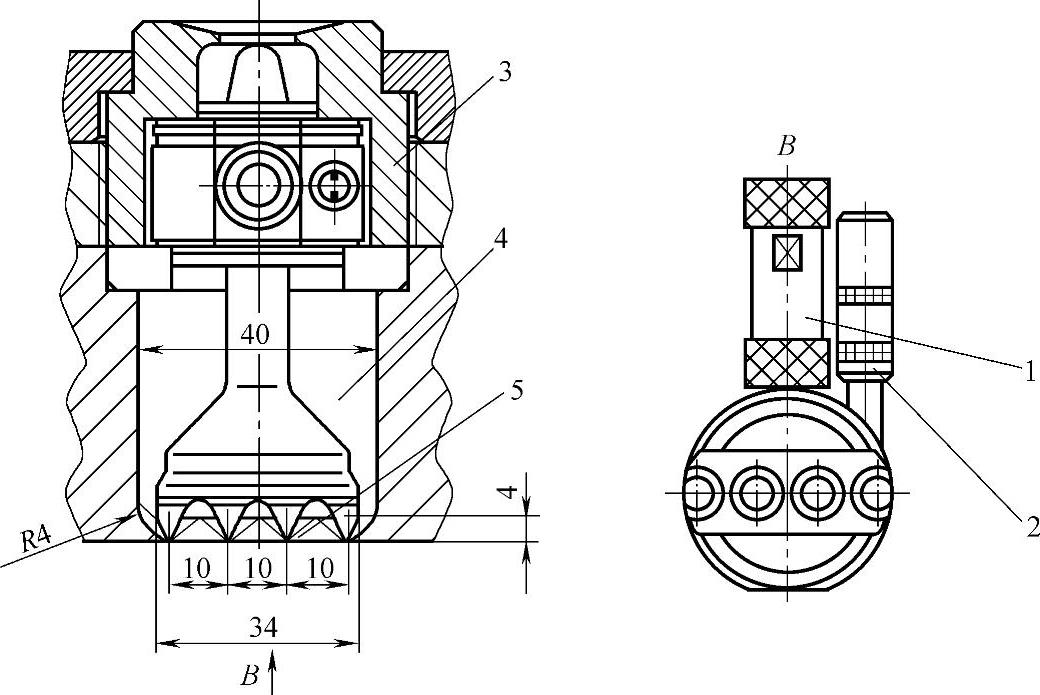
图5-65 直线布局4浇口喷嘴
1—加热器 2—热电偶 3—喷嘴座 4—输入腔 5—针尖式浇口
1)很高的喷嘴提升力。图5-65所示为直线布局4浇口喷嘴,各浇口共用输入腔的受压面积S=40mm×20mm。如果塑料熔体压力p=50MPa,则喷嘴座受到的提升力F=Sp=40kN。喷嘴必须有强大的紧固连接,采用钛合金绝热和密封,且每个顶针有牢固的连接。
2)高精度的浇口。图5-66所示的2浇口输入腔有两个浇口直径d1、d2和洞口高度h1、h2,造成两个浇口有不同的输出体积流量q1和q2。假定输入腔经两个浇口的熔体压力损失相等,即Δp1=Δp2,可以推导得

式中 n——塑料熔体在剪切速率104~105s-1时的流动指数。
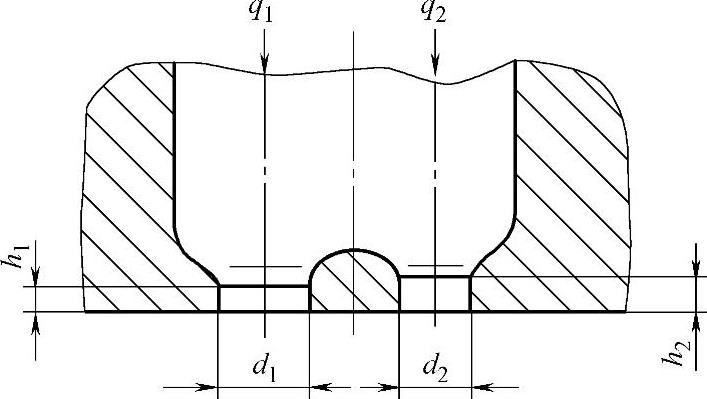
图5-66 2浇口输入腔中浇口制造误差对各股流量的影响
q1、q2—各浇口的体积流量 d1、d2—各浇口的口径 h1、h2—各浇口的洞口高度(https://www.xing528.com)
有某品种聚丙烯PP熔体,在剪切速率104~105s-1时n=0.33,符合以下两个条件时有q1=q2的平衡浇注(见图5-66)。
① 和
和 时,有q1=q2。
时,有q1=q2。
② 和
和 时,有q1≈q2。
时,有q1≈q2。
当 ,即d1=0.832mm、d2=0.8mm时,有直径差Δd=0.032mm。
,即d1=0.832mm、d2=0.8mm时,有直径差Δd=0.032mm。
又有 ,即h2=0.196mm、h1=0.2mm时,有高度差Δh=0.004mm。
,即h2=0.196mm、h1=0.2mm时,有高度差Δh=0.004mm。
将 代入式(5-18)得
代入式(5-18)得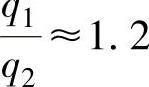 ,说明浇口流量q1比q2高约20%。
,说明浇口流量q1比q2高约20%。
此种单腔输入各浇口的多浇口喷嘴,各浇口的加工误差对各股熔料的充填过程有决定性影响。必须保证各浇口的浇口直径d和洞口高度h的加工精度,严格限制各浇口的加工误差。多浇口的顶针不能单独加热并控制温度,温差也影响浇注过程。多浇口喷嘴的平衡浇注有很高难度,浇口数目不宜过多。
2.边缘式多浇口喷嘴
边缘式喷嘴可用在塑料制品侧壁的浇口位置上。浇口设在型芯侧面,制品的平壁面、圆柱壁面和转角上。浇口直径为1~2.5mm。浇口不应该设在模塑件的厚壁位置上,因为厚壁部位有过大收缩,会牵引浇口熔料,造成过多的废料。同样理由,浇口也不应该设在模塑件转角的凹面。对于热塑性弹性体,浇口处对塑件壁面的斜角不超过15°,以获得良好浇口剪断断面,并保证模具壁厚强度。
边缘式多浇口喷嘴不但用作主流道喷嘴,也用于流道板的喷嘴,而且大都是多个注射点,可以减少喷嘴数目,这使一模多腔的小制品注射较为经济。边缘式喷嘴有三种浇口结构,即有绝热仓的开放式浇口、开放式接触浇口和针尖式浇口。
(1)有绝热仓的开放式浇口 图5-67所示的几种边缘喷嘴的周围都有绝热仓的塑料皮层。由于浇口开设在模板上,相对温度较低,故这些喷嘴适用于注射温度低于300℃的无定形塑料和慢结晶塑料,如PE和PP,用于注射周期短的包装件。
图5-67a所示的喷嘴流道是半圆形,另一半是绝热皮层。作为主流道喷嘴,它会受到很大的注射压力引起的顶出力。图5-67b所示喷嘴的流道开设在导热铍青铜间,注射时熔体冲破0.2mm厚的塑料,经浇口涌入型腔。图5-67c所示的喷嘴熔料流到的出口上装有钛合金的绝热套,绝热皮层很小,可避免主流道喷嘴受到顶出力。浇口区有较高的温度,适用于加工无定形塑料和结晶型塑料,甚至可加工热敏性的塑料或着色的无定形塑料。
(2)开放式接触浇口 图5-68所示的这种喷嘴直接接触模板上的浇口,在浇口区有较高的温度。推荐用于加工结晶型塑料,可以防止浇口过早冻结。图5-68b所示为利用此种边缘喷嘴生产浅盆制品。喷嘴的底部有绝热皮层。必须考虑喷嘴的热膨胀会影响密封套与浇口的接触。
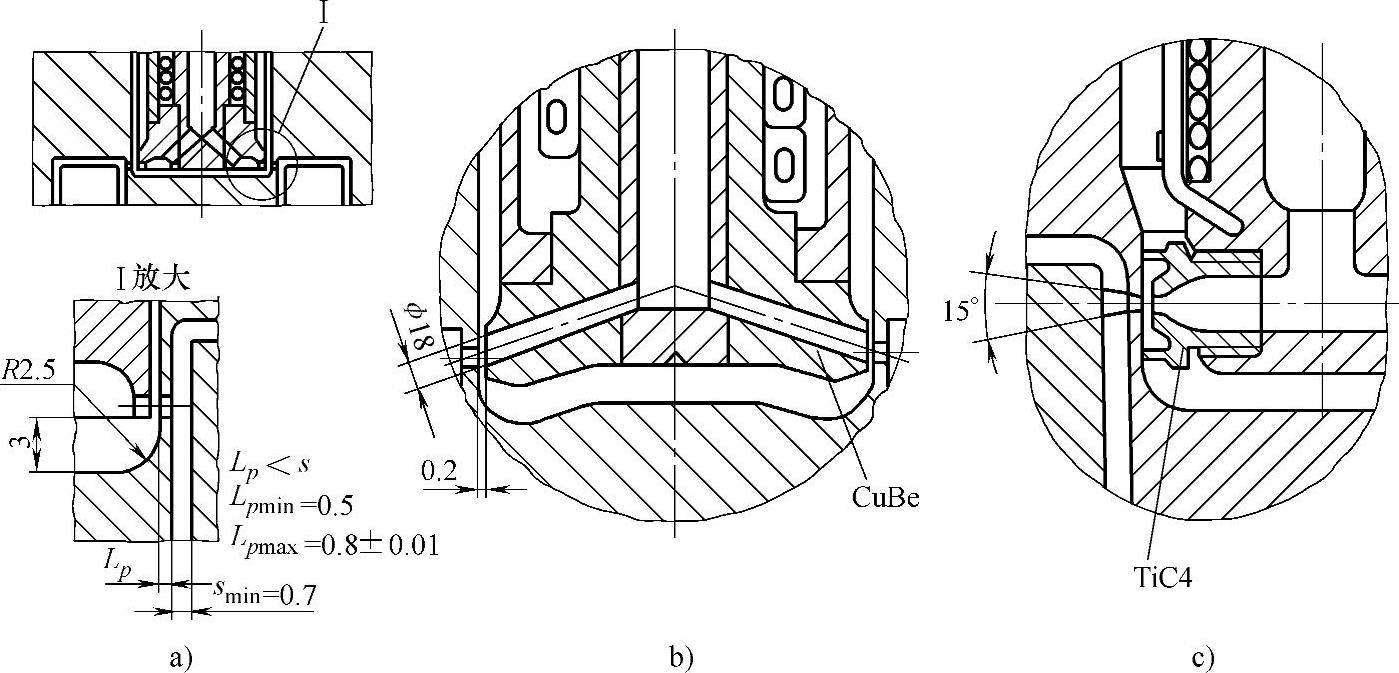
图5-67 有绝热仓的开放式浇口的边缘喷嘴
a)有绝热仓的1~4个浇口 b)所有浇口的绝热仓相连 c)各浇口有单独绝热仓
图5-68 开放式接触浇口的边缘喷嘴
a)局部视图 b)一模两腔应用
(3)针尖式浇口 针尖式浇口用于边缘喷嘴是项新技术。它可以消除喷嘴上出口的冷料。模板上的浇口只有2~3mm厚度。这种喷嘴针尖的装配必须有专门的结构设计。
图5-69a所示喷嘴上专门设计了可镶拼的模块。它两可向中央推进,让针尖伸入模块,对准浇口,然后用楔块从两侧固紧模块。这种喷嘴适用于PA、PBT和玻璃纤维增强的PC。图5-69b所示喷嘴上的铍青铜针尖2先用安装螺钉4吊在绝热仓里,装好浇口模板后,再吊紧针尖2,直到它们进入喷嘴的键槽并抵达限位,然后用吊紧螺钉3置换安装螺钉4。
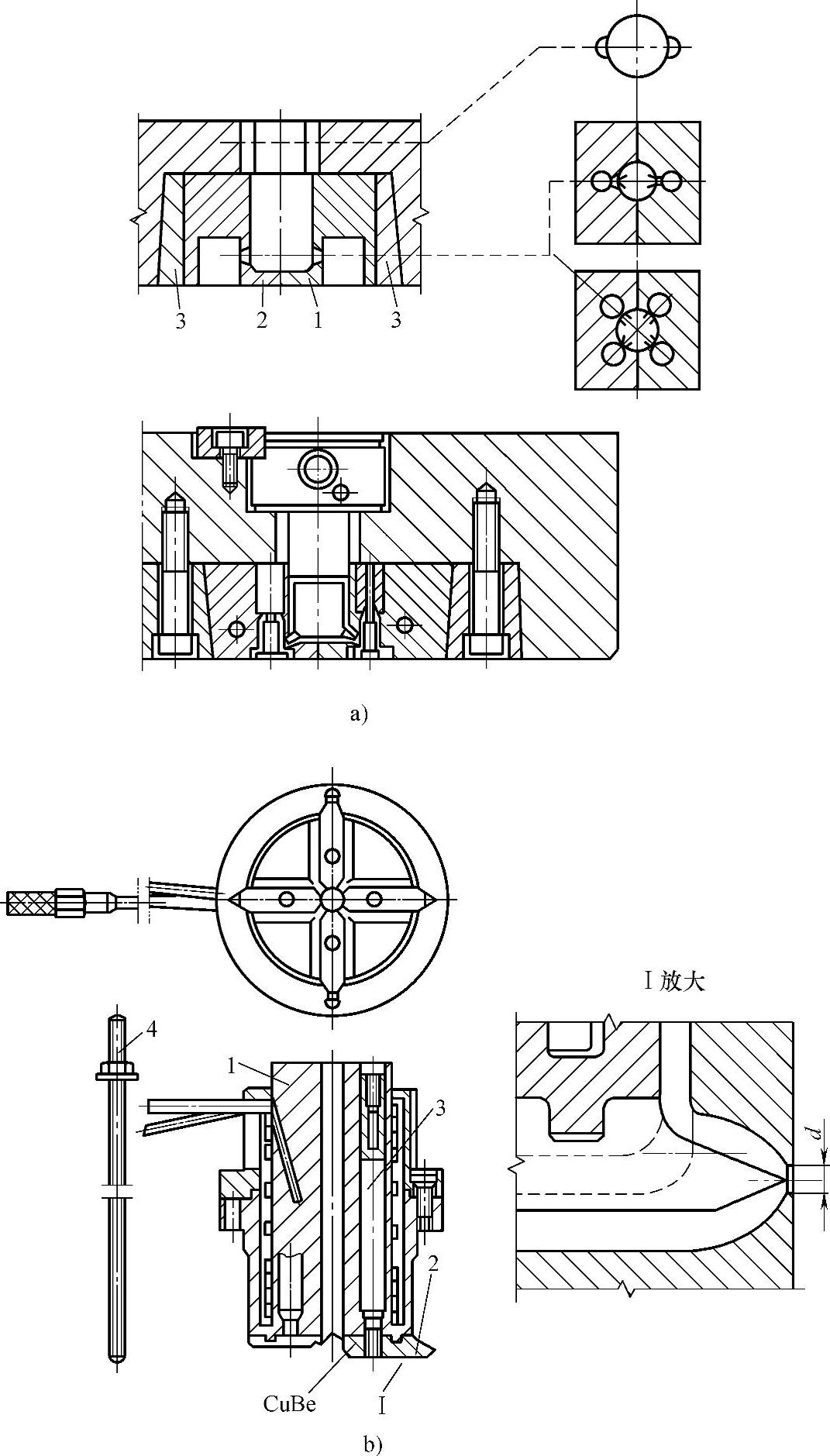
图5-69 针尖式边缘喷嘴
a)两腔或四腔的拼合模块 1、2—拼合模块 3—紧锁斜楔 b)吊紧顶针尖的喷嘴 1—喷嘴 2—针尖 3—吊紧螺钉 4—安装螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。