



本节介绍直接浇口多喷嘴上流道直径的设计计算(它的计算方法和结果适用于所有开放式浇口的分喷嘴),并分析计算整体式直接浇口的热补偿。另外,分析了两个直接浇口的浇注系统的案例。
1.多喷嘴流道的直径
分喷嘴的流道直径已经被各热流道公司标准系列化。它是喷嘴型号的第一参量。选用喷嘴型号是从流道直径开始的。有的热流道公司的系列直径(mm)为:5、8、12、16、18,也有4、5、7、10、12、16、20。还有的热流道公司把流道直径隐藏在各种喷嘴代号里。系列直径越多,越容易选用较合理的喷嘴型号,但会有制造、安装和管理的麻烦。
常用的多喷嘴流道的直径是4.0~20mm。其大小主要由塑料熔体的体积流量和熔体的流变参量确定。可用式(3-21)换算推导成按剪切速率确定喷嘴直径的计算式,即多喷嘴和流道板的流道直径do(cm)为
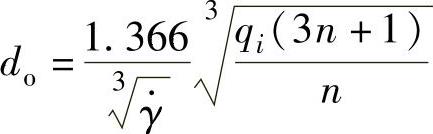
式中 ——塑料熔体流经直浇口的实际剪切速率(s-1);
——塑料熔体流经直浇口的实际剪切速率(s-1);
qi——塑料熔体流经直浇口的体积流量(cm3/s);
n——塑料熔体的流动指数。
根据大量注射模流动分析的案例和国内外资料,冷流道系统的分流道中,熔体输送的剪切速率 在102~103s-1范围内。按式(3-21),直径di与体积流量qi的函数关系用剪切速率
在102~103s-1范围内。按式(3-21),直径di与体积流量qi的函数关系用剪切速率 推算最为恰当。多喷嘴的流道直径D是最后一级分流道直径di的延续,用式(5-5)推算:
推算最为恰当。多喷嘴的流道直径D是最后一级分流道直径di的延续,用式(5-5)推算:

参阅表3-1,各种塑料熔体在剪切速率 范围内的流动指数n与
范围内的流动指数n与 和
和 的n值是不同的,说明塑料熔体的非牛顿流动性能在各剪切速率范围内有差异。为简化计算过程,在塑料熔体在剪切速率
的n值是不同的,说明塑料熔体的非牛顿流动性能在各剪切速率范围内有差异。为简化计算过程,在塑料熔体在剪切速率
 范围内,对于n≤0.25,近似取n=0.20,设定
范围内,对于n≤0.25,近似取n=0.20,设定 。对于0.25<n≤0.50,对ABS、ABS+20%GF、PP、PP+30%GF、PS和PS/PMMA等塑料熔体,n=0.35,近似取
。对于0.25<n≤0.50,对ABS、ABS+20%GF、PP、PP+30%GF、PS和PS/PMMA等塑料熔体,n=0.35,近似取 。对于0.5<n<1.0,对ABS/PC、PC、PC+30%、PA6、PA6+30%GF、POM、POM+30%GF和PBT+30%GF等塑料熔体,n=0.70,取
。对于0.5<n<1.0,对ABS/PC、PC、PC+30%、PA6、PA6+30%GF、POM、POM+30%GF和PBT+30%GF等塑料熔体,n=0.70,取 。由此,在三个流动指数n区间内,D(di)(cm)的计算式为
。由此,在三个流动指数n区间内,D(di)(cm)的计算式为

将式(5-5)和式(5-5a)等计算出的数值构成表5-8,可以为选用多喷嘴的通道直径D提供方便。表5-8还可以用于分流道直径di的设计计算。在用式(5-5)计
表5-8 分流道和多喷嘴的通道直径
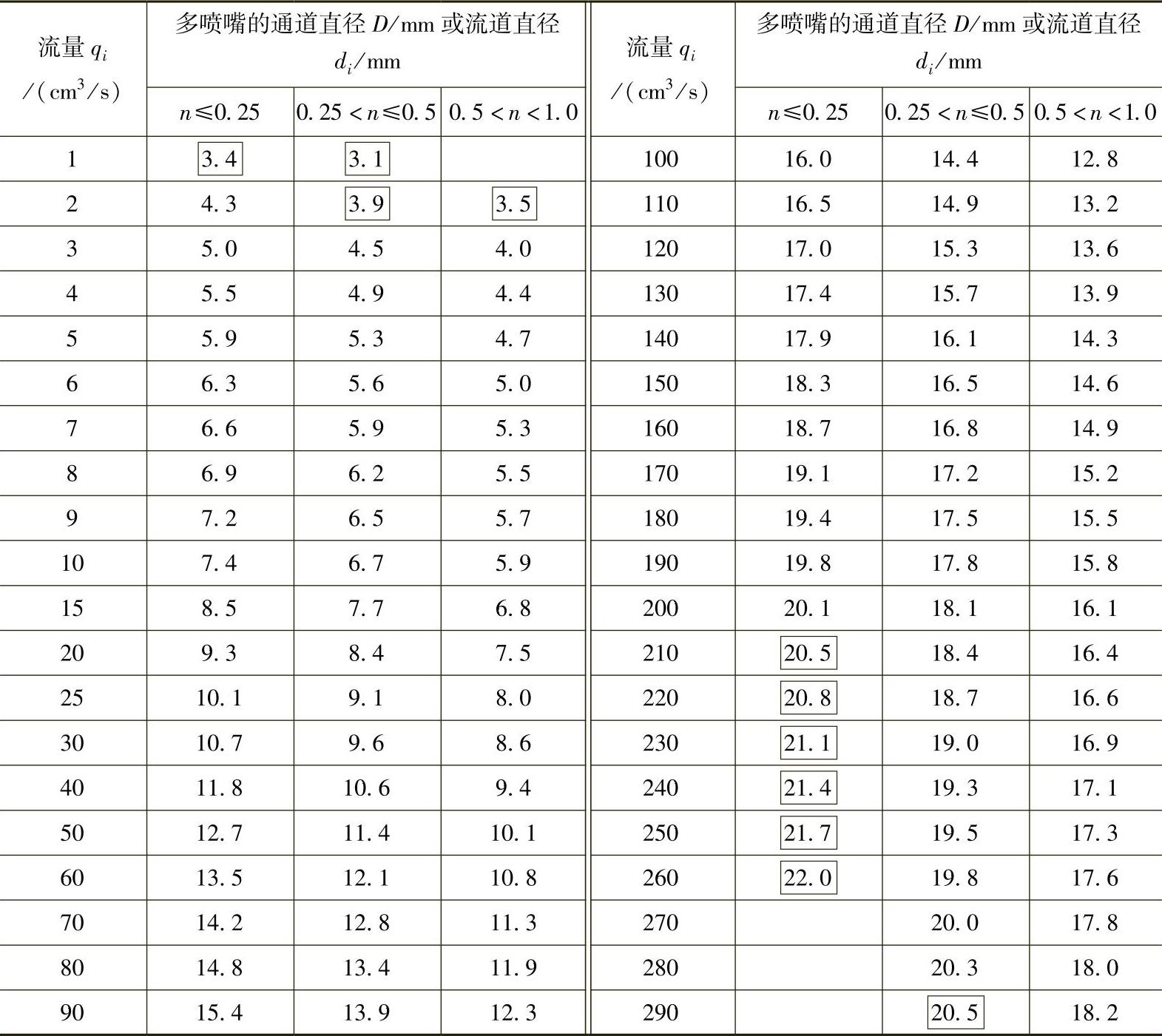
注:1.n—剪切速率 范围内塑料熔体的流动指数。
范围内塑料熔体的流动指数。
2.带方框的数值较少采用。
算和查询表5-8时需注意:
1)喷嘴通道直径一般不超过20mm。该直径超过18mm时,要获知塑料熔体的表现稠度K′和流动指数n,以喷嘴长度预测压力损失。整个热流道浇注系统的压力消耗不超过350×105Pa。
2)式(5-5)和表5-8中塑料熔体的体积流量qi(cm3/s)应该是喷嘴的输出流量,即输出塑料熔体体积Vi(cm3)除以注射充模时间t(s)。可以根据表5-3,以注射机喷嘴输出熔体体积V查找到注射机螺杆推进的充模时间t。
3)式(5-5)和表5-8中塑料熔体的流动指数n及熔体输送的剪切速率γ·在102~103s-1范围内的n值可查阅表3-1和表3-2,或根据该品种塑料的流变曲线推算。
过细的流道和过高的剪切速率,势必使流动熔体的剪切应力增大。喷嘴和分流道都有一定的长度,有时达到几百毫米。浇注系统的压力损失过大,会让塑件型腔内的充填压力不足,导致成型的制件质量不合格。反之,热流道系统的喷嘴和分流道过粗,势必增加流道容纳熔体的体积,增加熔融态塑料的持续时间,会使热不稳定塑料和不稳定的添加剂发生分解。在一定的注射流量下,过大的喷嘴流道,对于开放式的小浇口,不能提供强大的注射压力。
2.直接浇口喷嘴的热补偿
图5-28a所示为直接浇口整体式喷嘴的安装图。其中DO是浇口套的直径,C是喷嘴安装在定模的基准面。在喷嘴温度与模具温度之差为ΔT时,喷嘴壳体与浇口套在轴线方向热膨胀伸长。如果浇口套在定模的成型面内,注塑件表面将会留下凸起的浇口套的痕迹。相反,浇口套伸出成型面,注塑件上会留有浇口套的凹痕。如图5-28所示,室温下喷嘴的长度为
Lt=Lg-ΔL=Lg[1-α(Tz-Tm)] (5-6)
式中 Lt——考虑热补偿后室温下喷嘴的长度(mm);
Lg——注射时喷嘴的长度(mm);
α——喷嘴材料的线膨胀系数(10-6℃-1),钢材的热膨胀系数为(11~13)×10-6℃-1;
Tz——喷嘴的温度(℃);
Tm——模具的温度(℃)。
其中,ΔT(℃)为喷嘴的温度与模具的温度之差,即ΔT=Tz-Tm。
图5-28b所示为直接浇口部分式喷嘴的安装图。圆锥直接浇口在定模板上。浇口
套在注射温度下会伸长至定模配合面。在室温下应预留热补偿ΔL。预留间隙ΔL不(https://www.xing528.com)
足,喷嘴热伸长会对定模产生很大的挤压热应力。反之,预留ΔL间隙过大,注射时
会生成塑料膜,甚至泄漏熔体。因此,有的采用隔热帽的双套结构(见图5-21),而
且估测ΔL更重要,也更困难。
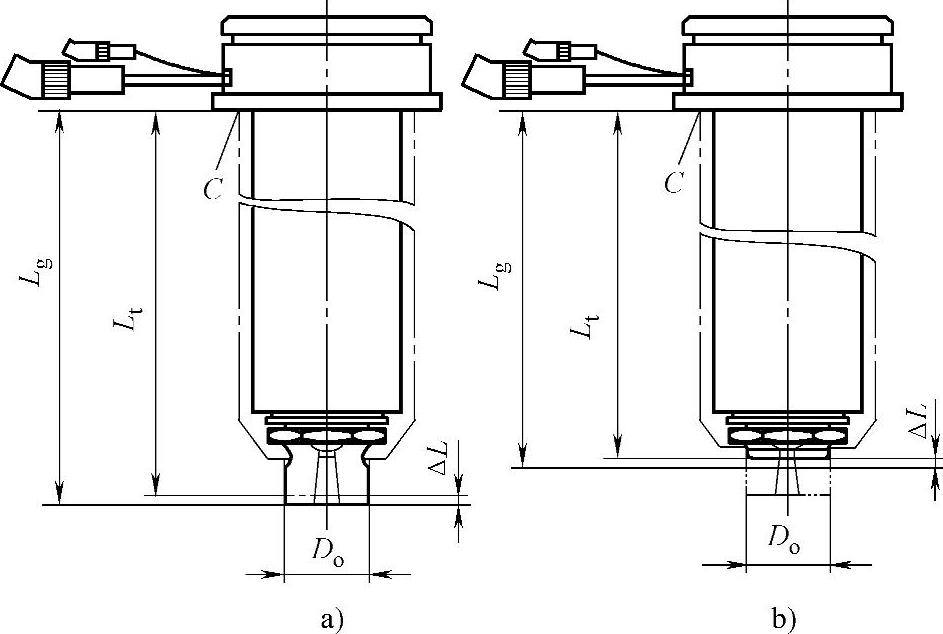
图5-28 直接浇口喷嘴的轴线方向热补偿
a)整体式喷嘴 b)部分式喷嘴
一些品牌热流道公司为预测ΔL数据,做了大量实验研究工作。表5-9列出了这些公司对热流道喷嘴壳体热补偿预测的依据。喷嘴壳体大都用H13(美)调质预硬钢(或德DIN1.2344钢)制造,它的热膨胀系数α随温度高低有差异。
表5-9 热流道喷嘴壳体热补偿预测的依据

注:POM—聚甲醛,注射温度为165~175℃;TPU—热塑性聚氨酯弹性体,注射温度为190~240℃;PA—聚酰胺,注射温度为220~265℃;PET—聚对苯二甲酸乙二醇酯,注射温度为270~290℃;PEI—聚醚酰亚胺,注射温度为310~420℃。
将表5-9中数据代入式(5-6),便可计算出喷嘴热膨胀量ΔL。只有在流道直径D=4mm,喷嘴长度L=100~200mm,计算出的热膨胀量ΔL才符合实际。大多数计算值比实际需要补偿量要小。影响补偿量的因素还有:
1)喷嘴是薄壁筒体。钢厂测试线膨胀系数α时,试样是实心的。理论上,线膨胀系数是体积膨胀系数的1/3。
2)喷嘴轴线方向线膨胀系数α与安装约束条件有关,与喷嘴结构和型号有关,与喷嘴的长度有关。
3)喷嘴轴线方向线膨胀系数α与加热线器功率和安装有关,与模具温度和它的稳定性有关。喷嘴筒体温度的波动和分布不均匀影响热膨胀。
总之,喷嘴热膨胀量ΔL的确定需要大量的实验和经验数据。
3.直接浇口多喷嘴实例
以下通过两个热流道浇注系统实例,详述直接浇口多喷嘴的设计过程。
1)四塑料件的直接浇口喷嘴的热流道设计。ABS旋转拨盘(见图5-29)外径为68mm,高为22mm,壁厚为2mm,每件重21.9g,结构复杂。注塑件用冷流道的三个针点式浇口保证外观和制件质量,但有发达的浇注系统。用热流道板分流给两个喷嘴,能减少冷流道凝料,有利于压力传递。直接浇口分喷嘴传输塑料熔体到冷流道。直浇口料头和冷流道凝料一起脱模,并自动坠落。
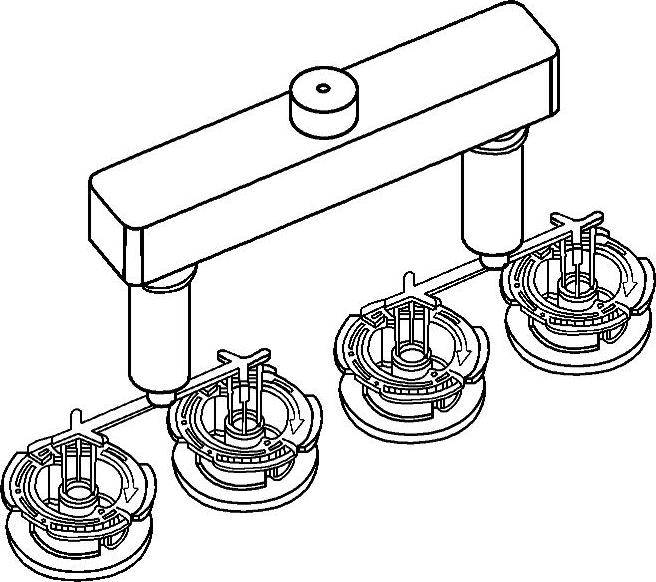
图5-29 四注塑件的两喷嘴热流道系统
设计计算的第一步是计算各流道的输送体积流量Q和熔体体积流量qi。每个注塑件按照固体密度1.04g/cm3换算成体积21.06cm3。无定形ABS塑料在220℃,按照0.95折算成22.2cm3熔体体积。注射每个塑件有冷流道体积3.45cm3。每个分喷嘴注射两个制件,输送熔体体积51.3cm3。输给四个制件和冷流道的总体积是102.6cm3。
查表5-3,根据注射体积量V与注射时间t的关系,注射102.6cm3体积塑料熔体,注射机螺杆推进时间为1.4s。主流道输送体积流量Q=72.9cm3/s,直接浇口分喷嘴的熔体体积流量qi=36.4cm3/s。查表3-2,ABS熔料在流动剪切速率
 范围内n=0.35。查表5-8,得多喷嘴的通道直径Df=11mm。查图5-23,中等黏度ABS熔体体积流量qi=36.4cm3/s时直接浇口直径do=2.3mm。
范围内n=0.35。查表5-8,得多喷嘴的通道直径Df=11mm。查图5-23,中等黏度ABS熔体体积流量qi=36.4cm3/s时直接浇口直径do=2.3mm。
图5-30所示是图5-29所示热流道系统的结构图。各旋转拨盘中心线间距为85mm。热流道板长×宽为270mm×60mm,厚为45mm。上下空气间隔分别为10和15mm,四侧壁的空气间隔为10mm。对此小型的流道板,主流道并不加热。企业设计为标准系列所约束,喷嘴的通道直径Df=12mm,直接浇口直径do=2.5mm。
2)单型腔的直接浇口喷嘴的热流道设计。聚碳酸酯PC与矩形细框架(见图5-31)重53.16g,壁厚为0.75mm。矩形框长900mm,宽512mm,高5mm。高黏度PC熔体充模流程比为110,对于周边长2824mm细条,16个注射点是必须有的。用剪切切断的潜伏浇口,冷流道凝料的脱模比针点式浇口简便些。流道板的分流道的设计(见图5-31)必须进行流变平衡,保证八个喷嘴有相同的注射压力。
设计的第一步是计算各流道的体积流量Q和qi。注塑件按照固体密度1.2g/cm3换算成体积44.3cm3。无定形PC塑料在280℃,按照0.95折算成46.6cm3熔体体积。注射塑件有冷流道体积113cm3。输送给制件和冷流道的总体积是159.6cm3。
查表5-3,根据注射体积量V与注射时间t的关系,注射159.6cm3体积塑料熔体,注射机螺杆推进时间为1.7s。主流道输送体积流量Q=93.9cm3/s,八个直浇口分喷嘴注射量均衡,其流量qi=11.7cm3。查表3-2,PC熔料在流动剪切速率 范围内n=0.83。查表5-8,得多喷嘴的通道直径Df=6mm。查图5-23,高黏度PC熔体体积流量qi=11.7cm3时直接浇口直径do=1.8mm。又查图5-26,得浇口直径do=1.4mm。但是,图5-32所示喷嘴的浇口是直浇口和导流棱浇口复合,理应比开放式浇口大些,取直径do=1.8mm为好。
范围内n=0.83。查表5-8,得多喷嘴的通道直径Df=6mm。查图5-23,高黏度PC熔体体积流量qi=11.7cm3时直接浇口直径do=1.8mm。又查图5-26,得浇口直径do=1.4mm。但是,图5-32所示喷嘴的浇口是直浇口和导流棱浇口复合,理应比开放式浇口大些,取直径do=1.8mm为好。
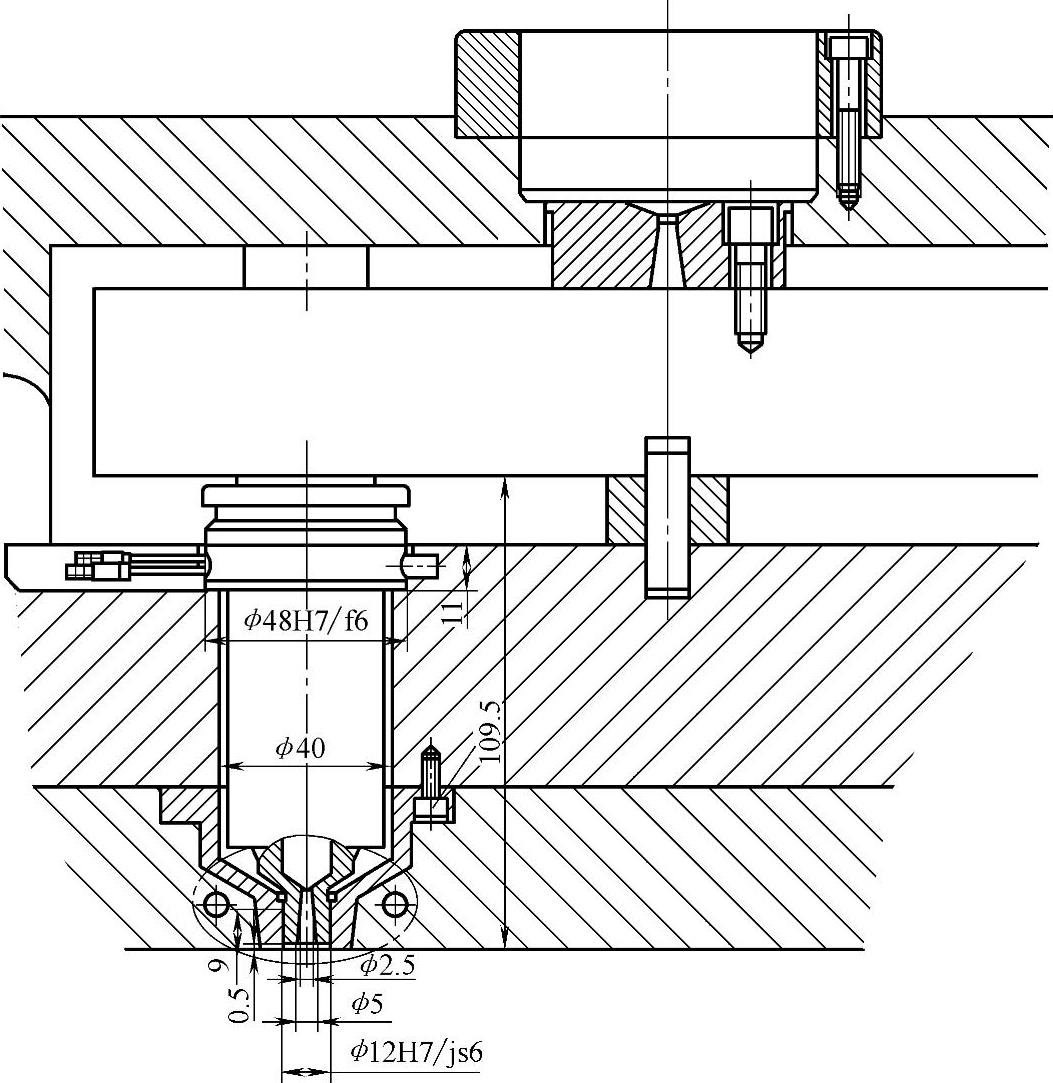
图5-30 直接浇口两喷嘴热流道
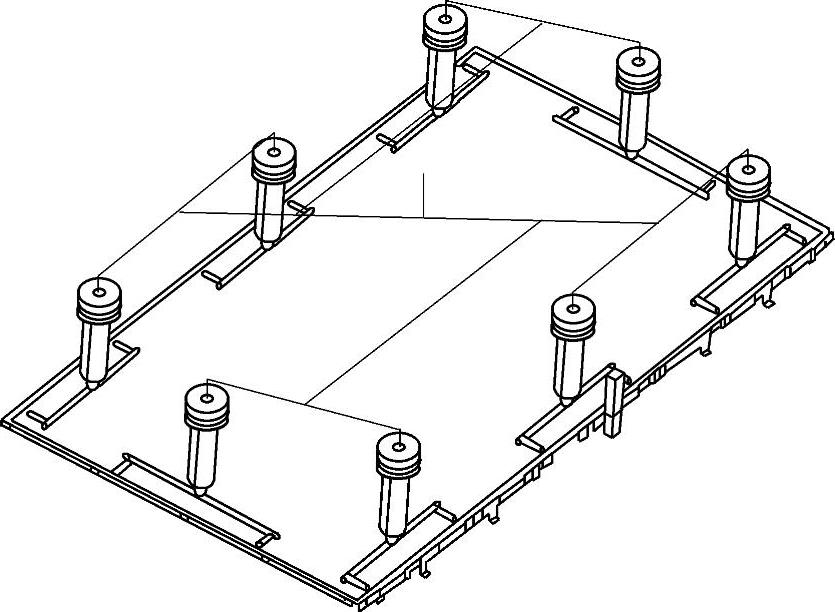
图5-31 单型腔的直接浇口喷嘴的热流道浇注系统
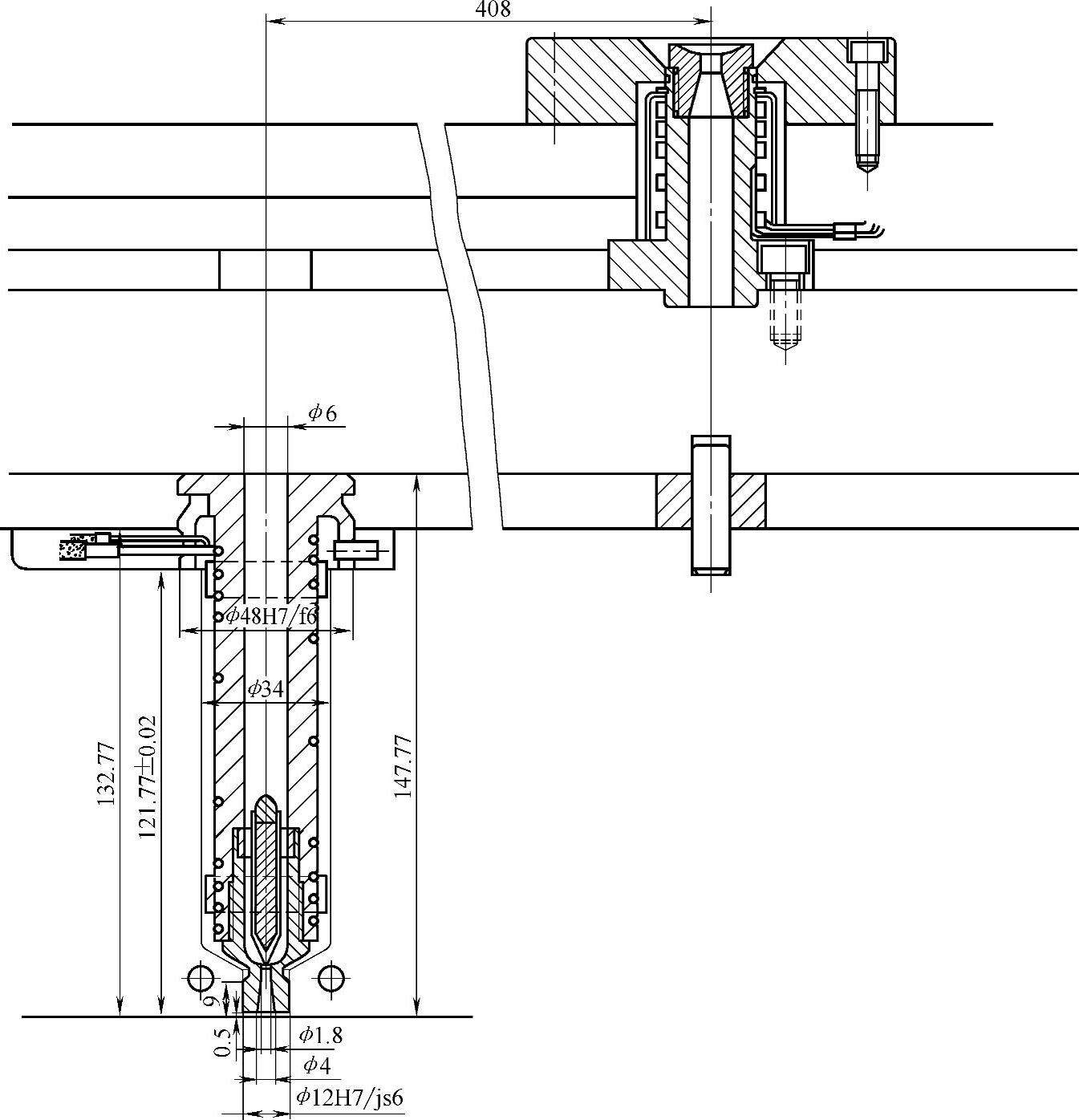
图5-32 单型腔的直接浇口多喷嘴的热流道
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。